










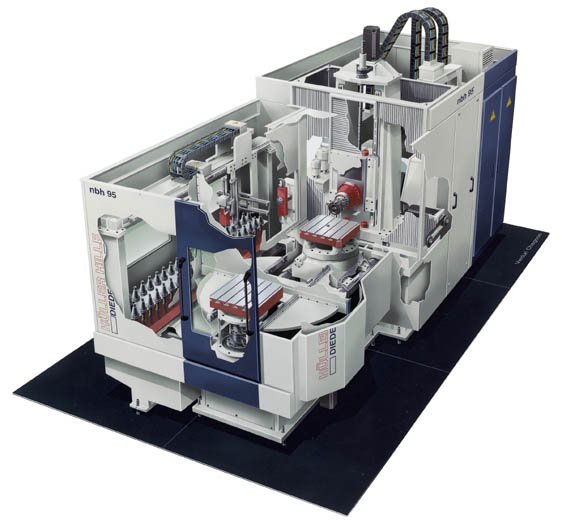
Mit hohem Drehmoment, schnellen Achsen und Spindeln, anpassbarer Automation und Lehrenbohrwerks-Genauigkeit soll das horizontale Universal-Bearbeitungszentrum nbh 95 beinahe verlorene Märkte bedienen und Terrain zurückgewinnen. Hüller Hilles Nachfolger der legendären Bearbeitungszentren nbh 70 und 90 hat es damit wirklich nicht leicht.
Von Chefreporter Wolfgang Filì
Was wäre gewesen, wenn Hüller Hille die nbh 95 nicht erst Anfang dieses Jahres, sondern schon Mitte der ‘90er auf den Markt gebracht hätte? Wären es 100 oder 200 statt der bislang verkauften 20 Einheiten gewesen? Oder vielleicht gar noch mehr? Provozierende Fragen bringen Wolfgang Mauz, seines Zeichens Geschäftsführer der Diedesheimer GmbH kein bisschen aus der Ruhe. Er hält nicht viel von solchen Spekulationen. Was den promovierten Ingenieur vielmehr interessiert, sind Tatsachen. Und die fasst er in vier knappen Punkten zusammen. Erstens: In den Betrieben im Umfeld des Maschinen-und Fahrzeugbaus sowie im Formen-, Werkzeug- und Gesenkbau gibt es einen realen Bedarf an Bearbeitungszentren, die im Palettenbereich bis 500 mm x 500 mm genauso gut Leichtmetall bearbeiten wie schwer- und hartzerspanen können, beziehungsweise dies jeweils im Mix. Zweitens: Geht es um die Investition in ein solches Fertigungsmittel, sind neben dem Preis und der Präzision die Flexibilität und Verfügbarkeit für den Anwender die entscheidenden Kriterien. Drittens spielt die Lieferzeit eine zentrale Rolle. Und viertens: In den vergangenen vier Jahren hatte Hüller Hille ein solches Zentrum nicht mehr im Sortiment. Das sei mit der nbh 95 jetzt anders. Mit der neuen Maschine spielt man wieder mit.
In der Tat schreit der Markt nach Maschinen dieses Zuschnitts. Nur: Die Diedesheimer 1996 mochten ihre – auch nach zehn Jahren Modell-Lebensdauer noch profitabel spanende – nbh 90 nicht mehr weiterbauen und -entwickeln. Dabei waren sie und der bis 1985 gebaute Vorläufer nbh 70 über 1000 Mal ausgeliefert worden. Man setzte damals, dem Trend in der Automobilindustrie folgend, voll auf die Aluminiumzerspanung und entwickelte die nbh 110 mit seinerzeit respektablen 10 m/s2 Achsbeschleunigung und 70 m/min Eilgangsgeschwindigkeit. Die Sache hatte lediglich einen Haken: Hüller Hilles Stammkundschaft hatte diese HSC-Maschine nie wirklich akzeptiert. Für die schwere Bearbeitung von Grauguss oder Werkzeugstahl reicht ihre Leistung einfach nicht aus.
