

Laserschweißen | Drei- oder vierfache Schweißgeschwindigkeit, minimaler Verzug und nur eine einzige Lage – das sind typische Vorzüge des Laserschweißens. Cloos hält dafür Praxisbeispiele parat und möchte diese Technik in der Breite zugänglich machen. Das Mittel: die neue „Qirox Laser Cell“.
Sind es bisher vor allem maßgeschneiderte Anlagen, die das Potenzial des Laserschweißens erschließen, so geht die Carl Cloos Schweisstechnik GmbH, Haiger, jetzt noch einen anderen Weg. Mit der neuen „Qirox Laser Cell“ bietet sie eine flexible Laserzelle mit perfekt aufeinander abgestimmten Komponenten an. Die schlüsselfertige Anlage benötigt wenig Platz und lässt sich in jede Fertigung einfach integrieren. Sie beinhaltet Laserschweißkopf, Schutzeinrichtung, Bedienterminal, Positionierer, Qirox-Roboter, einen Flachbildschirm mit HD-Kamera zur Visualisierung sowie einen vormontierten Technikraum.
Die Kompaktzelle ist auf einem Grundrahmen aufgebaut und lässt sich durch den Gabelstapler positionieren. Eine weitere Besonderheit, die für Flexibilität sorgt: Zusätzlich kann die Qirox Laser Cell mit konventioneller Schweißtechnik ausgestattet werden, so dass sich in ein und derselben Anlage beispielsweise auch Bauteile mit Metallschutzgas(MSG)-Schweißungen fertigen lassen. Dazu dienen automatische Wechselsysteme. Die Kombination aus beiden Technologien soll für eine maximale Auslastung der Laserschweißzelle sorgen und so hohe Produktivität sicherstellen.
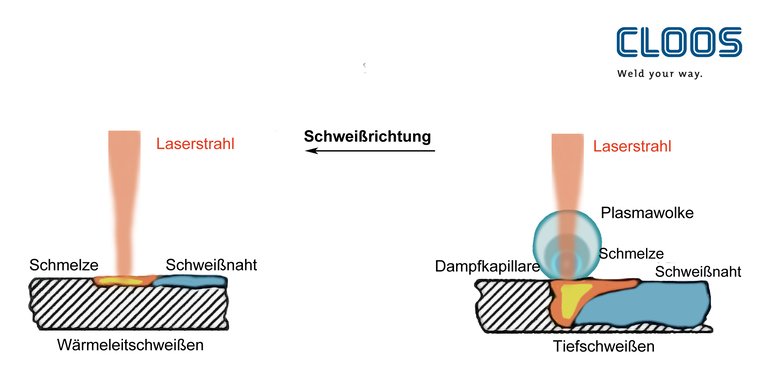
Um das Potenzial des Laserschweißens abschätzen zu können, lohnt sich ein Blick auf die Technologie selbst und auf Praxisbeispiele. Grundsätzlich kann der Anwender zwischen den beiden Verfahrensvarianten Wärmeleit- und Tiefschweißen wählen. Worauf die Wahl fällt, hängt in der Regel von Materialdicke, Grundwerkstoff und Schweißleistung ab.
Das Wärmeleitschweißen ist gut mit dem Wolfram-Inertgas-Schweißen (WIG-Schweißen) vergleichbar und eignet sich für vergleichbare Anwendungen. Der Laser schmilzt das Material lokal auf und die Kanten verbinden sich in der Schmelze zu einer sauberen, nahezu spritzerfreien Schweißnaht. Die Vorteile: Gegenüber einer WIG-Schweißnaht ist die Wärmeeinflusszone deutlich schmaler. Es sind erheblich höhere Schweißgeschwindigkeiten möglich. Dadurch lässt sich die eingebrachte Wärme, also die Streckenenergie, deutlich reduzieren. Von großem Nutzen ist dies insbesondere bei sensiblen Werkstoffen oder wenn thermische Verformungen zum Problem werden. Das Wärmeleitschweißen kann mit oder ohne Zusatzwerkstoff eingesetzt werden.
Für größere Materialdicken ist das Tiefschweißen eine effiziente Alternative. Bei dieser Variante trifft der Laserstrahl mit hoher Energiedichte auf die Werkstückoberfläche. Der Werkstoff wird lokal aufgeschmolzen und verdampft teilweise. In der flüssigen Schmelze bildet sich eine Dampfkapillare, das sogenannte Keyhole, und wird durch das entstehende Metallplasma aufrecht erhalten. Im Inneren des Keyholes wird das Laserlicht mehrfach reflektiert und teilweise absorbiert, so dass das Keyhole tiefer in das Material eindringt. Durch seine Vorschubgeschwindigkeit treibt der Laser das Keyhole vor sich her. Dahinter verschmelzen die beiden Kanten zu einer schmalen Schweißnaht. Als Faustformel kann für Standardbaustahl angenommen werden, dass für jeden Millimeter Einschweißtiefe eine Laserleistung von etwa 1 kW benötigt wird. Dieses Verfahren lässt sich in der Praxis ideal mit einem Standard-MSG-Prozess kombinieren. So können Blechdicken bis zu 20 mm in nur einer Lage geschweißt werden. Die bei konventionellen Schweißverfahren erforderliche Nahtvorbereitung in V-Fugenform entfällt.
