
Bei Planern von Montagearbeitsplätzen beginnt das große Umdenken – nicht nur wegen zunehmender Varianten und Mengenschwankungen. Das Konzept der Zukunft verbindet adaptive, mobile Technik mit Organisationskonzepten, die Anreizsysteme für den Menschen schaffen.
Um seinen Forderungen Nachdruck zu verleihen, bemüht Professor Hans-Peter Wiendahl eine Metapher: „Wir müssen alles auf Räder stellen“, vertritt der Leiter des Instituts für Fabrikanlagen der Universität Hannover seine Ansicht, wenn es um die Gestaltung moderner Montageanlagen geht. Mit diesem radikalen Ansatz will der Fabrikplaner zum Nachdenken anregen – wie etwa kürzlich auf dem IIR-Montageforum in Stuttgart. Schließlich verzeichneten immer mehr Unternehmen einen Zuwachs an Varianten, viele seien mit Mengenschwankungen konfrontiert.
Wiendahls Meinung nach lässt sich diese Situation nicht durch Lagerbestände abpfuffern. Also müsse das Problem der extremen Mengenhübe in der Montage gelöst werden. Hinzu kommt, dass Unternehmen zwingend mit Produktionsverbesserungen zwischen 4 und 6 % pro Jahr aufwarten müssten. Mit einer Verlagerung ins Ausland, warnt der Ordinarius, „ist dies nicht mehr ohne weiteres zu machen“. Wer an eine Verlagerung zurück nach Deutschland denkt oder dies bereits getan hat, hat Gründe: Oft war die Flexibilität nicht ausreichend, für die Koordination liefen enorme Kosten auf, und die erreichte Qualität ließ zu wünschen übrig. Zu diesem Ergebnis kamen Marktforscher des Karlsruher Fraunhofer-Instituts ISI, die zwischen 1997 und 1999 rund 1500 Unternehmen nach ihren Motiven für Verlagerung und Rückverlagerung befragt hatten.
Zu risikoreicher Auslandsverlagerung hat laut Wiendahl die kundennahe Produktion vielfach ebenso beigetragen wie zu Fehlinvestitionen in Hochautomatisierung. Er rät, bei der automatisierten Montage neben den operativen auch die indirekten Kosten zu erfassen und zu bewerten (erweiterte Wirtschaftlichkeitsrechnung). Die Kostenblöcke Instandhaltung, Nacharbeit und Verkettung geben den Ausschlag, dass so manches Mal die manuelle Lösung die wirtschaftlichere ist. Wiendahl empfiehlt deshalb Systeme, die „adaptierbar, flexibel und bisweilen auch mobil“ sind. Heraufziehen sieht er modularisierte Basismodule mit schneller Anpassung der Steuerungseinheit. Manchmal müssten Anlagen sogar in Container passen, um flexibel auf Bedarfe reagieren zu können. Ganze SMD-Anlagen seien so von einem Land ins andere verschoben worden, streut der Wissenschaftler ein Beispiel ein. Für ihn keine Frage, dass Logistik „in der Montage eine zunehmend größere Rolle spielt“.
Nicht weniger Gewicht räumt der Hochschullehrer der Variantenbildung ein. Wo findet sie statt? An welche Stelle kann sie in die Montage verlegt werden? Um das Problem der Varianten in Griff zu bekommen – sie müssen kundenspezifisch an den Arbeitsplätzen zur Verfügung gestellt werden –, rät Wiendahl, die klassische Trennung von Fertigung und Vormontage in Frage zu stellen. Was dabei herauskommt, fügt der Montage einen Bearbeitungsprozess hinzu. Die Hannoveraner haben dafür den Begriff „Produktionsendstufe“ geprägt.
Erprobt wurde die Idee in einem Projekt mit der SIG Positec Berger Lahr GmbH. Nahezu jeder Kunde des Schrittmotoren-Herstellers benötigt Motoren mit einem anderen Wellenschaft. Problem: Die Mitarbeiter der Wellenfertigung müssen über die kundenindividuelle Auftragslage stets im Bilde sein. Der Wellenschaft, und letztlich auch der Motor, ließe sich wirtschaftlicher produzieren, wenn das Wellenende erst am komplett montierten Motor fertiggestellt würde. Diesen Überlegungen entsprang der Plan, kleine Fräsoperationen in die Montage zu integrieren. Jetzt erfolgt die Variantenbildung von Standardteilen mit einem Bearbeitungszentrum an der Montagelinie. Weiterer Vorteil: Im Gegensatz zur Produktion fallen hier keine Rüstzeiten an, da alle Werkstückaufnahmen stets eingerichtet sind. „Die Fertigung“, sagt Wiendahl, „erfolgt bei Stückzahl eins zu gleichen Kosten wie bei größeren Stückzahlen.“
Auch Pumpen werden oft so produziert, dass der Variantenbildungspunkt sehr früh einsetzt. Die Hersteller sind mit vielen kundenspezifischen Anforderungen konfrontiert, die laut Wiendahl in einem Prozess gelöst werden könnten, der lediglich kleine Formelemente erfordere. Auch hier könnte das Prinzip gelten: Die Fertigung kümmert sich um den Umformprozess, die Montage um die kundenspezifische Kontur.
