















Bei der Anschaffung rund dreimal teurer als vergleichbare Einspindler, dafür jedoch bis zu sechsfach produktiver, sind die Multiline-Mehrspindler der Esslinger Index-Werke gefragter denn je. Die neue MS52 baut die Reihe auf 52 mm Stangendurchmesser aus und macht Dreh-/Fräszentren Konkurrenz.
Von Chefreporter Wolfgang Filì
Flexibilität ohne Wenn und Aber – das ist es, worauf Helmut Pleyer Wert legt. Der für das Werk Deizisau zuständige Verkaufschef Mehrspindler der Esslinger Index-Werke GmbH+Co. KG, Halle 20, Stand C33, balanciert zwei Werkstücke auf der Hand: eine dünnhäutige, lange Aluminium-Hülse mit schräg verlaufenden Langlöchern sowie ein massives Stahlstück mit Außengewinde, Verzahnung, mehreren Querlöchern und vielen verschiedenen Absätzen. „Hätten Sie gedacht, dass solche Teile kurz nacheinander auf ein und derselben Maschine gefertigt worden sind?“ Na bitte, freut sich Pleyer: Beispiele dieser Art zeigten für seinen Geschmack am besten, was es heißt, wenn sich Stückzahlen, Komplexität und schnelle Umrüstzeiten auf modernen Werkzeugmaschinen nicht mehr beißen.
Bei der Mehrspindler-Reihe Multiline sei dies Index gelungen. Mehr als 500 Einheiten habe das Unternehmen seit Mitte der 90er Jahre in den Markt gebracht. Die Maschinen tun in der Serienfertigung wie beim Bearbeiten kleiner Auflagen Dienst.
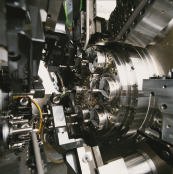
Kernstück ist jeweils der Spindelträger mit Hohlwellenmotor. Durch letzteren, erklärt Helmut Pleyer, sei die Multiline-Reihe in der jetzigen Form überhaupt erst möglich geworden. Denn die klassisch zentralgetriebenen, kurvengesteuerten Mehrspindler hatten einen entscheidenden Nachteil: Für sämtliche Arbeitsgänge – sei es Schruppen, Schlichten oder Bohren – stand ein und dieselbe Drehzahl zur Verfügung. Das erforderte große Kompromisse.
Eine zweite Drehzahl ließ sich nur über Zahnräder oder Antriebswellen einrichten, so dass die meisten dieser Maschinen mit Formwerkzeugen arbeiten mussten. Bei den Werkstoffen beschränkten die Anwender sich deshalb meist auf Messing oder Automatenstahl.
Durch den Hohlwellenmotor – bei Einspindel-Drehmaschinen erstmals 1992 eingesetzt – hatte Index völlig neue Möglichkeiten. Für jede Lage und Spindel sowie jeden Durchmesser stand die bestmögliche Rechts-/Links-Drehzahl zur Verfügung und blieb das Schnitttempo konstant, ließ sich andererseits aber während der Bearbeitung auf die Werkzeugschneide abstimmen. So konnten auch schwierige Stoffe bearbeitet werden. Dadurch ergaben sich optimierte Standzeiten und ein besserer Spänefluss. Außerdem hatten die Maschinen erstmals eine C-Achse. Hinzu kam die sternförmige Anordnung der Werkzeugträger. Der bis dahin übliche Schlittenblock fehlte völlig, so dass an jeder Spindel der Einsatz mehrerer Werkzeuge möglich wurde.
Die erste, 1992 gebaute und ausschließlich CNC-gesteuerte Multiline war eine MS42 mit 42 mm Stangendurchlass, sechs Spindeln und für ihre Zeit ungewöhnlichen 20 Werkzeugen. Für Pleyer aber noch wichtiger war der Beweis, dass die Maschine gegenüber Einspindlern mit Gegenspindel zwar dreimal teurer, aber bis zu sechsfach produktiver war. „Seitdem läuft das Geschäft“, bestätigt der Multiline-Mann.
- 1997 wurde die Reihe ergänzt um die MS32 mit
- 32 mm Stangendurchlass sowie die jetzt – zur Emo 2001 – um die MS52 mit 52 mm Durchmesser. Die kleineren Typen MS16 und 25 dagegen sind kurvengesteuert mit elektronischem Spindel- und Steuerwellenantrieb.