Neue Stoffe wie Guss mit Vermikulargraphit sind kein Problem
Jetzt soll die nbh 95 dort weitermachen, wo ihre erfolgreichen Vorgänger den Markt anderen überlassen haben. Das Unternehmen setzte zur Aufholjagd an. Zwölf Monate haben die Diedesheimer in die Entwicklung gesteckt. „Diese Maschine wurde ganz bewusst unterhalb der HSC-Marke konzipiert“, erklärt Wolfgang Mauz. Es sei nicht um werbewirksame Zahlen gegangen. Vielmehr habe man die Voraussetzung schaffen wollen für eine prozesssichere und vor allem präzise Fertigung von Alu, Guss und Stahl, aber auch von im Automobilbau zunehmend verbreiteten Werkstoffen wie Gusseisen mit Vermikulargraphit.
So bringt der Getriebespindelstock der nbh 95 ein mit 327 Nm vergleichsweise hohes Drehmoment ans Werkstück, macht die 10 000 min-1 schnelle Spindel den Zerspanungs-Mix von Stahl und Leichtmetall mit PKD- oder CBN-Werkzeugen möglich und werden die Achsen mit 7 m/s2 auf ein Eilgangstempo gebracht, die mit 50 m/min die Nebenzeiten knapp hält. Damit lässt sie ihre Vorgänger weit hinter sich, bleibt aber im Rahmen des Robusten.
Technische Zustände der CNC können online abgefragt werden
Gesteigerter Wert wurde dagegen auf Präzision gelegt. Mit einer nach DIN ISO 230-2 protokollierten Positioniergenauigkeit von 7 µm liegt sie im Bereich solider Bohrwerke. Die Wiederholgenauigkeit beträgt sogar 4 µm. Wohlgemerkt: Beide Angaben sind absolute Obergrenzen. Denn anders als bei nbh 70 und 90 wird bei Hüller Hilles Neuer nicht das Werkzeug in der Z-Achse bewegt, sondern das Werkstück. Damit entspricht die Maschine auch im Aufbau dem klassischen Lehrenbohrwerk. Natürlich könne die Konfiguration nicht alleiniger Garant für die Präzision sein, schränkt Wolfgang Mauz ein: „Zusammen mit den Digitalantrieben ist bei der nbh 95 auch das Führungssystem entscheidend.“ Letzteres sei so ausgelegt, dass die vorgespannten, rollengelagerten Profil-Schienen ohne jeden Stickslip positionieren können. Abstandskodierte Wegmess-Systeme in allen Hauptachsen lieferten nach jeweils maximal 20mm Verfahrstrecke einen absoluten Positionswert. Alle Führungsbahnen sind abgedeckt und/oder gekapselt. Hinzu kommt außerdem, dass die Maschine thermosymmetrisch aufgebaut ist. Das großzügig dimensionierte Rückspülsystem arbeitet mit relativ niedriger Temperatur, was die beste Voraussetzung für Dauergenauigkeit bei hohen Bearbeitungs- und Vorschubgeschwindigkeiten sein dürfte.
Ein beeindruckendes Tempo legt die nbh 95 auch beim Wechsel der bis zu 12 kg schweren und bis zu 450 mm langen Werkzeuge vor. So nennt Hüller Hille als Span-zu-Span-Zeit 4s und für den bloßen Wechsel der Tools nicht mehr als 2 s. Am Werkzeugmagazin wird deutlich, worin sich die Maschine um ein Weiteres von ihren Vorgängermodellen abhebt. In der Standardversion mit 50 stationären Plätzen ausgestattet, lässt sich optional auf 144 Werkzeuge ausbauen. In zwei 47er-Kassetten lassen sich die Tools mit SK40- oder HSK-A63-Schnittstelle parallel zur Hauptzeit tauschen.
Die Maschine arbeitet mit zwei Paletten in der Größe von 400 mm x 500 mm. Sie können mit jeweils 600 kg Werkstückmasse belastet werden Die Verfahrwege der Hauptachsen betragen jeweils 630 mm – damit sind 80 % der spanenden Bearbeitung kubischer Teile abgedeckt. Der Rundtisch dreht sich bis zu 40 min-1. Innerhalb von 7 s werden die Paletten über eine 180°-Wechsler getauscht, wobei die Z-Achse als schneller Zusteller fungiert. Während das eine Werkstück noch bearbeitet wird, kann auf dem zweiten Tisch bereits gerüstet werden. Alternativ lassen sich die Paletten über einen 8fach-Rundspeicher oder – wenn die nbh 95 völlig bedienerlos arbeitet oder in einem Flexiblen Fertigungssystem eingesetzt werden soll – über einen Linear-Bahnhof auch automatisch be- und entladen.
