




Das Anwendungspotential des Laserstrahl-Umformens reicht von der Mikrofertigung bis zum Bearbeiten mittelgroßer und großer Blechteile. Mögliche wirtschaftliche Einsatzfelder sind das Richten und Justieren, das Herstellen von Prototypen sowie die Kleinserienproduktion von Blechteilen.
Von unserem Redaktionsmitglied Dr. Bernhard Reichenbach
Was verbinden Sie mit dem Begriff „Umformen“? Den meisten Befragten kämen vermutlich Dinge wie Pressen oder Biegemaschinen zum Bearbeiten von Metall in den Sinn – aber Lasersysteme? Wohl kaum. Die Strahlwerkzeuge sind eher bekannt für den erfolgreichen Einsatz in ihren klassischen Domänen, dem Schneiden und Schweißen. Das Umformen hingegen gehört erst seit relativ kurzer Zeit zum Leistungsspektrums des Lasers und hat sich noch nicht etabliert.
Wenn auch der industrielle Durchbruch noch auf sich warten läßt, so bietet das Laserstrahl-Umformen doch diverse Vorteile, die es für den Einsatz in der Fertigung interessant machen. Anders als bei konventionellen Blechumformverfahren, wirken keine formgebundenen Werkzeuge auf das Teil ein, um die zum Umformen erforderliche Kraft zu übertragen. Vielmehr erfolgt die Kraftübertragung direkt, ohne das Werkstück zu berühren.
Der Laserstrahl löst die Umformprozesse aus, indem er durch partielles Erwärmen des Bauteils lokal begrenzte thermische Spannungen im Werkstoff hervorruft. Durch die hohe Leistungsdichte des Lasers lassen sich Temperaturen und Temperaturgradienten erzeugen, die eine bleibende Formänderung bewirken (Verfahrensablauf siehe Kasten auf der folgenden Doppelseite). Auf diese Weise können beispielsweise aus zugeschnittenen Blechen komplexe räumliche Strukturen präzise hergestellt werden. Für das berührungslose Verfahren spricht außerdem, daß selbst kleine Bauteile gut zugänglich sind.
Das Anwendungspotential des Laserstrahl-Umformens reicht von der Mikrobearbeitung – etwa dem Justieren kleiner Blechteile – bis zum Bearbeiten mittelgroßer und großer Werkstücke, beispielsweise dem Richten von Karosseriebauteilen. Mögliche Einsatzfelder sind auch das Herstellen von Prototypen von Funktionsteilen (Rapid Prototyping) sowie die Kleinserienfertigung von Blechformteilen.
Das Spektrum der für die verschiedenen Aufgaben verwendeten Strahlquellen beinhaltet Excimer-Laser für sehr dünne Bleche, Nd:YAG- und Hochleistungs-Diodenlaser (HLDL) für mittlere sowie CO2-Laser für größere Materialdicken. Die Ausgangsleistungen der Geräte reichen von unter 100 W bis über 1000 W. „Damit lassen sich Bleche mit Dicken zwischen zehn Mikrometern und fünf Millimetern aus allen metallischen Werkstoffen wirtschaftlich bearbeiten“, erklärt Dipl.-Ing. Burkhard Müller, Koordinator der Forschungsgruppe Mikroumformtechnik am Lehrstuhl für Fertigungstechnologie (LFT) der Universität Erlangen.
Für entsprechende Aufgaben stehen modulare Systeme zur Verfügung, die von der Mikro- bis zur Makro-Bearbeitung skalierbar sind. Die Fertigung kann über eine durchgehende rechnergeführte Prozeßkette von der Produktidee bis zum Bauteil erfolgen.
Geregelte Temperaturführung ist unbedingt erforderlich
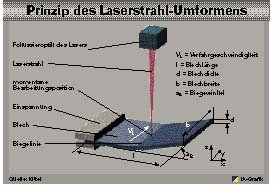
Beim Umformen wird die Bearbeitungsoptik des Lasers mit einem Positionier- oder Handhabungssystem, etwa einem Industrieroboter, parallel zur Werkstückoberfläche entlang der vorgesehenen Biegelinie geführt. Dies geschieht mit einer konstanten Vorschubgeschwindigkeit von einigen Zentimetern pro Sekunde. Durch das Bestrahlen lassen sich beliebige Biegeradien erzeugen. Die Bauteilkrümmungen können konvex oder konkav sein.
