
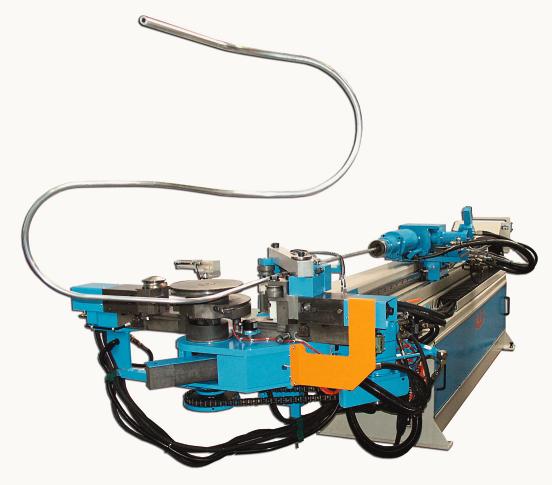

Selbst hochkomplexe Teile lassen sich mit den Freiform- und Dornbiegemaschinen S 60.6 und SE 60.6 von Rasi kollisionsfrei und in einer Aufspannung fertigen. Einer der Hauptgründe: Die Maschinen können rechts wie links biegen.
Die Geometrien von Biegeteilen werden in vielen Branchen, beispielsweise im Designer-Möbelbau oder im Rohrleitungsbau, immer komplexer und anspruchsvoller. Damit steigen auch die Anforderungen an die Biegemaschinen. Ursache hierfür: Nicht immer lassen sich die gewünschten Teile auf einer Maschine mit nur einer Biegerichtung herstellen, weil das Werkstück während des Biegeprozesses mit dem Biegekopf, dem Fußboden oder dem Biegearm kollidieren würde und ein kollisionsfreier Ablauf nur mit einer anderen Biegerichtung möglich wäre.
Um das Teil kollisionsfrei und in einer Aufspannung fertigen zu können, ist oft auch ein Wechsel der Biegerichtung während des Prozesses erforderlich, weil bestimmte Bögen des Teils nur mit „Rechtsbiegen“ und andere nur mit „Linksbiegen“ zu erzeugen sind. Die Antwort der Rasi Maschinenbau GmbH, Illingen, auf diese Herausforderungen sind die Rohrbiegesysteme S 60.6 und Se 60.6. Die neue Maschinengeneration soll das Freiform- und Dornbiegen individueller, flexibler und komfortabler machen. Die Mehrradien-Rohrbiegemaschine S 60.6 mit linker und rechter Biegeseite wurde für komplexe Teile konzipiert, die viel Biegefreiheit, mehrere verschieden kombinierte Radien und hohe Maßhaltigkeit erfordern. Kundenspezifische Anwendungen aus den unterschiedlichsten rohrverarbeitenden Branchen lassen sich von der Einzel- bis zur Serienfertigung im Durchmesserbereich zwischen 4 und 42,4 mm bei Wanddicken bis 2,5 mm realisieren.
Beim Rohrbiegen ist neben Wirtschaftlichkeit auch Flexibilität gefragt: Werkstücke, die den gesamten Biegeradienbereich von 1 x D bis unendlich erfordern, lassen sich mit der S 60.6 und der SE 60.6 im automatischen Wechsel von Dorn- auf Kurvenbiegen, im automatischen Wechsel von Rechts- auf Linksbiegen und in einer Aufspannung herstellen.
Ursprünglich entwickelt wurden die Maschinen für das Max-Planck-Institut für Plasmaphysik, Garching und Greifswald. Komplexe, bis zu 17 m lange Supraleiter mussten in vielen Variationen gebogen werden. Die Supraleiter werden für den Kernfusionsreaktor Stellerator in Greifswald eingesetzt. Um das extrem heiße Plasma des Reaktors in Schwebe zu halten, sind große, wendelförmig verdrillte Magnetspulen erforderlich, deren Magnetfelder das Plasma komplett einschließen. Die Magnetfelder erfordern sehr starke elektrische Ströme, die in den Supraleitern fließen. Damit diese nicht durchschmelzen, werden sie mit flüssigem Helium auf 4 K gekühlt. Die Supraleiter können nicht einfach aus mehreren Teilen zusammengesetzt werden, sondern müssen in einem Stück und in einer Aufspannung gebogen werden. Da die Platzverhältnisse des Kernfusionsreaktors beengt sind, muss dies auf komplizierte Art und Weise in verschiedenen Ebenen und Winkeln sowie in sehr unterschiedlichen Radien erfolgen.