Über das Zerspanren auf vier Werkstückseiten will Wolfgang Mauz indes bei diesen Maschinen nicht hinaus. Zwar ist der Einsatz von Bor- und Winkelköpfen jederzeit möglich, eine werkseitige Ausrüstung für die Fünfseiten-Bearbeitung ist einstweilen jedoch nicht vorgesehen. Die Maschine soll so weit wie möglich als Standard in der Preisklasse um 500 000 DM verkauft werden. Alternativ wird für Anwender, bei denen es in der Hauptsache um Leichtzerspanung geht, ein sogenanntes Highspeed-Paket angeboten. In diesem Fall dreht die Spindel der nbh 95 bis 16 000 min-1 bei einem Moment von 140 Nm. Als Schnittstelle zwischen Maschine und Werkzeug dient der HSK-A63. Der Mehrpreis leigt bei 10 000 DM. Dafür ist die Maschine allerdings auch in der Lage, Werkstoffe wie Aluminium oder Magnesium mit ausreichend hoher Schnittgeschwindigkeit zu zerspanen. Der Ausbau des Maschinenkonzepts, etwa über weitere Fertigungsverfahren, ist zur Zeit kein Thema.
„Die nbh 95 soll Fräsen, Bohren und Reiben – dies allerdings auf hohem Niveau.“ Was der Kunde davon habe, sei eine ausgereifte Maschine mit hoher Verfügbarkeit, die zudem binnen kürzester Zeit lieferbar ist. Für die Basisversion sollen es nicht mehr als drei Monate sein. die der Kunde ab Bestelldatum warten muss.
Service wird von Diedesheim und vom nordrhein-westfälischen Witten aus geleistet. Bei Problemen ist ein Spezialist binnen 24 Stunden nach Verständigung vor Ort. Drei Viertel der bislang verkauften Maschinen sind allerdings Teleservice-fähig. Der Anwender kann Hüller Hille online direkt zu Rate ziehen. Via Internet können die Diedesheimer die Meldungen der Siemens 840D-Steuerung ohne Umweg einsehen. Das spart Zeit und hilft dabei, dass bei Problemfällen schneller die passenden Ersatzteile zur Verfügung gestellt werden können. Mauz hofft, dass auch diese Option schnell zum Standard bei der nbh 95 wird.
Kennzahlen der nbh95–Standardversion
Arbeitsbereich
X-, Y- und Z-Achse jeweils 630 mm
Werkstück-Schwenkbereich im Arbeitsraum 750 mm
Vorrichtungshöhe max. 880 mm
Rundtisch/Palette
Aufspannfläche Palette 400 mm x 500 mm
Transportlast je Palette 600 kg
kleinster Schritt Rundtisch 0,001°
Positionsstreuung/Winkel 12 s
Palettenwechselzeit 7 s
Arbeitsspindel
Drehzahl 10000 min-1
Leistung (40% ED) 13 kW
Drehmoment (40% ED) 327 Nm
Werkzeugaufnahme SK40 oder HSK-A-63
Achsbewegung
Vorschub X-, Y-, Z-Achse 50 m/min
Kraft X-, Y-, Z-Achse 10 kN
Beschleunigung in
X-, Y- und Z-Achse 7 m/s²
Eilgang B-Achse 40 min-1
Werkzeuge
Magazinplätze 50
Durchmesser max. 175 mm
Länge max. 400 mm
Gewicht max. 12 kg
Wechselzeit 2 s
Span-zu-Span-Zeit 4 s
Aufstellung
Platz Grundmaschine 5,7 m x 2,4 m
Masse 12000 kg
Höhere Leistung am gleichen Werkstück
nbh 70 nbh 90 nbh 95
Bearbeitungszeit 5,86 min 5,05 min 3,93 min
Produktivität 100 % 116 % 149 %
Eilgang – 30 m/min 50 m/min
Beschleunigung – 3,33 m/s² ca. 7 m/s²
Werkzeugwechsel – 8 s ca. 5 s
Palettenwechsel – 14 s 7 s
Spindelleistung – 14 kW 13 kW
max. Spindeldrehzahl – 10000 min-1 10000 min-1
Zwei Schritte vorwärts, einer zurück …
Über 800 Einheiten der Zentren nbh 70 und 90 stehen unter Span. Die Leistung und Vielseitigkeit der Reihe sind mit jeder Generation gewachsen. Mit einem Produktivitätssprung macht die nbh95 weiter, liegt mit rund 500000 DM für die Basisversion aber noch unter dem Preis des Vorgängermodells nbh 90.
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}