

Seit im Presswerk von Daimler-Chrysler in Sindelfingen mit dem Faro-Arm die mobile Messtechnik Einzug hielt, hat sich der Arbeitsablauf umgekehrt: Nicht das Blechteil wird zur Messmaschine gebracht, sondern die Messmaschine kommt zum Blechteil.
Hans Weigert ist Mitarbeiter bei Faro Europe in Stuttgart
Eines der ältesten Pkw-Werke von Mercedes-Benz steht in Sindelfingen, wo E- und S-Klasse-Limousinen, das T-Modell sowie die C-Klasse gefertigt werden. Neben Rohbau, Lackierung und Montage befindet sich dort auch das Presswerk für die Herstellung der Karosserieteile.
Mit 1480 Mitarbeitern und einem täglichen Rohmaterialeinsatz von über 1500 t Stahl und Aluminiumblech stellt das Presswerk einen der wichtigsten firmeninternen Lieferanten für Karosserieteile dar. Zur Qualitätssicherung der Blechteile hat Daimler-Chrysler zusammen mit dem Messtechnik-Hersteller Faro Europe, Stuttgart, eine Kombination aus Soft- und Hardware entwickelt, die das direkte Messen in der Produktion und die Überwachung der Prozesse ermöglicht.
In Sindelfingen ist ein eigenes Qualitätssicherungs-Team tätig, das für die Pressteilbemusterung vor dem Serienanlauf und der Prozessüberwachung zuständig ist. Dabei werden aus der Produktion Teile entnommen und anschließend vermessen. Die zeitliche Differenz zwischen dem Herstellen der Teile und deren Vermessung machte es erforderlich, eine zeitnahe Messmethode zu entwickeln und anzuwenden. Markus Ruckh, Qualitätstechniker im Presswerk: „Wir mussten den Arbeitsgang umkehren. Statt das Teil zur Messmaschine zu bringen, musste die Messmaschine zum Teil kommen.“
Die Sindelfinger hielten deswegen Ausschau nach einer portablen Lösung und entschieden sich für den mobilen Messarm von Faro, den so genannten Faro-Arm. Gerhart Unger, Diplom-Ingenieur im Presswerk, entwickelte die Grundidee: „Die Messmaschine sollte direkt auf der Messaufnahme befestigt werden, um so reproduzierbare Ergebnisse und einen einfachen Messablauf zu ermöglichen.“ Die zweite Komponente neben dieser „messenden Messaufnahme“ musste eine Software sein, die den Bediener Schritt für Schritt durch den Messvorgang führt. Denn schließlich führt kein Qualitätstechniker die Messungen durch, sondern einer der Produktionsmitarbeiter im Presswerk.
Kontakte zur Firma Faro hatten schon länger bestanden, denn die Faro-Software ist bereits seit mehreren Jahren an stationären Messanlagen der Qualitätssicherung im Einsatz. Insgesamt nutzt Daimler-Chrysler heute über 150 Lizenzen der Mess-Software CAM2. So lag es nahe, mit den Stuttgartern eine entsprechende Softwarelösung zu entwickeln.
Gerhart Unger erstellte einen Anforderungskatalog für das Software-Paket, den Faro programmtechnisch umsetzte. Danach erfolgte ein Pilotversuch in einer der Press-Straßen. Seit Anfang dieses Jahres wird das System in der Blechteilfertigung für das C-Klasse-Sportcoupé und in Zukunft auch für Teile des Nachfolgermodells der E-Klasse eingesetzt.
Zum Gesamtpaket gehören die Software zum Messen und Auswerten sowie eine Hardware, die aus einer Messaufnahme mit integriertem Faro-Arm und einem Notebook besteht. Basis der Softwarelösung ist das Flächenmessprogramm CAM2 Automotive, das speziell an die Anforderungen der Automobilbranche angepasst ist und sowohl mit dem Faro-Arm als auch mit anderen Messmaschinen kompatibel ist. Die Software besitzt Schnittstellen für Standardformate wie Iges oder VDA-FS, kann aber auch CAD-Modelle aus den Systemen Unigraphics und Catia direkt einlesen. Mit dem Programm lassen sich CAD-Datensätze mit mehreren hundert MB in wenigen Sekunden öffnen. Zudem können mehrere CAD-Dateien gleichzeitig in das Programm geladen werden.
Die gesammelten Messdaten werden mit dem Modul SPC Process ausgewertet. Dabei handelt es sich um eine Datenbank zur Qualitätsüberwachung der Serienproduktion. Hier werden sämtliche Messprogramme und -listen sowie die Ergebnisse abgelegt. Mit Hilfe frei konfigurierbarer Berichtsblätter lassen sich die Resultate online analysieren, grafisch aufbereiten und in übersichtlicher Form ausdrucken.
