


Laserlicht und CO2-Schnee ermöglichen eine selektive Oberflächenbehandlung – und erweitern so das Spektrum der Teilereinigung. Aber auch Dampf- und Biotechnik können speziell unter Umweltschutz-Aspekten punkten.
Wer bei der Teilereinigung nur das Bild einer besseren Spülmaschine im Kopf hat, lässt sich eine Menge entgehen. Denn moderne Verfahren, abseits der Reinigung mit wässrigen, meist lösemittelhaltigen Lösungen, bearbeiten die Oberfläche so variantenreich, dass nicht nur Lacke besser haften, sondern auch Dichtungen halten, was sie versprechen. An ein und demselben Werkstück kann der Anwender sogar wählen, welche Teilflächen wie zu bearbeiten sind.
„Durch die ständig steigenden Anforderungen an die Bauteilsauberkeit – bei gleichzeitig steigendem Kostendruck – bietet sich die selektive Reinigung als Alternative an, wenn bestimmte Oberflächenbereiche einen höheren Reinheitsgrad aufweisen müssen“, sagt Peter Fode, Geschäftsführer der ACP Advanced Clean Production GmbH. Mit der CO2-Schneestrahltechnik der Esslinger sollen sich sowohl Schmutzfilme als auch Partikel von vielen Werkstoffen effizient, umweltgerecht und schonend entfernen lassen. „Wir reinigen beispielsweise feinwerktechnische Bauteile wie Ventilnadeln oder Einspritzdüsen vor Beschichtungs- und nach Laserstrukturierungsprozessen“, berichtet Fode, „oder selektiv Funktionsflächen wie Dichtkanten, Bondflächen im Elektronikbereich sowie Laserschweißbereiche bei Getriebeteilen.“
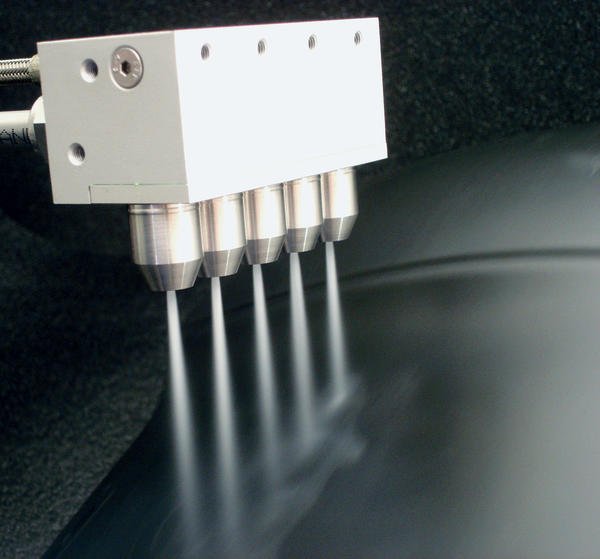
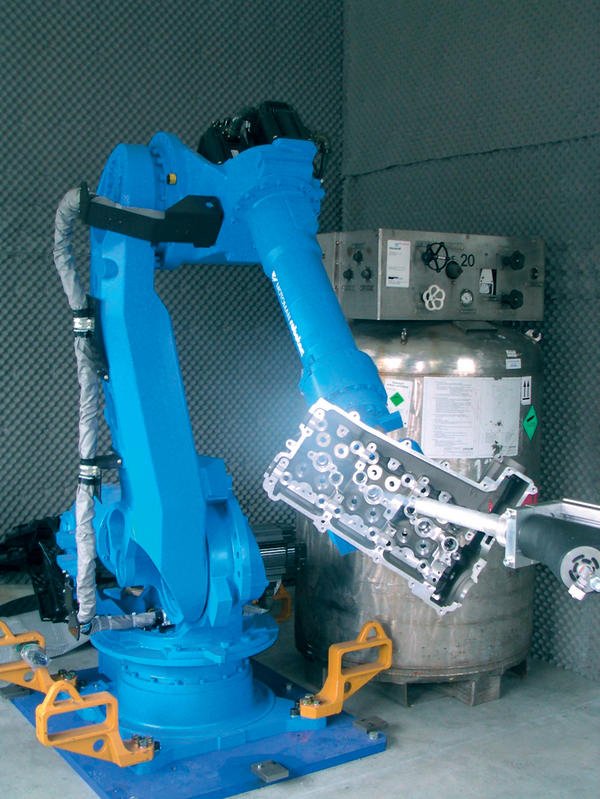
Die von ACP und dem Stuttgarter Fraunhofer Institut für Produktionstechnik und Automatisierung (IPA) entwickelte Schneestrahltechnik arbeitet statt mit einer Einstoffdüse prinzipiell mit einem als Überschall-Zweistoffringdüse ausgeführten Reinigungskopf. Dabei entspannt das flüssige CO2 beim Austreten aus der Düse zu einem Schnee/Gas-Gemisch, das den Kernstrahl bildet. Zusätzlich wird Druckluft als Mantelstrahl zugeführt, der die CO2-Schneekristalle auf Überschallgeschwindigkeit beschleunigt. „Daraus resultiert das sehr gute Reinigungsvermögen“, so der ACP-Chef. Speziell für das Feinreinigen großflächiger Bauteile hat das Unternehmen zudem ein Düsenarray entwickelt, mit dem sich dreidimensionale Strukturen behandeln lassen. „Das modular aufgebaute Düsenarray kann ergänzend an 3D-Strukturen angepasst werden und eignet sich so auch für Kunststoff-Anbauteile im Automobilbau, etwa Stoßfänger vor dem Lackieren.“
Ebenfalls mit CO2 arbeitet das Trockenschneestrahlen bei dem System Icemaster der Bielefelder Mycon GmbH. Geschäftsführer Oliver Kipp erläutert: „Der Trockenschnee wird aus flüssigem Kohlendioxid während des Strahlvorgangs in einer Expansionskammer erzeugt und dann mit hoher Geschwindigkeit auf die zu reinigenden Oberflächen gestrahlt.“ Das Verfahren sei sehr umweltfreundlich, da kein CO2 zusätzlich erzeugt werden müsse – es lasse sich vielmehr aus bereits vorhandenen Abgasen mit anschließender Verflüssigung gewinnen.
