

Die neue Okuma-Steuerung bietet nicht nur ein CNC-Betriebssystem, sondern nutzt auch PC-Funktionalitäten unter Windows XP. Mit Hilfe des Kollisionsvermeidungssystems CAS können insbesondere Anwender von Multiachs-Maschinen ihre Rüst- und Einfahrzeiten drastisch reduzieren.
Klaus Dieter Hennecke ist freier Fachjournalist in Olpe
Die japanische Okuma Corporation ist nicht nur ein großer Werkzeugmaschinenhersteller, sondern auch einer der wenigen, die bis heute eigene CNC-Steuerungen, Antriebe und Wegmesssysteme entwickeln und produzieren. Nach Einschätzung des Deutschland Vertriebs-, Service- und Finanzierungspartners für Okuma-Maschinen, der Hommel CNC-Technik GmbH, Köln, rechnet sich allen Unkenrufen zum Trotz der Aufwand für Anbieter und Anwender gleichermaßen. Sowohl das Programmieren als auch das Bedienen der CNC-Drehmaschinen, Dreh-Fräszentren und BAZ ist einfach wie effizient. Klare Sache also, dass der japanische Technologiekonzern an seinem Alles-aus-einer-Hand- und Alles-aus-einem-Guss-Konzept kontinuierlich weiter entwickelt. Jüngste Innovation ist die neue OSP-P200-Steuerung. Die Systemarchitektur der Steuerung verbindet die Vorteile von CNC und PC. Die PC-CNC integriert zwei voneinander unabhängige Betriebssysteme, also je ein eigenes für bedienerorientierte PC-Funktionen und für den betriebssicheren CNC-Betrieb. Gemeinsame Plattform ist ein kompaktes, in das Bedienpult integriertes CPU-Rack mit Intel-Prozessor. Ferner bietet die P200 diverse Schnittstellen wie Servo-Link für Antriebe und Device-Net für die Interaktion mit Komponenten der Feldebene.
Bei den Betriebssystemen setzt Okuma bei der OSP auf Windows XP und parallel dazu auf ein unabhängiges, betriebssicheres CNC-Echtzeit-System für die eigentliche Steuerung der Maschinen-Funktionen. Durch das Teilen ist die Betriebssicherheit für die Produktion gewährleistet. Sollte es ein Problem beispielsweise über den Netzanschluss bei XP geben, hat das keinen Einfluss auf das Bearbeiten oder die Maschine. Die CNC arbeitet autark mit einem eigenen Betriebssystem-Kernel.
Die neue Steuerungsarchitektur erweitert auch das duale Programmier-Prinzip, nämlich die interaktive Programmierung mit automatischer Arbeitsplanerstellung (One-touch-IGF) und/oder DIN/ISO-Programmierung um ein weiters Prinzip mit Win- dows XP. Anwender können nun auch Applikationen wie etwa Excel nutzen, um zum Beispiel Daten und Parameter in tabellarischer Darstellung komfortabel zu handeln. Für die externe Kommunikation bietet die Steuerung gängige PC-Schnittstellen. So sind zwei USB 2.0-Ports für den direkten Anschluss von externen Speichern oder auch Digitalkameras vorhanden. Ebenso gibt es eine Ethernet-Schnittstelle.
Ein echtes Highlight der P200 ist die neue Kollisionsschutzsoftware CAS. Mit CAS können Anwender ihren Zeitaufwand und die Kosten für das Einfahren von neuen NC-Programmen um bis zu 50 % reduzieren. In der Praxis verursachen vor allem komplexe NC-Programme beim Einfahren die meisten Kollisionen. Die Gefahr ist natürlich umso größer, je mehr Achsen gleichzeitig verfahren und interagieren. Moderne Dreh-Fräszentren verfügen nicht selten über neun und mehr lineare und rotative CNC-Achsen. Das Einfahren neuer Teile auf solchen Multiaxis-Maschinen ist einfach sehr komplex. Und der Einrichter muss ja nicht nur das Werkzeug beobachten, sondern alle sich im Raum bewegenden Maschinenelemente auf Kollisionsfreiheit überwachen. In Konsequenz reduzieren Praktiker aus Sicherheitsgründen die Vorschübe zumeist drastisch und verfahren die NC-Sätze in kritischen Situationen sogar Zeile für Zeile. Insbesondere bei umfangreichen Programmen dauert das Einfahren so auch mal mehrere Stunden, was insbesondere bei Aufträgen mit kleinen Losgrößen wirtschaftlich kritisch sein kann.
