



Wo neue Verfahren auf den Weg gebracht werden, redet kaum jemand vom Losbrechmoment. Startprobleme gibt es aber auch bei den Zerspanungstechniken der neuen Leistungsklasse.
Von Chefreporter Wolfgang Filì chefreporter@fili.net
Ob HPC oder Hochleistungszerspanung – der Unterschied liegt wohl eher auf der Zeitachse. Denn mit High-Power- oder High-Performance-Cutting befasst sich seit Jahr und Tag jeder Betrieb, der mit Metallspänemachen sein Geld verdient. Was zwischen dem schmissigen Kürzel und dem behäbig-deutschen Begriff allerdings den Unterschied macht, sind die Parameter. Und die haben’s in sich.
So ist allein in den vergangenen zehn Jahren die durchschnittliche Bearbeitungszeit je Serienteil – und zwar unabhängig vom Material – nahezu halbiert worden. Spektakuläre Entwicklungssprünge waren dabei Ausnahmen. Die Regel sei vielmehr das kontinuierliche Verbessern und Optimieren der Stellgrößen und Prozesse, betonen Wissenschaftler wie der Darmstädter Professor Eberhard Abele. Wer mit hohen Abtragsraten Metall spanen wolle, müsse sich heute intensiver denn je mit den Voraussetzungen, Bedingungen und beteiligten Komponenten befassen – also mit Werkstücken und -stoffen, mit Werkzeug und Werkzeugmaschine, der zugehörigen Rechnertechnik sowie – last, not least – mit dem Prozess an sich. Auf dem Weg zwischen Auftrag und Ausstoß nähmen diese Vorarbeiten immer größere Abschnitte ein.
Abeles Institut für Produktionsmanagement, Technologie und Werkzeugmaschinen (PTW) setzt genau hier an. Und diese Expertise kann man als Beratungsleistung seiner Mitarbeiter kaufen. Denn auch bei HPC – der Zerspanung mit hohen Abtragsraten – gilt, dass das Ganze mehr ist als die Summe der Bestandteile.
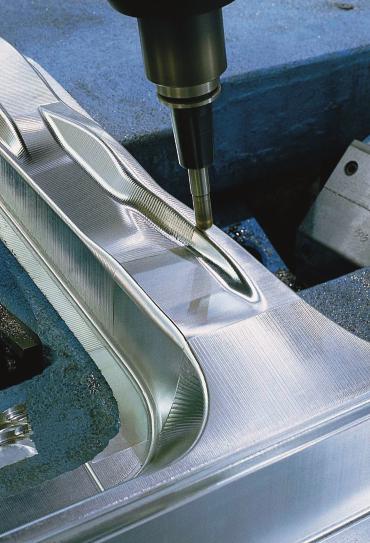
Bei HSC – dem Spanen mit hoher Schnittgeschwindigkeit im virbrationssicheren Bereich, bei vergleichsweise kleiner Abtragsrate und einer Prozessthermik, die sich über die Späne abführen lässt – sehen die Darmstädter Forscher ähnlichen Klärungsbedarf. Zwar seien Freiformflächen ohne Nachbearbeitung heute Realität und Spindeldrehzahlen im Bereich um die 40 000 min-1 solider Maschinenstandard. Dennoch sei HSC im Normalfall kein so genanntes Plug-and-produce-Produkt, sondern ein Verfahren, bei dem zwingend Selbstbeteiligung erforderlich ist.
Nicht übersehen dürfe man beispielsweise, dass die Hochgeschwindigkeitszerspanung in der Einzelfertigung bis zu 85 % der Nacharbeit erübrigen kann, umgekehrt aber der Aufwand für die NC-Programmierung komplexer Werkstücke oft zwischen dem zwei- und 15-fachen der eigentlichen Bearbeitungszeit beträgt, insoweit eine Vielzahl sehr unterschiedlicher Einflussgrößen zu berücksichtigen sind: Bei der Maschine seien dies die Steifigkeit, Genauigkeit, Dynamik und Beschleunigung sowie Eigenfrequenzen und Einflüsse der Steuerung. Seitens der Tools gelte das Gleiche für Geometrie, Material und Beschichtung, Standzeit, An- wendungsgrenzen und die Werkzeugsicherheit. Hinzu kommen technologische Parameter und letztlich die Betrachtung der Wirtschaftlichkeit – hier braucht es also einen spitzen Finger und gute Taschenrechner.
Grundsätzlich bestünden allerdings gute Chancen, über den Einsatz von Hochgeschwindigkeits- wie auch von Hochleistungsbearbeitung Sparpotenzial überall dort zu knacken, wo die Zerspanung mehr als 5 % der Herstellkosten ausmacht. Soweit hier alle Voraussetzungen geklärt seien, ließen sich in den meisten Fällen 2 bis 3 % Kosten einsparen.
Dabei dürfte die Dynamik der HSC-Maschinen selbst – und damit auch der Aufwand für die Programmierung – weiter zunehmen. Der auf Branchenmessen hin und wieder verbreitete Slogan – 5 g mehr Beschleunigung in den nächsten fünf Jahren – benennt zwar nur den Einzelfall. Ungeachtet dessen haben einige Hersteller vergangenes Jahr demonstriert, dass auch mehrere g Achsbeschleunigung mittlerweile ohne weiteres machbar sind.
HSC erhöht den Aufwand für Programmierung
Teilen:








{kind=link}