Auf zunehmendes Interesse stößt das elektrostatische Beschichten nichtleitender Werkstücke mit Naß- und Pulverlacken. Eine beachtenswerte Technologie hat dazu das Stuttgarter Fraunhofer IPA entwickelt. Sie kommt ohne die sonst erforderliche leitfähige Grundierung oder Zuschlagstoffe im Substrat aus.
Beim Lackieren von Kunststoffteilen oder Holz ist die Materialausnutzung bei den heute eingesetzten Spritzlackierverfahren sehr gering. Durchschnittlich erreichen nur 20 bis 40 % der verarbeiteten Lackmengen das Werkstück. Die Folge sind hohe Lackmaterial- und Entsorgungskosten. Weniger Overspray entsteht bei der elektrostatischen Applikation. Derartige Verfahren werden beim Lackieren von Kunststoffteilen jedoch nur selten eingesetzt, handelt es sich bei den Werkstoffen doch um Nichtleiter. Sie lassen sich nicht an Erdpotential legen und bilden dadurch keinen elektrischen Gegenpol zu den aufgeladenen Lacktröpfen oder dem Pulver. Sollen die Kunststoffe dennoch elektrostatisch lackiert werden, sind kostenintensive Vorbehandlungen erforderlich. Da wäre beispielsweise das Beschichten der Teile mit einer leitfähigen Grundierung oder das Einarbeiten leitfähiger Zuschlagstoffe in das Substratmaterial.
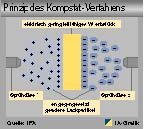
Ohne Zusatzmaßnahmen kommt dagegen das am Fraunhofer-Institut für Produktionstechnik und Automatisierung (IPA), Stuttgart, entwickelte Kompstat-Verfahren aus. Kompstat steht dabei für Kompensations-Elektrostatik. Das Abscheiden der Lackpartikel erfolgt mittels Ladungskompensation, wobei die Forscher den physikalische Effekt der Anziehung von elektrisch entgegengesetzt geladenen Teilchen nutzen. Beidseitig zu beschichtende Teile werden von zwei Seiten synchron mit entgegengesetzt geladenen Lackpartikeln besprüht. Beim einseitigen Beschichten erfolgt die Ladungskompensation mit Luftionen.
Mit dieser Technologie lassen sich wasserverdünnbare Lacksysteme wie Pulverlacke applizieren. Darüber hinaus bietet Kompstat noch eine Reihe von Vorteilen:
Es lassen sich Mehrschicht-Aufbauten herstellen.
Partielle Beschichtungen sind problemlos möglich. So können etwa an herkömmlichen Mehrschicht-Lackierungen Bereiche mit durchgeschliffener Leitgrundierung elektrostatisch reparaturlackiert werden.
Werkstücke mit Bereichen unterschiedlicher Leitfähigkeit sind gleichmäßig zu beschichten.
Gezieltes Aufbringen von Ladungen ermöglicht das Steuern der Schichtdicke an komplizierten Teilen.
Um das Anwendungspotential des Verfahrens ausschöpfen zu können, werden am Fraunhofer IPA derzeit eine Reihe von Machbarkeitsstudien durchgeführt. So entstehen zum Beispiel neue Anlagenkonzepte für das Flachteilbeschichten. Untersucht wird auch ein Einsatz des Kompstat-Verfahrens in herkömmlichen Anlagen, das heißt ohne zusätzliche kostenintensive Erweiterungen.
In der Entwicklung befindet sich beim IPA zudem die elektrostatische Sprühstrahlformung. Ziel ist es, die störende Lenkluftmenge, wie sie bei kleineren Bauteilen erforderlich ist, zu vermeiden oder wenigsten zu reduzieren. Das soll mit Drück- und/oder Steuerelektroden zu erreichen sein, die dafür sorgen, daß die Luft um den Sprühstrahl herum wie das Lackmaterial elektrostatisch aufgeladen wird. Dazu werden die Drückelektroden um den Zerstäuber angeordnet. Sie sorgen für ein Anpassen des Sprühstrahls an die Werkstückgeometrie und den Warenträger.
Die gezielte Lackabscheidung unterstützen Steuerelektroden, die zwischen Teil und Zerstäuber statisch oder dynamisch plaziert sind. Sie erzwingen eine Abscheidung an bestimmten Werkstückflächen, zum Beispiel auf der Rückseite. Aufladungshöhen von Lack und Drück- oder Steuerelektroden sind getrennt zu regeln, dementsprechend ergeben sich eine Vielzahl von Möglichkeiten, den Sprühstrahl zu formen und zu steuern. Gö
Teilen:








{kind=link}