

Wenn bei Audi in der Produktion ein Störfall eintritt, zählt jede Minute. Um den Fehler so schnell wie möglich am Ort des Entstehens aufzuspüren, haben die Ingolstädter eine mobile Meßtruppe installiert.
Manfred Legelli ist Mitarbeiter bei der Faro GmbH + Co. KG in München
Was ist der Grund für die Toleranzabweichung? In welchem Fertigungsschritt ist der Fehler aufgetreten? Mit diesen Fragen beschäftigt sich die Abteilung „Mobile Meßtechnik“ bei der Audi AG in Ingolstadt. Ihr Markenzeichen: Sie arbeitet schnell und direkt am Ort des Geschehens. Für ihre anspruchsvolle Aufgabe sind die Fachleute mit einem optischen Meßsystem und einer Auswertesoftware ausgestattet.
Die Abteilung besteht im Kern aus drei Mitarbeitern und ist unterschiedlich im Einsatz: Beim Anlauf einer neuen Fahrzeugserie soll sie nicht nur die Qualität der ersten Karosserien überwachen. Vor allem werden die Fertigungsanlagen eingemessen und Fehler zu ihren Ursprüngen zurückverfolgt. Audi hat ein Qualitätssicherungssystem auf Basis von CNC-gesteuerten Meßmaschinen installiert, das während der laufenden Fertigung stichprobenartig Baugruppen und Komplettkarosserien auf Maßhaltigkeit überprüft. Treten hier Abweichungen auf, ist es die Aufgabe der Qualitätssicherung, das Problem bis zu seinem Ursprung zurückzuverfolgen. Dazu ist es notwendig, etwa in der Fertigung das betreffende Werkzeug nachzumessen und zu überprüfen. Die Beispiele machen klar, daß für derartige Einsätze keine stationären Koordinatenmeßmaschinen eingesetzt werden können. Nur eine mobile Lösung kam in Frage.
Bereits 1996 wurde zusammen mit der Technischen Universität München ein Meßmittelvergleich durchgeführt, bei dem verschiedene mobile Meßmaschinen und die zugehörigen Softwarelösungen geprüft und bewertet wurden. Gunther Leimeister, einer der drei mobilen Meßtechniker bei Audi, erinnert sich an das Ergebnis: „Als Meßsystem hat uns das optische System des Herstellers Metronor überzeugt. Was die Software für die Meßdaten-Auswertung angeht, erfüllte die Faro GmbH in Stuttgart unsere Anforderungen am besten. Also entschieden wir uns für diese ungewöhnliche, technische Kombination.“
Mit dem Meßwagen den Fehler am Ort des Entstehens aufspüren
Das gesamte System inklusive Laptop, auf dem die Software läuft, ist in einem Wagen untergebracht. Alle Meßdaten werden online über eine serielle Schnittstelle an den Rechner übermittelt. Auf diese Weise erhält die Software die Koordinaten des gemessenen Punktes und wertet diesen aus. Nach Angaben der Betreiber lief die Kombination aus Hard- und Software von Anfang an ohne nennenswerte Probleme. Leimeister: „Der Software-Hersteller ist eigentlich auf herkömmliche, stationäre Meßmaschinen spezialisiert. Trotzdem liefen die beiden Systeme einwandfrei miteinander. Es waren keinerlei Nacharbeiten oder Anpassungen notwendig, wie wir zunächst befürchtet hatten.“
Gunther Leimeister verdeutlicht die Flexibilität: „Wenn wir irgendwo im Werk vermessen müssen, fahren wir den Wagen an den Einsatzort, stellen die Kameras auf, initialisieren das System und sind meßbereit. Das dauert maximal eine halbe Stunde.“
Die Kameras müssen nicht an ganz bestimmten Orten aufgestellt werden, sondern nur in einem sogenannten idealen Bereich. Grundlage für das Initialisieren ist ein Referenzstabes, der ebenfalls mit Infrarotsendern ausgestattet ist. Mit Hilfe dieses Stabes und mehreren Messungen bestimmt der Benutzer einen virtuellen Meßraum. Darin werden schließlich alle Messungen durchgeführt. Das Einmessen des Objektes selbst erfolgt dann per Software.