Die sich ergebenden Einsparungen beim Laser-Tiefschweißen summieren sich auf: Einsparungen in der Nahtvorbereitung, in der Anzahl der zu schweißenden Lagen, am eingebrachten Zusatzwerkstoff und an der erforderlichen Schweißzeit. Außerdem kann die Schweißgeschwindigkeit beim Laserschweißen durchaus bis zu fünfmal höher sein als bei vergleichbaren MSG-Schweißungen. Damit wird weniger Wärme in das Bauteil eingetragen. Der geringere Wärmeeintrag führt zusammen mit dem kleineren Nahtvolumen und der schmalen Nahtvorbereitung zu einem deutlich geringeren Verzug, verglichen mit MSG-Schweißungen. Und dadurch sinkt wiederum der Aufwand an Nacharbeit deutlich bei lasergeschweißten Bauteilen.
Der richtige Lasertyp für jede Anwendung
In der Schweißtechnik werden hauptsächlich CO2-Laser, Festkörper- bzw. Faser- und Diodenlaser eingesetzt. Die wesentlichen Kriterien für die Auswahl eines geeigneten Lasertyps sind seine Wellenlänge und die Strahlqualität. Zwar ist der CO2-Laser aufgrund seiner exzellenten Schweißeigenschaften noch immer eine weit verbreitete Technologie, doch haben alternative Technologien wie der Faserlaser oder der Diodenlaser insbesondere in der Automatisierung und aufgrund geringerer Investitionskosten deutlich an Bedeutung gewonnen. Die Gründe dafür liegen im Wesentlichen in der Flexibilität der Strahlführung. Aufgrund seiner hohen Wellenlänge kann der CO2 Laser nicht durch flexible Glasfasern, sondern über Spiegelführungen an die Schweißstelle geführt werden. Das grenzt die Einsatzmöglichkeiten des CO2-Lasers für flexible Produkte stark ein. Dagegen können die Laserstrahlen von Festkörper-, Faser- oder Diodenlasern durch flexible Lichtleitfasern geführt werden. Die Faserführung ist unabhängig von fest montierten Spiegelsystemen, was eine frei programmierbare Bewegung im Raum ermöglicht. Der Diodenlaser, der sich durch seinen besonders guten Wirkungsgrad und eine hohe Verfügbarkeit auszeichnet, eignet sich optimal für das Wärmeleitschweißen. Mit einer Wellenlänge von 1,064 Mikrometern erzielt dagegen der Faserlaser einen sehr kleinen Fokusdurchmesser mit hoher Strahlqualität, was ihn vor allem für das Tiefschweißen prädestiniert. Da die Entwicklungen der Laserhersteller mit großen Schritten voranschreiten, ist eine detaillierte Betrachtung der Technologie vor einer Investition empfehlenswert.
Praxisbeispiele sollen die exzellenten Schweißergebnisse des Lasers aufzeigen – hier anhand maßgeschneiderter Anlagen. Vergleichbare Ergebnisse ermöglichen fortan auch Lösungen mit vorkonfektionierten Qirox Laser Cells – nur viel schneller und einfacher.
Beispiel 1. Die „Laser-only“-Technologie hat sich insbesondere bei geringen Materialdicken bewährt. Dabei werden lediglich die Bauteilkanten miteinander verschmolzen und je nach Bedarf externer Kaltdraht hinzugefügt. So entsteht ein vergleichsweise energiearmer Schweißprozess mit minimalem Verzug und hohen Schweißgeschwindigkeiten. Zum Beispiel bei dem luxemburgischen Stahlbauunternehmen TMS. TMS produziert unter anderen hochwertige Blech-Baugruppen aus Stahl, Edelstahl und Aluminium und ist auf eine sehr flexible Fertigung angewiesen. Herzstück der 2-Stationen-Schweißanlage von Cloos ist ein 6-Achs-Knickarm-Roboter, der auf einer 8 m langen Bodenfahreinheit steht und einen eigens entwickelten Laser-Schweißkopf trägt. Der Roboter positioniert den Fokus des 6-kW-Faser-Laserstrahls auf wenige zehntel Millimeter genau an die erforderliche Schweißstelle. Der Schweißkopf wird mit Hilfe eines Online-Sensors genau in der Schweißfuge geführt, um die Positioniergenauigkeit zu gewährleisten.
