










Kubische Teile von der Stange fertigen und Geld sparen – so ließe das Bearbeitungszentrum MC 531/SM sich im Groben skizzieren. Aber es wäre nicht falsch: Mit unkonventioneller Technik macht das System der Stama GmbH selbst etablierten Lösungen das Leben schwer.
Von Chefreporter Wolfgang Filì
Wer erst einmal erkannt hat, dass er seine Werkstücke komplett von der Stange abarbeiten kann und dadurch enorme Kosten spart, mag kaum noch groß diskutieren.“ Dr. Peter Grund fischt ein daumendickes, ziemlich vertrackt ausehendes Stahlteil aus der Vitrine. „Sehen Sie hier, das ist die Basis für eine Zieloptik. Das Ding wird auf Sportgewehre montiert“, erklärt der Geschäftsführer der Schlierbacher Stama Maschinenfabrik GmbH.
Früher sei das Teil im Betrieb eines Kunden fünf Wochen zirkuliert, habe vier Maschinen und ebensoviele Bediener beschäftigt und sich erst in Losgrößen ab 1000 gerechnet. Fix und fertig gespant auf der MC 531/SM, seien es heute nur mehr zwei Tage. Und Losgröße eins sei auch kein Problem. Tatsächlich gibt es da kaum Stoff für kontroverse Diskussionen.
Die Rede ist von Stama´s Renommier-Produkt, dem 1997 erstmals vorgestellten Stangen-Bearbeitungszentrum MC 531/SM. Pro Jahr verkaufen die Schlierbacher an die 20 Stück dieses Maschinentyps. Sein Aufbau ist leicht unorthodox: Da gibt es ein Spannfutter, das nicht rotiert und wird über ein Magazin Rundmaterial geladen, das nie mit stehenden Tools in Berührung kommt. Alle Komponenten deuten auf eine Drehmaschine hin, aber gedreht wird überhaupt nichts.
„Das muss ja auch nicht sein“, schmunzelt Peter Grund. Denn 1996, als die Tübinger Walter AG anfragte, ob Stama eine Maschine bauen könne, mit der sich Spezial-Werkzeughalter einfach von der Stange arbeiten ließen, hatten auch seine Mitarbeiter nicht schlecht gestaunt. Vergleichbare Ansätze hatte es in den Jahren zuvor zwar immer wieder gegeben. Aber niemand hatte sie mit rechtem Engagement verfolgt. Doch das Grundverständnis war da: „Sobald der Walter-Auftrag im Haus war, tauchten diese Ansätze und Projekte wieder auf,“ berichtet Grund. Dies sei insofern erfreulich gewesen, als dass die Maschine schon acht Monate nach den ersten Skizzen einbaufertige Teile lieferte. Auftraggeber Walter war angetan von der Lösung und orderte für seine Werkzeugfertigung gleich ein zweites Exemplar. Alternative Konzepte gab der Markt anscheinend nicht her.
Was also macht die Besonderheit der Maschine aus, oder wenn man so will: ihr Alleinstellungsmerkmal? „Die MC 531/SM“, erläutert der Stama-Chef, „ist grundsätzlich ein Bearbeitungszentrum, das mit fünf NC-Achsen operiert, indem es Stangen zuführt, sie in definierte Position bringt, nach Bedarf dreht oder schwenkt und mit rotierenden Werkzeugen auf fünf Seiten spant.“ Mit der Bearbeitung der sechsten Seite werde das Werkstück von der Stange getrennt und abgeführt. Das Endergebnis sei ein rundherum fertiges, einbaubereites Teil – und dies alles ohne Drehoperation!
Von der Stange fertigen macht Vorrichtungen überflüssig
Der geldwerte Kick ist bei der MC 531/SM, dass sie die bis zu 800 mm langen Stangen als Ausgangsware für die Fertigung beliebiger Geometrien nimmt. Letztere dürfen sowohl kubisch sein als auch rund – das Maximalmaß in der Diagonale ist jeweils der Stangendurchmesser zwischen 10 von 80 mm.
Aber: Je weniger orthogonal und kantig die gewünschte Werkstückform ausfällt, desto eher steht die Maschine in Konkurrenz zu Drehzentren mit angetriebenen Werkzeugen, Y/B-und C-Achse. Dort dürfte sich ein gestuftes Rundteil mit zwei Schlüsselflächen günstiger fertigen lassen als auf der Stama. Umgekehrt haben die Schlierbacher festgestellt, dass sie dem drehenden Wettbewerb eher die Aufträge wegschnappen, je kubischer die Werkstücke sind und um so komplizierter ihre Form.