Aufgrund der geringen thermischen Ausdehnung metallischer Werkstoffe sind allerdings pro Bestrahlung nur kleine Formänderungen möglich, der Biegewinkel ist auf einige Grad beschränkt. Um größere Winkeländerungen oder kontinuierliche Krümmungen zu erzielen, muß das Bestrahlen und damit der Erwärmungs-/Abkühl-Zyklus wiederholt werden.
Der Absorptionsgrad bestimmt die Prozeßeffizienz sowie die Reproduzierbarkeit der Bearbeitung. Die weiteren Einflußgrößen, die die Formänderung mitbestimmen, lassen sich in drei Hauptgruppen unterteilen:
– die Werkstoffparameter, wie Wärmeleitfähigkeit, -kapazität und Dichte,
– die Bauteilgeometrie, mit Faktoren wie Blechdicke und Krümmung,
– die Laserparameter, wie Leistung, Vorschubgeschwindigkeit, Strahldurchmesser und Einwirkzeit.
Bei zu extremen Parametern kann die Gefüge- und Oberflächenfeingestalt beeinträchtigt werden, etwa durch Aufschmelzen. Für einen gezielten Umformprozeß ohne negative Einflüsse ist daher eine geregelte Prozeß- und damit Temperaturführung erforderlich. Die ständige Kontrolle übernehmen berührungslos arbeitende optische Formerfassungssysteme.
„Grundsätzlich eignet sich das Verfahren auch für empfindliche, etwa beschichtete Oberflächen“, erklärt der LFT-Mitarbeiter Burkhard Müller. „Der Überzug muß allerdings thermischer Belastung standhalten und darf nach dem Umformen nicht abplatzen. Außerdem sollte er die Absorption nicht negativ beeinflussen.“
Anzumerken ist allerdings, daß die Bearbeitungszeit im Vergleich zu konventionellen Umformtechniken hoch ist. Das manuelle Erstellen der NC-Programme, insbesondere der Meßroutinen, ist zeitaufwendig. Ein hohes Einsparpotential bietet jedoch das Implementieren von Biege- und Meßroutinen in einem CAD/CAM-Planungsmodul zum automatischen Einstellen der NC-Programme und zur 3D-Ablaufsimulation.
Aufgrund seiner positiven Eigenschaften bietet sich der Laser als flexibles Werkzeug für unterschiedliche Aufgaben an. Ein Beispiel ist der Prototypenbau. Wesentlicher Vorteil: Da das Bauteil nur von einer Seite her zugänglich sein muß, lassen sich komplexe Funktionsteile herstellen. Das mögliche Werkstückspektrum reicht von Lampenfassungen bis zu Profilen im Automobilbau. Der Prototyp der B-Säule eines Pkw beispielsweise entsteht binnen weniger Stunden. Ein komplexer Querschnitt und unterschiedliche Wanddicken sind dabei kein Hindernis.
„Die Fertigungszeiten beim Rapid Prototyping hängen signifikant von Bauteilgröße und Umformgrad ab“, führt Burkhard Müller aus. „Da der Prozeß aber automatisiert ist und die NC-Programme automatisch eingestellt werden, sind viele wirtschaftliche Anwendungsfälle denkbar.“
Das Laserstrahl-Umformen eignet sich auch für komplexe Justier- und Richtaufgaben, die aufgrund zunehmender Miniaturisierung immer zahlreicher werden. Ein großes Potential liegt im hochgenauen Herstellen optischer, elektrischer, magnetischer und mikromechanischer Komponenten. Festplatten, Magnetspeicher oder Linsensysteme sind nur einige Beispiele.