Die Messmaschine besteht aus einem fahrbaren Tisch, auf dem die Messaufnahme montiert ist. Dies ist eine Grundplatte, auf der mit Hilfe von Aufnahmestellen und Spanner die zu messenden Blechteile fixiert werden. Der Faro-Arm wird mit einer Anschraubplatte befestigt. Da der Arm nicht nur auf einer Messaufnahme genutzt wird, muss er immer wieder demontiert und wieder neu aufgebaut werden. Zur schnellen Einmessung dienen drei Kegelbohrungen auf der Messplatte. Wenn der Arm erneut kalibriert werden muss, reicht es, diese drei Kegelpunkte anzufahren.
Der Messarm arbeitet auf maximal 0,025 mm genau. Die Modelle sind unterschiedlich lang und erreichen einen sphärischen Messdurchmesser zwischen 1,2 und 3,7 m. Dahinter verbirgt sich der Raum, der mit der Mess-Spitze erreicht wird. Durch die Beweglichkeit in sechs oder sieben Achsen und den patentierten internen Massenausgleich lässt sich der Arm auch in schwer zugänglichen Bereichen nutzen.
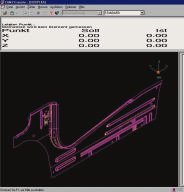
Die Messung am Werkstück läuft in einer festgelegten Reihenfolge ab. Auf dem Bildschirm ist die Blechteilgeometrie sichtbar sowie ein Punkt, der den aktuellen Standort der Mess-Spitze über dem realen Blechteil anzeigt. Eine Linie verbindet diesen Punkt mit dem ersten Messpunkt, so dass der Bediener genau sieht, wohin die Spitze zu führen ist. Ist dieser Punkt erreicht, kommt ein weiterer Automatismus in Gang: Der Bediener muss beim Erreichen des Messpunktes die Messung nicht manuell auslösen. Das Programm erkennt dies selbstständig und speichert die Koordinaten automatisch.
Damit alles funktioniert, wird beim Erstellen der Messliste ein sogenannter Fangradius definiert. Jedem Messpunkt ist ein Zylinder zugeordnet, dessen Mittelachse durch den Messpunkt verläuft und der senkrecht zur Bauteiloberfläche steht. Innerhalb dieses Zylinders ist die Mess-Spitze „scharfgeschaltet“. Gerade bei Punkten, die mitten auf einer Fläche liegen und im Gegensatz zu einem Loch oder einer Kante vom Bediener nicht lokalisierbar sind, bedeutet die automatische Auslösung eine wesentliche Arbeitserleichterung. Der Bediener muss mit aufgesetzter Spitze an den Messpunkt heranfahren, und die Software löst die Messung aus, sobald die Spitze in den Fangradius eintritt. Der Bediener kann so im Extremfall mit dem Arm solange im Zickzack über das Bauteil fahren, bis er den Punkt getroffen hat. Ein größerer Fangradius erleichtert das Vorgehen, während ein kleinerer Radius die Lagegenauigkeit erhöht.
Sind die ersten sechs Punkte gemessen, führt das Programm mit den gewonnenen Daten eine automatische Ausrichtung durch. Dazu vergleicht es die gemessenen Daten mit den Soll-Daten und reduziert vorhandene Form- und Lagefehler. Die Abweichung zum Sollwert wird sofort nach dem Messen eines Punktes farbig am Bildschirm angezeigt. Damit ist es möglich, direkt an der Presse eine Abweichung des Prozesses zu erkennen und sofort zu reagieren.
Sind die Messpunkte abgearbeitet – je nach Blechteil zwischen 20 und 35 Stück – speichert das System den Datensatz in die Datenbank. Bei Bedarf kann der Schichtführer oder ein Mitarbeiter der Qualitätssicherung die letzten gemessenen Teile analysieren. Das zugehörige Programm kann die Daten in verschiedenen Varianten grafisch aufbereiten. Im Presswerk wurde eine einfache und leicht verständliche Darstellung gewählt, die nicht nur vom Spezialisten, sondern auch vom Mitarbeiter in der Produktion verstanden wird.
In der Mitte des Plotts ist die Teilegeometrie festgehalten. Zu jedem Messpunkt gehört ein Diagramm, in dem das Toleranzband, der Messwert aus der Erstbemusterung sowie die gemessenen Punkte festgehalten sind. So lässt sich auf einen Blick erkennen, ob im Prozess etwas nicht in Ordnung ist. Probleme in der Produktion werden bereits in der Entstehungphase erkannt, bevor eine Toleranzgrenze überschritten wird. Alle Messpunkte sind durch ihre Bezeichung jeweils einer Werkzeugoperation in der Pressenstraße zugeordnet. So ist sofort erkennbar, in welchem Prozessschritt das Problem auftritt.
Markus Ruckh ist mit dem System zufrieden: „Wir können den Prozess überwachen, ohne dass hochqualifizierte Techniker vor Ort sein müssen. Zudem sind wir mit dem System so nah wie möglich an die Produktion herangegangen. Der Faro-Arm hat sich im Probebetrieb bewährt.“
Teilen:








{kind=link}