Gedanken wie diese will der Forscher vorantreiben. Gerade die Montage „bietet genügend Rationalisierungspotenzial“. Um den Kern der Montagetechnik ranken sich Produktentwicklung und Organisation, die für ihn „die prägenden Bereiche in der Peripherie sind, die den Erfolg garantieren“. Vor allem die Mitarbeiter rückt er als das beherrschende Thema in die Diskussion um Organisationskonzepte. Für ihn liegt die Lösung, wie das Personal so einbezogen werden kann, dass das Leistungspotenzial gesteigert wird, nicht allein auf Seiten der Technik. Zielvereinbarungen, Kennzahlen und Anreizsysteme führten gleichermaßen zu den notwendigen Veränderungen. dk
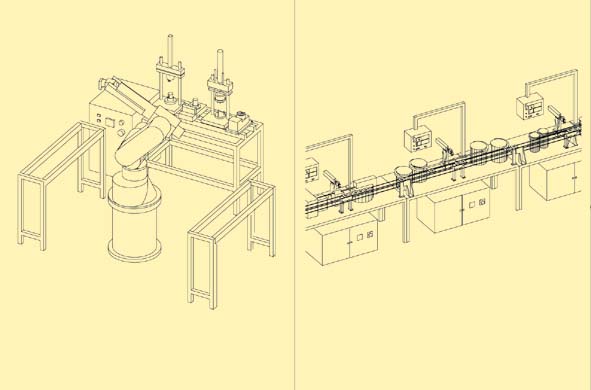
Wo sich Rationalisierungspotenziale in der Montage auftun: Vorabsimulation zeigt Leistungsfähigkeit einer Montageanlage
In der Kombination von Elektronik und Mechanik sieht Prof. Klaus Feldmann einen künftigen Entwicklungsschwerpunkt. Die Montage lässt sich nämlich viel leichter automatisieren, wenn mechatronische Baugruppen rein mechanische ersetzen, berichtete der Leiter des Lehrstuhls für Fertigungsautomatisierung und Produktionssystematik an der Universität Erlangen-Nürnberg auf dem Stuttgarter IIR-Montageforum.
Zudem werde die Simulation von Montageanlagen immer wichtiger, da sich ihre Planungs- und Laufzeiten immer mehr verkürzen. So ließe sich schon vorab klären, ob mit einer geplanten Montagestation überhaupt die gewünschten Stückzahlen erreicht werden können. Um den Unternehmenserfolg zu sichern, rät der Forscher, sich auf die Systemmontage und Entwicklung zu konzentieren und die Fertigungstiefe zu vermindern.
Das gelang der Wuppertaler Vorwerk Elektrowerke GmbH & Co. KG mit Erfolg. Sie begann bereits 1993 mit einer Reorganisation des Werks, in deren Zuge etwa die Qualitätssicherung dezentralisiert wurde. Dr. Volker Eßmann, Leiter Werksplanung, berichtete unter anderem, dass die zentrale Spritzgießhalle aufgelöst und die Maschinen statt dessen direkt in die Montagelinien integriert wurden. So gelang es, die Lagerbestände um bis zu 70 % reduzieren und die Materialbereitstellungsflächen wurden überflüssig. Weiterer Vorteil: Qualitätsprobleme bei den Teilen fallen viel schneller auf, da sich der Mitarbeiter am Ende der Linie sofort beschwert.
Unsere Whitepaper-Empfehlung

Jetzt downloaden und über neue Ansätze erfahren, die nicht nur helfen, Unfälle zu vermeiden, sondern auch die Frage beantworten „Wie kann die Technik heute im Bereich Arbeitsschutz die Wirtschaftlichkeit in meinem Unternehmen erhöhen?“
Teilen:








{kind=link}