Dank der bahngesteuerten Schlittem lassen sich durchgängig voreingestellte Werkzeuge mit Hartmetall-Wendeplatten einsetzen. „Eine feste Zuordnung der Schlitten für Quer- oder Längsoperationen“, so betont Pleyer, „sind damit Schnee von vorgestern“. Mehr noch: Durch die Vielzahl der Werkzeugträger und den variablen Einsatz der Au-ßen- und Innenbearbeitungs-Tools ließen sich auch komplexeste Teile in ein und derselben Aufspannung fertigstellen. Für das Wechseln der Werkzeuge und das Umrüsten der Maschine bei Wiederholteilen kann man den Zeitaufwand bei einem CNC-Einspindler plus rund einer Stunde veranschlagen. Durch die numerische Steuerung aller Funktionen muss lediglich ein neues Programm eingelesen werden.
Die MS52 gibt es in zwei Ausführungen, die kleinere MS32 sogar in drei. So hat die ausschließlich für die MS32 verfügbare Basisversion B zwölf Werkzeugträger, die dank CNC mit je zwei Tools bestückt werden können. Auf den Trägern werden abhängig von der jeweiligen Aufgabe Werkzeuge für die Innen- oder Außenbearbeitung eingesetzt. Im Gegensatz zu konventionellen Mehrspindlern ist die Anordnung flexibel. Bestückt mit bis zu 18 Werkzeugen, ist die MS32 B darüber hinaus eine interessante Alternative zu klassischen Achtspindlern. Die Maschine eignet sich vorrangig für kleine und mittlere Losgrößen, für Kurzdrehteile sowie für die einfache Komplettbearbeitung.
„In der Ausbaustufe P haben die MS32 wie auch die neue MS52 17 Werkzeugträger und von allem bisschen mehr“, erläutert Helmut Pleyer. Jeder Träger kann mit zwei Werkzeugen bestückt werden. Die Maschinen haben gegenüber der Spindeltrommel ein zweites Gehäuse, in dem sieben weitere Werkzeugträger und maximal zwei Synchronspindeln angeordnet sind. Die Querschlitten und Tools sind identisch mit denen der Hauptspindelseite. Das Werkstück kann über die Synchronspindel abgegriffen und auf der Rückseite bearbeitet werden. Dafür stehen bis zu drei Werkzeuge zur Verfügung. Zwei davon können angetrieben werden, so dass sich auch außermittige Bohrungen und Gewinde auf der Abstichseite herstellen lassen. Die Z-Achse hat einen vergrößerten Hub. Die P-Version bietet sich an für besonders komplizierte Teile, bei denen viele verschiedene Werkzeuge gebraucht werden sowie für Kurzdreh- und Wellenteile, die wellenseitig abgestützt werden müssen.
Ähnlich wie die P-Ausführung haben die MS32 G und die MS52 G an der gegenüberliegenden Seite der Spindeltrommel ein zweites Gehäuse. Es enthält acht Werkzeugträger. Zusätzlich sind auf einer schaltbaren Trommel sechs Spindeln für die Bearbeitung der kompletten Werkstück-Rückseite integriert. Diese Gegenspindeln sind in Pinolen gelagert, die einzeln in Z-Richtung fluchtend zu den Arbeitsspindeln verfahren werden können. Statt der sechs Gegenspindeln, die 6 x 60° angeordnet sind, lassen sich auch lediglich drei Gegenspindeln mit 3 x 120° einbauen.
Die bis zu 2 Mio. DM teure G-Version ist die höchste Ausbaustufe der Maschinen. Sie hat bis zu 24 Werkzeuge auf 18 Trägern und bearbeitet die jeweils sechs Haupt- und Gegenspindeln simultan. Die beiden Spindeltrommeln lassen sich sowohl voneinander abhängig als auch synchron schalten. Konkret bedeute dies, dass die Werkstück-Rückseite sich zeitneutral bearbeiten lasse, insofern letzteres ja simultan zur Vorderseiten-Bearbeitung geschehe, erklärt Helmut Pleyer. „Oder einfacher gesagt: doppelte Produktivität.“ Bevorzugtes Anwendungsgebiet sei die Kom- plettfertigung geometrisch schwieriger Werkstücke sowie von Drehteilen mit hohem Bearbeitungsumfang. Darüber hinaus sei dieser Gegenspindler ausgesprochen wirtschaftlich und präzise, wenn es um die Zerspanung schwer zu bearbeitender Werkstoffe gehe. So genüge ein einfach zu programmierender Ritz längs der Werkstückachse, um aus einem Fließ- einen Kommaspan zu machen.