Der Laser justiert Mikroteile schnell, flexibel und mit hoher Genauigkeit. Möglich sind Werte von unter 1 µm bei Verschiebungen in der Ebene und von weniger als 0,01° bei Biegewinkeln.
Zunächst werden die winzigen Werkstücke hinreichend genau positioniert und fixiert. Die Positioniergenauigkeit liegt im Bereich herkömmlicher Montageautomaten. Für das anschließende Justieren sind nur noch kleine Bewegungen erforderlich. Das Verschieben geschieht durch aufeinanderfolgende Laserpulse.
Auch vormontierte Systeme, etwa die Spurlage von Video-Köpfen, lassen sich präzise justieren. Vorteile dabei: Der Aufwand für die Montage ist vergleichsweise gering, und die Prozeßkette ist stabil und kostensparend. Auf den Zeitfaktor angesprochen, geht Burkhard Müller davon aus, daß die Toleranz binnen einer halben Minute vollautomatisch von ±10 µm auf ±0,1 µm zu reduzieren ist.
Für das Justieren mikroelektronischer und mechatronischer Bauteile eignen sich gepulste Nd:YAG-, Excimer- und Hochleistungs-Diodenlaser (HLDL). Erstere sind gut zu steuern und – aufgrund der Strahlführung über Kabel – leicht in Fertigungssysteme zu integrieren.
Der Vorteil von Excimer-Lasern liegt in der guten Einkopplung. Eine weitere Stärke dieser Laserart sind sehr kurze Pulsdauern. Dies senkt die Zykluszeiten und minimiert die Beeinflussung des Werkstoffgefüges. Excimer-Laser biegen auch sehr schmale Stege oder Drähte, die mit CO2-Lasern nicht umzuformen sind. Selbst relativ große Fehler lassen sich durch wiederholte Bestrahlung präzise ausgleichen.
Hochleistungs-Diodenlaser können aufgrund ihrer geringen Größe direkt – also ohne Strahlführungskomponenten – zum Bearbeiten eingesetzt werden. Sie lassen sich in einen Greifer integrieren und bieten damit die Möglichkeit, Positionieren, Fügen und Justieren mit einem Werkzeug zu realisieren. Dies prädestiniert das Verfahren für die Massenfertigung mikrotechnischer Produkte.
Die durch den Laserstrahl hervorgerufenen Formänderungen erlauben auch das gezielte Richten großflächiger Komponenten. Mit konventionellen Mitteln sind entsprechende Korrekturen oft nicht möglich. „Bei Richtaufgaben ist aufgrund der relativ hohen Investitionskosten nur die Serienproduktion wirtschaftlich sinnvoll“, merkt Burkhard Müller an. „Hierzu bietet sich die Integration in eine Fertigungslinie an.“
Ein interessantes Anwendungsgebiet ist das Beseitigen von Einfallstellen bei Karosserieaußenhautteilen. Die leichten, etwa 50 mm x 100 mm großen Einebnungen in Bereichen geringer Krümmung werden nach dem Lackieren in Form ungleichförmiger Lichtreflexion sichtbar. Ein Nd:YAG-Laser entfernt die minimalen Abweichungen.
Dank des berührungslosen Prozesses und der guten Steuerbarkeit der Laserstrahlung können selbst Formabweichungen im µm-Bereich gezielt behoben werden. Die hierfür erforderlichen Leistungsdichten sind gering, sie betragen etwa 10² W/cm². Somit eignen sich für diese Aufgabe auch die kostengünstigen Hochleistungs-Diodenlaser, deren Manko eine niedrige Leistungsdichte ist. Dies gleichen sie durch einen hohen Wirkungsgrad aus. Das Bearbeiten erfolgt mittels Einzelpulsbestrahlung.
Der Diodenlaser übernimmt noch weitere Aufgaben: Er beseitigt beispielsweise den Verzug bei Profilplatten oder Sägeblättern und richtet Karosserieprofile von Pkw. „Im Einsatz sind Hochleistungs-Diodenlaser mit einer Ausgangsleistung von bis zu tausend Watt, die über zwei Millimeter dicke Bleche bearbeiten“, berichtet Dr. Roland Höfling, Gruppenleiter Laseranwendung am Fraunhofer Institut Werkzeugmaschinen und Umformtechnik (IWU) in Chemnitz.