Bei den sonst üblichen Best-Fit-Verfahren werden beliebige Punkte auf der Objekt-Oberfläche gemessen. Die Software erzeugt danach das Koordinatensystem, indem die gemessenen Punkte in das zugehörige CAD-Modell eingepaßt werden. Meßfehler oder Ungenauigkeiten des Meßobjekts werden dabei auf die Punkte verteilt. Leihmeister: „Wenn ein Punkt beispielsweise 2 Millimeter zu tief liegt, wirkt sich das auf die gesamte Berechnung aus. Da der Anwender keinen absoluten Bezug hat, verteilt sich der Fehler über das gesamte Objekt.“
Oft muß bei Audi schnell reagiert werden – zum Beispiel wenn sich beim Serienanlauf ein Crash in der Fertigungsstraße ereignet. In diesem Fall muß vor Ort die Produktionsanlage mit dem Werkzeug vermessen werden. Nur so läßt sich festzustellen, ob sich etwas verschoben hat. Eile ist auch geboten, wenn die CNC-Meßmaschinen bei der Überwachung der Serienproduktion einen Fehler finden: In welchem Fertigungsabschnitt ist etwas schief gelaufen? Warum ist plötzlich die ermittelte Toleranzabweichung aufgetreten? Für diesen Fall hat Leimeister Zugriff auf eine Catia-Workstation, auf der er sämtliche Geometrien aller Teile in der Karosseriefertigung in das VDA-FS-Format umsetzt. Die Flächendaten werden auf ZIP-Disketten gespeichert und können je nach Bedarf auf dem Laptop eingelesen werden. „Gerade bei zeitkritischen Messungen ist es wichtig, schnell eine Übersicht zu haben“, so Leimeister weiter. „Wir laden die relevanten Daten und sehen bei jedem Meßpunkt sofort die Abweichung zum Soll-Zustand.“
Auf den CNC-Meßmaschinen der laufenden Qualitätsüberwachung werden in regelmäßigen Abständen Karosserien und Karosserieteile automatisch vermessen. Das QS-Programm schreibt genau vor, wieviele Karosserien und wieviel Teile pro Schicht zu vermessen sind. Zusätzlich sind auch in der Schweißstraße optische Meßsensoren installiert, die kritische Bereiche der Karosserie direkt in der Produktion überwachen.
Einen besonderen Rang nehmen Sonderserien ein, die neben dem Serienband von Hand gefertigt oder vorbereitet werden. Beispielsweise werden hier die Fahrzeugböden der allradgetriebenen Fahrzeuge besonders verstärkt, um die zusätzlichen Kräfte des Antriebsstrangs aufnehmen zu können. In speziellen Vorrichtungen werden die zu schweißenden Teile eingelegt. Auch hier gelten hohe Qualitätsstandards, denn die verstärkten Böden werden in die Schweißstraße eingeschleust und dort von Schweißrobotern zu Karosserien komplettiert. Jegliche Abweichung – ob sie nun von der CNC-Meßmaschine gefunden wird oder Probleme im Fertigungsprozeß auslöst – wird bis zur Ursache zurückverfolgt.
Als mögliche Ursache kommen nicht toleranzhaltige Blechteile oder Toleranzprobleme der Anlage in Betracht. Aufgabe der Meßspezialisten ist es, diesen Fehler schnellstmöglich zu finden, denn das Stocken des Bandes oder die manuelle Nacharbeit kommen Audi teuer. Auch am Wochenende ist die Abteilung oft im Einsatz. In diesen Zeiträumen bleibt mehr Zeit zum Messen, da die Anlagen nicht voll gefahren werden. Gunther Leimeister erklärt die personelle Situation: „Zu dritt können wird 24 Stunden am Tag abdecken. Geschult sind jedoch insgesamt acht Mitarbeiter. Die fünf zusätzlichen Kollegen gehen uns bei Bedarf zur Hand, wenn wir beispielsweise drei Tage rund um die Uhr arbeiten.“
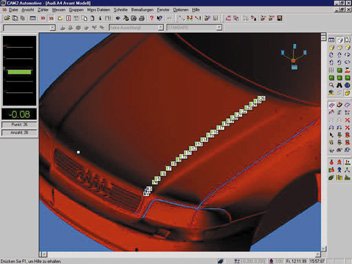
Die Bedienoberfläche des Meßprogramms hält der Audianer für besonders wichtig, damit die sporadischen Anwender das System auch bedienen können. Mit aussagekräftigen Icons und in deutscher Sprache werden die Mitarbeiter durch das Programm geführt. Leimeister: „Nach einer kurzen Einführung ist das System selbsterklärend. Die Schulung dauert fünf Tage, davon sind zwei ausschließlich für praktische Übungen reserviert.“
Inzwischen vertraut nicht nur Audi auf die Meßspezialisten, sondern auch Fremdfirmen. Bei der Einrichtung neuer Anlagen oder Fertigungslinien müssen die Lieferanten zur Abnahme ein Meßprotokoll vorweisen, in dem die genaue und richtige Aufstellung der Anlage bestätigt wird. Seit die Präzision und Schnelligkeit der Audi-Abteilung bekannt ist, führt die Mobile Meßtechnik auch Aufträge der Fremdfirmen durch.
Nach kurzer Einführung ist die Meß-Software selbsterklärend
Zum Ausdrucken der Meßprotokolle nutzt Leimeister oft die sogenannte Schnelldruck-Funktion: „Natürlich lassen sich auch ausführliche Meßberichte erstellen, doch oft reicht uns eine abgespeckte Dokumentation. Das Ergebnis sind Listen, in denen jeder Meßpunkt genau mit Soll- und Ist-Koordinaten aufgeführt ist. Sind zulässige Toleranzen festgelegt, färbt die Software die abweichenden Punkte je nach Höhe der Abweichung unterschiedlich ein. Damit lassen sich Fehler auf einen Blick erkennen und beurteilen. Audi-Mitarbeiter Leimeister verrät augenzwinkernd: „Diese kleine Option am Rand war einer der Hauptgründe, warum wir uns für dieses Programm entschieden haben.“
Teilen:








{kind=link}