Beispiel 2. Ein sehr anspruchsvolles Konzept ist eine Laser-Anlage zum Schweißen, Schneiden und Markieren von Teleskop-Mobilkran-Auslegern. Bis dato war es Stand der Technik, Mobilkran-Ausleger aus hochfestem Stahl mit dem Unterpulver-Verfahren zu schweißen. Sind die richtigen Parameter ermittelt, führt der UP-Prozess zu hochwertigen und aufgrund seiner hohen Abschmelzleistung zugleich wirtschaftlichen Schweißergebnissen. Insbesondere bei hochfesten Stählen spielt die niedrige Streckenenergie (die sich aus der hohen Schweißgeschwindigkeit ergibt) eine wesentliche Rolle für die geforderten metallurgischen Eigenschaften der Verbindung. Gerade auch diese guten Ergebnisse des UP-Schweißens konnte das Konzept für eine Hybrid-Technologie aus Laser- und MSG-Schweißen toppen.
Bei der Cloos-Anlage der Manitowoc Crane Company, Wihelmshaven, hängt der Roboter an einer Portalbrücke, die Bauteile mit einer Länge von bis zu 19 m bearbeiten kann. Das Bauteil wird manuell geheftet, auf dem Transportwagen fixiert und in die Zelle gefahren. Mit Hilfe eines Online-Laser-Sensors findet der Hybrid-Schweißkopf die Fuge, die in „PC-Position“ horizontal stabilisiert ist. Beide Schweißprozesse, Laser und MSG, ergänzen sich gegenseitig. Der Laserstrahl sorgt für einen tiefen Einbrand und der MSG-Prozess füllt die Fuge mit entsprechendem Zusatzwerkstoff auf. Die gegenseitige Wechselwirkung stabilisiert den Gesamtprozess zusätzlich. Mit dieser Laser-MSG-Hybrid-Technologie können Teleskopauslegerteile mit einer Länge bis zu 19 m und Bauteildicken zwischen 6 und 12 mm einlagig und auf beiden Seiten in PC-Position geschweißt werden.
„Wir konnten die Schweißgeschwindigkeit von 60 cm/min auf über 150 cm/min steigern“, sagt Michael Hüneke, Fertigungsleiter bei Manitowoc. Die Umstellung von der klassischen V-Fuge für das UP-Verfahren auf den I-Stoß ohne Öffnungswinkel senkte den Verbrauch an Zusatzwerkstoff erheblich. „In den ersten neun Monaten haben wir über 150000 Euro allein am Zusatzwerkstoff und am Pulver eingespart“, so Michael Hünecke. Hinzu kommen noch eine Reihe weiterer Vorteile. So etwa konnte beim Zusatzwerkstoff auf kostspielige hochlegierte Zusätze verzichtet werden, und beim Laser-Hybrid-Schweißen in PC-Position war auch keine Badsicherung in Form einer Kupferschiene nötig wie beim UP-Prozess.
Die Laseranlage bietet noch weitere Mehrwerte. Sie ist mit einem automatischen Werkzeugwechselsystem ausgerüstet. Nach Ablauf des Schweißprogramms legt der Roboter den Laser-Hybrid-Kopf in die Wechselstation und greift sich einen separaten Schneidkopf. Ohne, dass der Auslegerarm neu positioniert werden muss, brennt der Schneidkopf die Öffnungen millimetergenau in den Stahl. Mit verminderter Leistung kann der gleiche Schneidkopf dafür verwendet werden, Markierungen für Schlosserarbeiten aufzubringen. Was zuvor manuell mehrere Stunden gedauert hat, erledigt die Anlage – je nach Bauteil – in weniger als 20 min. Varianten, die auch auf Basis einer vorkonfektionierten Laserzelle machbar sind.
Schlüsselfertige Zellenlösung
Die „Qirox Laser Cell“ ist mit einem Diodenlaser ausgestattet, kann aber auch mit jedem anderen Lasertyp kombiniert werden. Die 2-Stationen-Anlagen sind mit verschiedenen Positionierertypen für unterschiedliche Bauteile erhältlich und lassen sich von außen bestücken. So kann der Mitarbeiter auf der einen Seite die geschweißten Bauteile entnehmen und die Vorrichtungen neu bestücken, während auf der anderen Station das Schweißen stattfindet. Dies resultiert in einem enormen Zeitgewinn im Prozessablauf.
Eine Entscheidung für die Lasertechnologie bedeutet einen Schritt in eine völlig neue Produktionstechnik, die viel Erfahrungs- und Know-how-Aufbau bedarf. Außerdem gehen mit der Investition in Laseranlage meist vergleichsweise hohe Anschaffungskosten einher. Grob kann mit einem Investitionsvolumen von 30000 Euro pro kW Laserleistung gerechnet werden, wobei von einer durchschnittlichen Laserleistung von 12 kW auszugehen ist. Die Anschaffungskosten sind aber nur eine Seite. Das Potential, das von dieser Technologie ausgeht, eröffnet völlig neue Möglichkeiten zur Produktivitäts- und Qualitätssteigerung, um sich im weltweiten Wettbewerb behaupten zu können.
Unsere Whitepaper-Empfehlung

Jetzt downloaden und über neue Ansätze erfahren, die nicht nur helfen, Unfälle zu vermeiden, sondern auch die Frage beantworten „Wie kann die Technik heute im Bereich Arbeitsschutz die Wirtschaftlichkeit in meinem Unternehmen erhöhen?“
Teilen:








{kind=link}