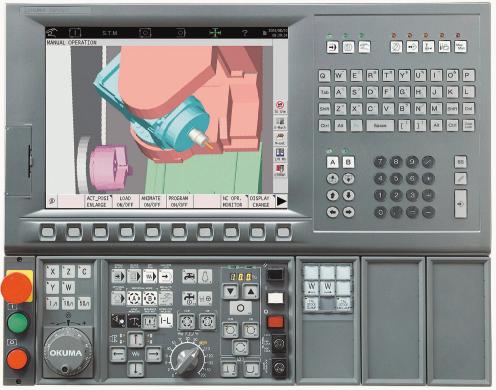
Mit dem Echtzeit-Kollisions-Vermeidungssystem CAS gelingt das Einfahren neuer NC-Programme deutlich sicherer und schneller, wodurch sich die Stückkosten besonders bei komplexen, sich überlagernden Bearbeitungsoperationen deutlich reduzieren. CAS simuliert nicht nur die virtuelle Bearbeitungssituation vor der Fertigung; CAS ermöglicht zudem die Echtzeit-Prüfung während der Bearbeitung des ersten Teils. Zudem wirkt CAS auch im manuellen Betrieb. Wenn zum Beispiel die Spindel in Futternähe wegen drohender „Kollision mit Backe“ nicht indexiert, lässt sich das Futter per Handrad in der C-Achse drehen, beziehungsweise die Backe aus der Kollisionszone verfahren.
CAS verrechnet und prüft Nullpunkte, Werkzeug-Korrekturdaten und Programmbefehle stets vor der aktuellen Verfahrbewegung. Verursacht ein NC-Satz möglicherweise eine Kollision, wird die Ausführung unmittelbar gestoppt oder die Verfahrbewegung angehalten. Zur schnellen Analyse des von CAS aufgespürten Kollisionsproblems werden gleichzeitig die kritischen Elemente am Bildschirm rot eingefärbt. Insbesondere bei CAS zeigen sich die Vorteile der dualen Hochleistungs-Systemarchitektur der neuen Steuerung. So laufen die virtuelle Bearbeitung wie auch die Achsbewegung während der Zerspanung sowie der Soll-Ist-Vergleich synchronisiert mit maximaler Performance in unterschiedlichen Prozessen.
Damit die CAS funktioniert, müssen die notwendigen maschinenbezogenen Daten der Baugruppen wie Revolver, Reitstock, Gegenspindel Futter, Backen, Werkzeughalter, Schneidwerkzeuge, Klemmhalter und Wendeplatten im System hinterlegt sein. Daten des jeweiligen Maschinenmodells sowie diverses Standard-Zubehör stehen „ab Werk“ zur Verfügung. Anwenderindividuelle Ausrüstungsmerkmale müssen in CAS eingegeben werden. Das kann manuell an der Tastatur über eine „Modelling-Funktion“ geschehen, als Geometriebeschreibung einer Fläche mit Angabe der Höhe. Auf diese Weise lassen sich recht einfach und effizient Futter (als Zylindermodell), Backen (als Quader), Schneidwerkzeuge (Klemmhalter, Sonderwerkzeuge, Sonderplatten) und Rohteile (als Zylindermodell) für die Verwendung in CAS definieren.
Alternativ hierzu ist auch der Datenimport im STL-Format möglich. Diese Eingabe ist nützlich bei komplexen Komponenten, die mit der „Modelling-Funktion“ nur sehr zeitaufwändig oder auch gar nicht beschreibbar sind, wie etwa Formspannbacken, Guss- und Schmiedeteile, Sonderhalter und -werkzeuge. Einmal definiert, müssen alle simulationsrelevanten Elemente noch kombiniert werden, zum Beispiel Futter und Backen, Werkzeughalter und Schneidwerkzeuge, Werkzeughalter mit Klemmhalter und Wendeplatten. Nach Eingabe weiterer Zusatzinformationen ist CAS startklar.
Aus der skizzierten Vorgehensweise wird klar, dass der wirtschaftliche Erfolg von CAS für den Anwender entscheidend davon abhängt, wie engagiert er seine spezifische CAS-Datenbank aufbaut und mit neuen simulationsrelevanten Daten füttert. CAS ist damit kein Selbstläufer. Wer freilich den Eingabeaufwand als Investition in die Zukunft begreift, kann durch CAS die Einfahrzeiten neuer Teile signifikant minimieren.
Teilen:








{kind=link}