Dabei ist der Aufbau der MC 531/SM funktional so einfach, dass Grund ihm gerne menschliche Züge zuspricht. So sei die Maschine mit je einer linken und rechten Hand ausgestattet sowie einem gut entwickelten Hirn als Schaltzentrale. Die linke Hand ist die eigens entwickelte, automatische Lade-, Dreh- und Schwenkeinrichtung mit zwei rechnergesteuerten Achsen. Ausgerüstet mit einer handelsüblichen Spannzange, habe sie alles fest im Griff. Die rechte Hand – nach Stama´s Verständnis das Werkzeug in der Hauptspindel – verfügt mit 48 kW und einem Moment von 153 Nm über ausreichend Kraft. In Stahl St 60 sind Bohrungen bis 40 mm Durchmesser möglich, das Gewinden reicht bis M30 und beim Fräsen werden 500 cm3/min erreicht. In Aluminium sind es sogar 800 cm3/min Zerspanleistung.
Die Spindel läuft in knapp einer Sekunde von 0 auf 10000 min-1 hoch. Die fünf, miteinander interpolierenden Achsen werden mit 1,2 g beschleunigt und im Eilgang bis zu 60 m/min schnell verfahren. Das Werkzeugmagazin mit 42, auf Wunsch auch mit 60 oder 78 Plätzen, ist patentiert und wechselt die Tools ohne Umweg über Greifer oder andere Komponenten direkt in die Hauptspindel.
Wenn das Teil auf fünf Seiten fertig bearbeitet ist, wird es mit einem Schaftfräser abgetrennt und über eine Rutsche abgelegt. Soll auch die sechste Seite – die Rückseite des Teils – bearbeitet werden, tritt eine Lineareinheit mit Backenfutter in Funktion. Grund bezeichnet sie als dritte Hand der Maschine. Sie spannt das Werkstück vor dem Trennschnitt, der gleichzeitig eine Formbearbeitung der sechsten Seite sein kann. Anschließend wird das Teil wie gehabt in eine Rutsche gekippt und aus dem Arbeitsraum gebracht.
Auch der Wechsel zu einem anderen Werkstück ist unkompliziert. An der Steuerung muss lediglich die Teilenummer eingegeben werden, und schon kann die Fertigung weitergehen – zumindest theoretisch. Denn erfordert das neue Werkstück ein anderes Stangenprofil, muss die Formspannzange mit einem pneumatischen Hilfswerkzeug getauscht werden. Aber auch dies geschieht in Sekundenfrist.
„Welcherart Material dabei bearbeitet wird, ist eigentlich nachrangig“, unterstreicht der Stama-Chef. Seines Wissens hat es bislang auch mit zähem oder bis zu 1400 N/mm2 festem Werkstoff keine Probleme gegeben. Die MC 531/SM sei solide durchgerechnet und robust gebaut. Und gehärtetes Material auf der Maschine zu spanen, macht eh wenig Sinn: Die Maschine lasse sich zwar sehr schnell umrüsten, sei in erster Linie aber für die Fertigung von Prototypen, Vor-, Klein- und Mittelserien ausgelegt und nicht von Formwerkzeugen. Ausgesprochene Massenteile wiederum dürften auf Transferstraßen besser aufgehoben sein.
Maschinenzeichung lag falsch herum auf dem Tisch
Bleibt die Frage nach den typischen Werkstücken respektive Branchen, für die sich das Stama-Zentrum besonders empfiehlt. Angefangen hatte alles ja mit Werkzeughaltern für die Zerspanungstechnik. Und obwohl man seinerzeit nicht exklusiv für die Walter AG entwickelt hatte, hätte dieser Kunde es gern gesehen, wenn die Schlierbacher den Ball flach gehalten hätten. „Richtig“, bestätigt Dr. Grund. Aber Auflagen hätten die Tübinger damals nicht gemacht. So gehörten mittlerweile auch andere Werkzeughersteller zur Stama-Kundschaft. Darüber habe man jedoch auch in der Medizintechnik und bei Herstellern von Präzisionswaffen Fuß fassen können – beispielsweise über solche Referenzteile wie dem eingangs erwähnten. Und Grund ist sicher, die Stellung seines Unternehmens hier noch kräftig ausbauen zu können: „Der eigentliche Vorteil bei solchen Teilen liegt ja nicht so sehr in der kürzeren Hauptspanzeit. Netto gerechnet, ist der Unterschied hier gar nicht einmal groß.“ Was eher zähle, sei der schlankere Fertigungsablauf, seien kürzere Wege, radikal reduzierte Spannungen und Durchlaufzeiten, außerdem Einsparungen beim Bedienpersonal und an der Lagerkapazität. „Gefertigt wird auf Abruf und nicht auf Lager“, sagt Grund. „Auch das zahlt sich aus.“
Obwohl die Stangen-Bearbeitungszentren wenig störanfällig seien, habe man den Service so organisiert, dass der Techniker im Normalfall in weniger als zwei Stunden Fahrzeit beim Kunden ist. Dazu unterhalten die Schlierbacher insgesamt acht Stützpunkte in Alzey, Teltow, Wuppertal, Rehau, München, Ronnenberg, Lage und Bielefeld.
