
Die Fertigung von rund 200 000 Parkdistanzsensoren täglich ist eine anspruchsvolle Automatisierungsaufgabe. Insbesondere die Montage der Kontaktpins mit integrierter Qualitätssicherung erfordert hohe Präzision unter sportlichen Taktzeitvorgaben.
Parkdistanzsensoren haben Konjunktur. Die nützlichen Helfer, die in der automobilen Oberklasse längst eine feste Position auf der Ausstattungsliste einnehmen, setzen sich heute in nahezu allen Fahrzeugklassen durch. Das Komfort- und Sicherheitsplus überzeugt immer mehr Autofahrer und so steigt die Nachfrage konstant. Ein renommierter Automobilzulieferer produziert derzeit über 200 000 Parkdistanzsensoren täglich und deckt damit einen großen Teil des weltweiten Bedarfs ab. Bei der Herstellung der Sensoren, die im späteren Einsatz unter allen Witterungsbedingungen zuverlässig ihren Dienst versehen müssen, dominieren hohe Anforderungen an Qualität, Output und Präzision.
Eine besonders diffizile Aufgabenstellung im Herstellprozess ist die Montage der feinen Kontaktpins in das Spritzgussgehäuse der Sensoren. Eine Applikation, die auch die Experten für Prüf- und Automatisierungstechnik der Kutzschbach Electronic GmbH bei der Konzeption der Montageanlagen forderte. „In unseren Anlagen, die die Konfektionierung der Sensorgehäuse mit den Kontaktpins vornehmen, steckt jede Menge Know-how“, versichert Walter Wüst, Leiter der Softwareentwicklung bei Kutzschbach. „Die besondere Herausforderung bestand darin, eine Präzisionsmontage der Pins im Toleranzbereich von einem Zehntelmillimeter mit einem Sechsachsroboter zu realisieren und dabei gleichzeitig den enormen Taktzeitvorgaben standzuhalten.“
Die Spezialisten bei Kutzschbach haben sich in den letzten 30 Jahren eine gebündelte Kompetenz im IT-Geschäft aufgebaut. Die Nördlinger kennen sich aus in der Softwareentwicklung, Automatisierung und Messtechnik. Im Bereich der Mess- und Datentechnik programmieren die Entwickler viele Anwendungen in höheren Programmiersprachen. Mit der Erfahrung aus Dutzenden von Projekten entschied man sich in diesem Fall konzeptionell für eine Rundtelleranlage, um auf geringem Raum einen hohen Output zu erreichen. Um Flexibilität zu gewährleisten, ist der Rundtisch mit einigen Leerstationen ausgeführt, die noch Spielraum für zusätzliche Aufgaben und Varianten bieten. Derzeit läuft ein Dutzend Sensorvarianten über die 20 Kutzschbach-Anlagen, die alle ein nahezu identisches Layout besitzen.
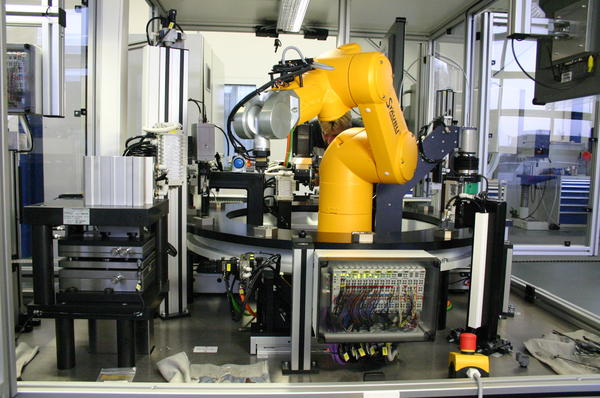
Die Montage erfolgt immer nach dem gleichen Muster. Die Sensorgehäuse erreichen die Anlage auf Werkstückträgern über ein Transfersystem. Eine Lineareinheit übernimmt die Zuführung der Piezo-Sensorgehäuse und deren Positionierung auf dem Rundteller. An der ersten Station steht eine reine Qualitätsprüfung an, bei der das Piezoelement einer Widerstands- und Kapazitätsmessung unterzogen wird. In der zweiten Station steht die genaue Positionierung der hauchdünnen Pins innerhalb des Sensorgehäuses auf dem Programm. Diese Aufgabe übernimmt ein Sechsachs-Roboter im High-Speed-Modus. Die Aufgabe des Roboters ist vergleichbar mit einem extrem schnellen Einfädeln eines Fadens in ein Nadelöhr. Und das über 10 000 Mal am Tag mit immer der gleichen Präzision. Das Anforderungsprofil für den Roboter war klar definiert. Gesucht war ein schneller Sechsachser mit hoher Präzision. Zudem sollte die Maschine wegen des platzoptimierten Anlagenlayouts kompakt bauen und zuverlässig im Drei-Schicht-Betrieb arbeiten. Warum die Wahl auf das Modell TX60 von Stäubli fiel, erklärt Wüst so: „Mit seiner hohen Präzision und Wiederholgenauigkeit, die kaum ein Standardroboter erreicht, erfüllt das Modell unsere Kriterien optimal.“
Ein Blick auf die Station zeigt, was Sache ist. Der TX60 holt einen von zwei Kontaktpins direkt von einer angekoppelten Stanzstation ab. Dabei ist die Aufnahme des Pins mit dem filigranen Miniaturgreifer bereits ein diffiziler Vorgang. Maximale Präzision ist dann beim Einsetzen des Kontaktpins in das Sensorgehäuse gefragt. In dem dünnwandigen Spritzgussteil sitzt eine mit bloßem Auge kaum erkennbare Führung, in der der Sechsachser den Pin sicher, schnell und lagerichtig positioniert. Danach holt die Stäubli-Maschine den zweiten Pin und wiederholt den Vorgang. „Um auf einen Output von über 10 000 Einheiten am Tag zu kommen, mussten wir für diese sensible Präzisionsmontage eine Taktzeit von rund fünf Sekunden erreichen“, so Wüst. „Trotz der hohen Performance des Roboters waren konsequente Optimierungsarbeiten notwendig, um diese Vorgaben zu erfüllen.“
Nach der Robotermontage taktet der Rundteller weiter zu einer Hydraulikstation, an der die Pins in ihre Endposition gedrückt werden. Diesen Vorgang kann der Roboter mit seinem filigranen Miniaturgreifer aufgrund der erforderlichen Kräfte nicht ausführen. Der letzte Arbeitsschritt in der Rundtelleranlage ist die Kontaktierung der Pins per Laserlöten. Nach einer abschließenden Qualitätsprüfung werden die kontaktierten Sensorgehäuse ausgeschleust und auf dem Transfersystem weiter gefertigt. „Dass wir bereits knapp zwanzig dieser Anlagen bauen durften, unterstreicht die Produktivität und Wirtschaftlichkeit der Lösung“, resümiert Roland Schmid, Leiter SAM bei Kutzschbach. „Ohne den Roboter von Stäubli wären die kurzen Taktzeiten und die geforderte Prozesssicherheit bei der schwierigen Montageaufgabe sicher nicht zu erreichen gewesen.“
Ralf Högel Fachjournalist in Stadtbergen
Teilen:








{kind=link}