Die Bielefelder beeinflussen zudem Partikelgröße und -härte des CO2-Schnees. Sind Kunststoffoberflächen oder elektronische Bauteile zu reinigen, sind die Partikel weicher und kleiner. Es lassen sich aber auch Aluminium-Teile automatisch reinigen und entgraten sowie Kokillen, Formen oder Kernkästen ebenso wie Schweißnähte reinigen. Die Arbeitsbreiten der Düsen liegen zwischen 3 und 160 mm, ihre Vorschubgeschwindigkeiten bei bis zu 600 mm/s. Für leichte Reinigungsarbeiten gibt es zudem Düsen mit bis zu 80 mm Strahlbreite, die einen Schallpegel von weniger als 90 dB(A) erzeugen. Selbst lange Teile wie Drähte und Bänder könnten in einer Spezialvorrichtung automatisiert mit Reinigungsgeschwindigkeiten von bis zu 200 m/min behandelt werden, merkt Kipp an. Auch Rohre mit einem Nenndurchmesser ab 6 mm lassen sich innen und außen mit dem Trockenschnee automatisiert reinigen.
Für Spezialanwendungen, etwa das Vorbehandeln der Klebeflächen in Nut-Feder-Bereichen, eignen sich auch Lasersysteme mit angepassten Bearbeitungsoptiken. „Die Anlagen, basierend auf leistungsstarken und wartungsarmen Festkörperlasern, werden bei gleichzeitig höherer Leistung immer kompakter und leichter einsetzbar“, weiß Edwin Büchter, Geschäftsführender Gesellschafter der Clean-Lasersysteme GmbH, Herzogenrath. „Auf den Markt drängen Komplettsysteme, die automatisiert arbeiten und vom Hersteller erprobt sind, also mit optimierten Parametern bessere Ergebnisse liefern.“ Zudem lasse sich die Technik auch in bestehende Fertigungslinien integrieren.
Der Laserstrahl kann in der Regel durch eine Lichtleitfaser zu einer Bearbeitungsoptik übertragen und mit entsprechender Automationstechnik kombiniert werden. Reinigungsaufgaben übernehmen die Anlagen vor allem bei Vulkanisierformen in der Gummi-Industrie sowie Kunststoff-Formen in der Halbleiter- und Elektronik-Fertigung. „Gleiches gilt für GFK- und CFK-Formen, etwa im Flugzeugbau“, ergänzt Büchter. Neben der automatisierten sei auch die handgeführte Reinigung möglich.
Der Laser kann zudem sehr präzise Aufgaben übernehmen und Maskierungsprozesse ersetzen. Einer Komplettbeschichtung folgt dann eine präzise Entlackung. Ein Beispiel ist das Erstellen von Massekontaktflächen auf hochempfindlichem Aluminium. „Der Laser ist besonders vielfältig und erlaubt das Strukturieren von Oberflächen, Glätten und Polieren in Kombination mit Reinigen, Entfernen von Oxidschichten sowie Entfetten und Entfernen organischer Verschmutzungen“, erklärt Büchter. Grenzen des Laserverfahrens sieht er derzeit bei mehr als 1 mm dicken Schichten, insbesondere in Kombination mit mehreren Quadratmeter großen Flächen. Auch mineralische Schichten seien nicht oder nur schlecht zu bearbeiten.