Auch der Vertrieb und die Beratung sind dezentral. Stama unterhält keine eigenen Verkaufsbüros, sondern arbeitet mit bundesweit verteilten Repräsentanten. In der Regel sind dies Handelsvertretungen. Rund um den Globus wird ähnlich verfahren.
So konnte das seit 1997 zur Tuttlinger Chiron GmbH gehörende Unternehmen im vergangenen Jahr 112 Mio. DM Umsatz einfahren. Die Mitarbeiterzahl liegt bei 325. Zwei Drittel der ausgelieferten Maschinen, berichtet Peter Grund, seien sogenannte Turnkey-Lösungen, bei denen Kundenwünsche besonders berücksichtigt worden seien. Der Rest war Stama-Standard.
Freilich hat der andauernde Wettbewerb mit den Drehzentren-Herstellern auch die Schlierbacher nicht ruhen lassen. So wird das Unternehmen zur Metallbearbeitungsmesse Metav 2000 in Düsseldorf ein Stangen-Bearbeitungszentrum mit einer 42 kW starken Motorspindel vorstellen – sie tourt 5000 min-1. Also doch Drehbearbeitung? „Ja, jetzt auch Drehbearbeitung“, reklamiert Grund. Schließlich müsse man irgendwann mal die Gegenoffensive starten…
Stangen-Bearbeitungszentrum MC 531/SM
Leistung
AC-Antrieb 48 kW
Drehmoment 153 Nm
Bohren in St 60 40 mm
Gewinden in St 60 M30
Fräsen in St 60 350 cm³/min
Fräsen in Aluminium 800 cm³/min
Arbeitsbereich
Stangenlänge max. 800 mm
Stangendurchmesser 10 bis 80 mm
X-Achse 800 mm
Y-Achse 400 mm
Z-Achse 350 mm
Eilgänge 60 m/min
Vorschubkraft bis 12000 Nm
Hauptspindel
Spindeldrehzahl 6 bis 9000 min-1
auf Wunsch bis 15000 min-1
Einzugskraft 8000 N
4fach-Spindellager (innen) 65 mm
Werkzeuge
Magazinplätze 42
auf Wunsch 60/78
Aufnahme SK 40
Werkzeugmasse max. 12 kg
Werkzeugdurchmesser max.88 mm
auf Wunsch 125 mm
Werkzeuglänge max. 250 mm
Span-zu-Span-Zeit nach
VDI 2852 2,8 s
Bearbeitungsbeispiel Zielfernrohrteil
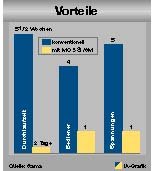
Konventionelle Vorgehensweise Fertigung mit MC 531/SM
- 4 Werkzeugmaschinen 1 Stangenzentrum
- 5 Spannungen 1 Spannung
- 5 Transportwege –
- 4 Maschinenbediener 1 Maschinenbediener
- 5 ½ Wochen Durchlaufzeit 2 Tage max. Durchlaufzeit
Losgröße 1000 Stück Kleinstserie
Hohe Lagerhaltung –
Ergebnisse
Die Referenzwerkstücke – Unterteile für die Aufkippmontage von Zielfernrohren – aus Ck45 wurden auf der MC 531/SM von Stangen mit 25 mm Durchmesser gefertigt. Die Stückzeit betrug je 6,15 min. Der Vorteil lag weniger in der gesparten Hauptzeit, als vielmehr in dem schlanken Fertigungsablauf.
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}