Ohnehin sei die Programmierung der Maschinen alles anders als schwierig. Die Bearbeitung wird für jeden Werkzeugträger separat eingegeben. Mit einer komfortablen Bedienerführung – unterstützt durch Steuerungsmenüs für alle Sonderfälle – sei das Programm binnen kurzer Zeit erstellt und optimiert.
Aber auch offline oder von einem Programmierplatz aus lässt sich die Maschine vorbereiten. Offene Schnittstellen machen die Übertragung Punkt zu Punkt oder in einem lokalen Netzwerk möglich. Sämtliche dazu erforderlichen Angaben lassen sich im Klartext vom Bildschirm ablesen.
Betriebs- und Fehlermeldungen helfen dabei, etwaige Störungen schnell zu beseitigen. Durch umfangreiche Diagnoseanzeigen zum Zustand von Maschine und Steuerung lässt sich der Einsatz von Service- technikern an Ort und Stelle auf das notwendige Maß beschränken. Unterstützung bekommt der Anwender zudem über den so genannten Teleservice. Experten in der Index-Zentrale beurteilen bei Anfrage online die Situation, geben Rat und veranlassen auf Wunsch die entsprechende Tat.
Sind Serien mit enger Toleranz zu fertigen, kann die Option Werkzeugüberwachung die Zuverlässigkeit entscheidend steigern. Dabei speichert die Steuerung die Standzeit der Werkzeuge und vergleicht sie laufend mit der verbleibenden Restzeit. Ist der Verschleiß ungewöhnlich hoch oder bricht die Schneide aus, reagiert die Drehmomentüberwachung für die Vorschubantriebe und Arbeitsspindeln der betroffenen Werkzeugträger sofort. Unmittelbar nachdem der Arbeitszyklus für die restlichen Träger zu Ende ist, hält die Maschine an, und der Werker kann nach dem Rechten sehen. Optionen wie die C- und Y-Achse werden durch eigene Steuerungszyklen unterstützt. Komplexe Abläufe wie das Wälzfräsen lassen sich mit Hilfe besonderer Eingabemenüs relativ einfach programmieren.
Durch Funktionen wie diese näherten sich moderne Mehrspindler Span um Span dem bisherigen Markt der Dreh-/Fräszentren, ist Helmut Pleyer überzeugt. Bereits im Vorfeld der Emo habe Index mehrere Einheiten der neuen Maschine unter Dach und Fach gebracht.
Kerndaten Multiline MS52
Ausführung G mit Gegenspindel
– Stangendurchlass 52 mm
– Synchronspindel –
– Gegenspindeln 6
– max. Drehzahl 5000 min-1
– WerkzeugträgerGehäuse 1 10
– Werkzeugträger Gehäuse 2 8
– typ. AnzahlBearbeitungs-werkzeuge 24
– Stangendurchlass 52 mm
– Synchronspindel 1
– Gegenspindel –
– max. Drehzahl 5000 min-1
– WerkzeugträgerGehäuse 1 10
– Werkzeugträger Gehäuse 2 7
– typ. AnzahlBearbeitungs-werkzeuge 24
Die Vorteile auf einen Blick
– Präzision, die bisher nur auf Einspindlern möglich war
– Bearbeitung auch schwer zerspanbarer Stoffe
– mehr Werkzeuge im Einsatz als bei klassischen Achtspindlern
– vollständige Bearbeitung der Werkstück-Rückseite
– Ausbau zum Dreh-/Fräszentrum mit C- und Y-Achse
– bessere Drehqualität gegenüber Rundtaktmaschinen
– schnelle Umrüstung zwischen verschiedenen Serien
– sicherer Prozess durch feinfühlige Werkzeugüberwachung
– leichtes und schnelles Einrichten
– einfaches Programmieren, unterstützt durch Bedienerführung, Steuerungsmenüs und umfangreiche Anwendungszyklen
– Möglichkeit zur Fehlerdiagnose über die Steuerung
– Teleservice für Diagnose und Anwendungsberatung
Teilen:








{kind=link}