Da sich die Supraleiter nur mit einer Maschine mit hoher Biegefreiheit kollisionsfrei herstellen ließen, wurde die Freiform- und Dornbiegemaschine S 60.6 so konzipiert, dass sie in beiden Biegerichtungen arbeiten kann und ein Richtungswechsel auch während des vollautomatischen Prozesses möglich ist. Somit lässt sich das komplexe Biegeteil auch während des Umformprozesses schrittweise optimieren.
Wenn sich während der Vorschub- oder Drehbewegung eine unerwartete Kollision anbahnt, kann der Bediener die Maschine durch Stop und Rückschritt wieder in die Ursprungslage bringen. Er kann nachträglich einen Biegerichtungswechsel einfügen, damit die Drehrichtung entsprechend der neuen Biegerichtung automatisch geändert wird, um das Teil kollisionsfrei zu Ende biegen zu können.
Kostspielige Umrüstzeiten werden minimiert: Hierfür sorgen der automatische Werkzeugwechsel mittels mehrrilligen Dornbiegewerkzeugen sowie der automatische Verfahrenswechsel von Dorn- auf Kurven- oder Freiformbiegen mit Hilfe eines Kreuztisches am Biegekopf. Der Radius kann vor und sogar während des Biegens automatisch gewechselt werden, indem der Biegekopf binnen Sekunden in die entsprechende Werkzeugposition fährt.
Neue Möglichkeiten eröffnen sich auch beim Kurven- oder Freiformbiegen durch den 4-Walzen-Antrieb mit bis zu zwei Hydromotoren direkt am Biegekopf. Dies soll auch beim Walzen sehr enge Biegeradien ermöglichen.
Mit den neuen Rohrbiegemaschinen bietet der Hersteller ein Konzept für individuel- le Kundenanforderungen, das kaum Wünsche in Form und Material offen lässt. Dazu gehört eine komfortabel zu bedienende Industrie-PC-Steuerung. Die grafisch unterstützte Eingabe mit direkter 3D-Darstellung des Rohres erleichtert die Kontrolle der Eingabe sowie die Kollisions- und Machbarkeitsprüfung. Sie gibt schon vor dem Biegen die Antwort, ob und wie die gewünschte Geometrie gefertigt werden kann.
Durch Vernetzung mit einem CAD-Arbeitsplatz lassen sich Daten über einen modernen Iges-Konverter direkt an die Maschine übertragen. Hieraus werden automatisch die Maschinenprogramme mit automatischer Werkzeugauswahl und den Werkzeugwechsel-Befehlen erstellt.
Beim Projekt Max-Planck-Institut kommen die Daten über das 3D-CAD-System Catia vom Forschungszentrum Jülich und werden über Netz oder wahlweise mittels CD an die Maschine übertragen. Ein Teach-in-Modus erleichtert das Erstellen eines Biegeprogramms und das systematische Anlegen materialspezifischer Korrekturkurven.
Moderne Messsysteme sor- gen für Genauigkeiten von ± 0,1 mm bei den Verfahrwegen und von ± 0,1° bei den Biegewinkeln. Sowohl beim Dorn- als auch beim Kurvenbiegen lässt sich die Rohrrückfederung automatisch messen und korrigieren. Auch beim Freiformbiegen soll selbst bei unbekanntem Material eine Winkelgenauigkeit von ± 0,1° erreicht werden. Dies spart Zeit und Kosten für aufwendige Probebiegungen.
Dank des modularen Konzepts lassen sich alle Maschinentypen kundenspezifisch konfigurieren und zu einem späteren Zeitpunkt ausbauen. So kann beispielsweise die Zusatzeinrichtung für die linke Biegeseite, die mit wenigen Handgriffen zu montieren ist, bei bestimmten Maschinentypen nachträglich angebaut werden. re
Kostenintensive Umrüstzeiten werden minimiert
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}