Die Eignung der Lasertechnik insbesondere zum selektiven Abtragen, Reinigen oder Isolieren bestätigt auch Markus Rütering, Key Account Manager DQ Laser bei der Hamburger Rofin-Sinar Laser GmbH. „Der Begriff ‚selektiv‘ kann sich auf eine exakt und scharf begrenzte Fläche oder auch eine einzelne funktionelle Schicht beziehen.“ Das Verfahren beruhe darauf, dass die abzutragenden Schichten Elemente enthalten, die die Strahlung des gepulst eingebrachten Lasers gut absorbieren. Die sprunghaft ansteigende Temperatur und die Dynamik des Aufschmelzens und der Verdampfung sprengen sie so von der Oberfläche ab. „Auch das vollflächige Bearbeiten von Bauteilen in bis zu drei Dimensionen ist technisch möglich und im Labor demonstriert worden.“ Relativ neu sei es, mit Laserleistungen von 400 bis 800 W zu reinigen oder die Oberfläche zu verändern, fährt Rütering fort. „Mit niedrigeren Leistungen wird schon länger gearbeitet, die höheren erschließen zur Zeit aber fast täglich neue Anwendungen.“In vielen Fällen stehe der Laser heute im Wettbewerb mit dem Sandstrahlen. Erfolgreich umgesetzt sei das Entschichten von Stahl, bei dem korrosionshemmende Schichten entfernt werden, um nachfolgende Schweißprozesse nicht zu behindern. Das selektive Behandeln betroffener Bereiche mit dem Laser sei in kurzer Zeit praktisch Stand der Technik geworden. Nur im Wettbewerb mit chemischen Verfahren, eingesetzt bei großen Flächen – etwa von Flugzeugen – kämpfe der Laser noch, vor allem mit den Taktzeiten. „Häufig verhindern mangelnde Akzeptanz neuer Technologien und höhere Investitionskosten noch den Einsatz des gebündelten Lichts“, so Rütering weiter. „Die niedrigen Betriebskosten relativieren dies aber schnell, da praktisch keine Abfälle entstehen und keine Verbrauchsmaterialien erforderlich sind.“
Aber auch bei den eher klassischen Verfahren mit wässrigen Lösungen tut sich einiges. „Der Trend geht eindeutig hin zu einer Lösemittel- und Gefahrstoffreduzierung“, berichtet Nadine Kersting, Leiterin Biotechnologie bei der CB Chemie und Biotechnologie GmbH, Gütersloh. „Arbeitssicherheit und Gesundheitsschutz stehen im Vordergrund.“ Darüber hinaus spiele die Pflege und automatische Regeneration des Reinigungsbades eine große Rolle. Hier ließen sich die Betriebskosten merklich reduzieren, indem die in dem Reinigungsmedium enthaltenen Mikroorganismen die eingetragenen Öle und Fette abbauen. Dies stelle eine lange Badstandzeit und eine gleichbleibend hohe Reinigungsleistung sicher. „Zukünftig wollen wir auch Mikroorganismen einsetzen, die ihre eigenen Tenside produzieren, sogenannte Biotenside“, blickt Nadine Kersting voraus. „Dies ist ein Schritt weg von den aus Erdöl hergestellten hin zu den biologischen Reinigern.“
Auch die Werkstückreinigung per Dampf – egal, ob für Drähte, Rohre, Profile oder Bleche – schone die Umwelt, wirft Willi Schneegaß, Geschäftsführer der Industrie-Produkte-Service-GmbH (Ipros), Iserlohn, ein. Bei wässrigen Lösungen entstünden Entsorgungskosten, da die Reinigungsflüssigkeit aufbereitet und der oft erhebliche nicht wiederzuverwertende Anteil teuer entsorgt werden müsse. „Die Dampftechnologie bietet hier enorme Vorteile“, betont Schneegaß. „Sie nutzt die reinigende Wirkung des gesättigten Dampfes, eventuell unterstützt durch geringe Zugaben umweltfreundlicher Reinigungsprodukte.“ Durch die Temperaturaufnahme und die integrierte Absaugung seien die gereinigten Teile sofort trocken – ohne zusätzliche Kosten.
Michael Corban Fachjournalist in Nufringen
Komplettsysteme arbeiten von Anfang an optimiert
Lasertechnik tritt gegen Sandstrahlen an
Teilen:








{kind=link}