Die Form der Teile wird online optisch erfaßt und ein Bearbeitungsprogramm erstellt, um definierte Formen erzeugen zu können. Der Richtprozeß ist automatisiert. Hierzu wird der kompakte, leicht zu bedienende HLDL unmittelbar an einen 6-Achs-Industrieroboter gekoppelt. „Dies ermöglicht eine flexible 3D-Bearbeitung mit beschleunigten Bewegungen“, führt Dr. Höfling aus.
Was die Investitionskosten für entsprechende Einrichtungen anbelangt, ist zwischen Strahlquelle, System- und Meßtechnik zu unterscheiden. „Moderne Strahlquellen sind ab etwa 30000 Mark erhältlich. Dies ist der Preis eines adäquaten Hochleistungs-Diodenlasers“, gibt Dr. Höfling an. „Für die Systemtechnik zur Strahlführung und Formung sind – abhängig vom Automatisierungsgrad – mindestens 50000 Mark anzusetzen.“ Die Betriebskosten ergeben sich im wesentlichen aus den Abschreibungskosten.
Die Vorzüge des Laserstrahl-Umformens lassen erwarten, daß es sich einen festen Platz in verschiedenen Bereichen der Fertigung, von der Mikrobearbeitung über den Fahrzeugbau bis zur Luft- und Raumfahrttechnik, erobern wird. Ob aber in absehbarer Zeit mit dem Begriff „Umformen“ automatisch der Laser verbunden wird, bleibt abzuwarten.
So funktioniert das Laserstrahl-Umformen
Das grundlegende Verfahrensprinzip des Laserstrahl-Umformens beruht auf einer lokalen plastischen Formänderung, die aufgrund behinderter Wärmedehnung in der vom Laser bestrahlten Zone des Werkstücks erfolgt. Der Umformprozeß wird durch die Wärmebilanz an der Wechselwirkungsstelle gesteuert. Der durch das Bestrahlen entstehende inhomogene Spannungs- und Formänderungszustand im Bauteil ist abhängig von
Teilegeometrie und Werkstoff,
Eigenspannungszustand und
Bestrahlungsenergie.
Entsprechend den gewählten Pozeßparametern bildet sich an der Einwirkstelle des Laserstrahls durch Absorption der eingestrahlten Energie ein Temperaturfeld aus. Dessen Gestalt bestimmt den jeweils eintretenden von drei verschiedenen Formänderungsmechanismen. Bei allen Varianten ist der gewünschte Formänderungsbetrag durch entsprechend häufige Wiederholung das Bearbeitungsvorgangs zu erzielen.
Der Temperaturgradienten-Mechanismus wirkt, wenn die Breite des Temperaturfeldes in etwa der Blechdicke entspricht und der Temperaturgradient von der Blechober- zur -Unterseite groß ist. In diesem Fall biegt sich das Blech grundsätzlich zum Laserstrahl hin.
Beim Knickmechanismus ist das Temperaturfeld im Verhältnis zur Blechdicke groß und der Temperaturgradient entlang der Blechdicke klein. Die Biegung kann dann zum Laserstrahl hin oder davon weg erfolgen.
Bei homogener Temperaturverteilung über die gesamte Blechdicke in einem relativ kleinen Temperaturfeld wirkt der Stauchmechanismus. Dabei wird das Material im Bereich der Einwirkstelle des Laserstrahls über die gesamte Blechdicke gleichmäßig erwärmt. Der sich ausdehnende Bereich wird durch das unbeeinflußte umgebende Material behindert; er kann einen Aufwurf bilden, der mit Schweißraupen zu vergleichen ist. Die durch das Abkühlen entstehenden Zugspannungen verursachen sowohl elastische als auch plastische Verformungen des Bauteils in der Ebene, wodurch sich das Teil verkürzt.
Teilen:








{kind=link}