


Beim Punktlöten müssen Sichtflächen deutlich weniger nachgearbeitet werden als beim Punktschweißen. Und Alu-Bleche lassen sich durch diesen Prozess mit stark verringertem Aufwand thermisch fügen. Verwendet werden dafür einfache Punktschweißmaschinen.
Dr. Gernot Sitte ist Mitarbeiter der Schweißtechnischen Lehr- und Versuchsanstalt Halle (SLV) GmbH in Halle/Saale
Das Widerstands-Punktschweißen ist ein einfacher, preiswerter und zugleich zuverlässiger Verbindungsprozess, der sich in der Feinblechverarbeitung einen festen Platz gesichert hat. Jedes aus Stahl hergestellte Auto verfügt über etwa 5000 Schweißpunkte. Mit einem Anteil von 70 bis 80 % dominiert das Punktschweißen die Fertigung von Stahlkarosserien.
Sobald jedoch neben Festigkeits-Anforderungen auch dekorative Gesichtspunkte eine Rolle spielen, übersteigt der Aufwand für das Nachbehandeln meist den für das Fügen. Bei Aluminium(Al)-Blechen wird das Problem noch verschärft durch besonders geringe Elektroden-Standmengen (Zahl der erreichbaren Punktschweißungen) und durch besonders hohen maschinellen Aufwand: Al erfordert etwa den dreifachen Schweißstrom wie Stahl. Diese hohen Ströme sind bei Wechselstrom-Schweißmaschinen mit einphasigem Anschluss oft ein Problem, so dass meist die teureren Drei-Phasen-Maschinen mit sekundärer Gleichrichtung benutzt werden müssen. Und ferner ist bei Aluminium ein Kraftprogramm nötig, um eine lunker- und rissfreie Schweißlinse zu bekommen. Aus diesen Gründen hat die Automobilindustrie bei Al-Karosserien das Punktschweißen nahezu vollständig durch das Stanznieten ersetzt.
In den letzten Jahren wurden einige Arbeiten durchgeführt, um den Nacharbeitsaufwand an punktförmigen Überlappverbindungen von Stahlblechen zu verringern und die Nachteile des Al-Punktschweißens zu umgehen (eine Literaturliste kann über die Redaktion bezogen werden). Im Folgenden werden die bisherigen Ergebnisse zusammengefasst: Das Punktlöten bietet Abhilfe, sowohl bei Stahlblechen mit zu schonenden Sichtflächen als auch bei Al-Blechen. Gerätetechnische Basis für die neue Technologie sind handelsübliche Widerstands-Schweißmaschinen einfacher Bauart, also Wechselstrom-Maschinen ohne Kraftprogramm.
Lösungen für Stahlblech
Bei Stahlblechen sieht die Lösung so aus: An einem der Fügepartner werden Lot-Depots verliersicher an den Positionen aufgebracht, wo später die Lötpunkte gesetzt werden sollen. Dies geschieht durch eine modifizierte Clinch-Technologie mit Schneidanteil. Dabei werden Plättchen der Größe 5 x 5 mm² von einem Cu-Lotband abgeschnitten (Abmessung 5 x 0,5 mm²) und im Stahlblech verklemmt.
Die Oberfläche des anderen, sichtseitigen Bleches bleibt unbehandelt. Nachdem es auf das Lot-präparierte Blech aufgelegt ist, wird jede Fügestelle zwischen die Elektroden einer Punktschweißmaschine gebracht und deren Prozessablauf ausgelöst (Kraftaufbau – Stromfluss – Kraftabbau). Bei richtig eingestellten Parametern schmilzt das Lot (Kupfer), während der Grundwerkstoff im festen Zustand verbleibt und anders als beim Punktschweißen nur minimal thermisch beeinflusst wird: Die Temperaturwerte in der Fügezone liegen etwa 500 °C tiefer als beim Punktsschweißen. Und da der Grundwerkstoff nicht aufschmilzt, sind die Gefügeänderungen geringer.
Wieso ist es überhaupt möglich, flussmittelfrei zu löten? Eine Relativbewegung zwischen Lot und Grundwerkstoff bricht in der Anfangsphase die Oxid- und Verunreinigungsschichten auf und aktiviert somit die Oberfläche.
Der Lötprozess basiert auf der üblichen Widerstands-Schweißtechnik. Da der Strom auf das Lot-Depot konzentriert wird – analog zum Buckelschweißen – kommen Elektroden mit großflächigen Arbeitsflächen zum Einsatz. Der Zeitbedarf entspricht etwa dem des Punktschweißens. Für Bleche mit 1 mm Dicke ist also eine Stromzeit von etwa 0,2 s nötig (10 Wechselstrom-Perioden).
Die Versuche wurden an unlegierten Stahlblechen mit und ohne Verzinkung durchgeführt (siehe Schliffbild nächste Seite). Möglich sind auch Werkstoffkombinationen (zum Beispiel Fügepartner aus unlegiertem Stahl und austenitischem Stahl). Der Prozess eignet sich nachweislich für Blechdicken zwischen 0,8 und 2 mm, in denen mechanische Lot-Depots erzeugt werden können.
Lösungen für Aluminium-Blech
Der Versuch, die für Stahl entwickelte Lösung mit
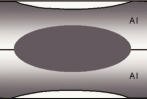
örtlichen Depots auf Aluminium zu übertragen, war bisher nicht erfolgreich. Die Schwierigkeit liegt darin, dass die derzeit verfügbaren Lote die mit hochschmelzenden Oxidschichten behaftete Al-Oberfläche nicht ausreichend aktivieren. Eine Lösung bieten hingegen lotplattierte Alu-Bleche an.
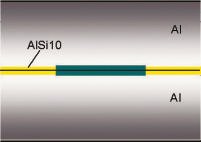
Solche Bleche haben einige Walzprodukt-Lieferanten im Programm. Dabei handelt es sich um AlMn-Legierungen, die mit 60 bis 100 µm dicken AlSi-Loten plattiert sind. Das Problem der Lot-Deponierung ist damit gelöst.
Das Löten erfolgt auch hier mittels normaler Punktschweißgeräte, also mit Wechselstrom-Maschinen ohne Strom- und Kraftprogramm. Der Zeitbedarf entspricht dem des Punktschweißens.
Damit werden sehr gute Verbindungen erzielt. Da das Schmelzvolumen deutlich kleiner ist als beim Punktschweißen, findet beim Erstarren ein wesentlich geringerer Volumenschwund statt. Die tiefen Elektrodeneindrücke, die besonders für Aluminium-Schweißpunkte typisch sind, werden beim Punktlöten fast vollständig vermieden.
Die Vorteile
Das Punktlöten bietet sowohl für Stahl als auch für Aluminium eine Reihe von Vorteilen:
– Geeignet sind einfache Punktschweißmaschinen ohne Kraftprogramm.
– Der Zeitbedarf entspricht dem des Punktschweißens.
– Die Punkt-Oberfläche wird nicht deformiert.
Speziell für das Punktlöten lotplattierter Al-Bleche gilt zusätzlich:
– Sanftere Elektrodenbewegungen führen zu einem stabileren Prozess als beim Punktschweißen.
– Lote mit erhöhtem spezifischen Widerstand erleichtern den Schmelzprozess und senken die Schmelzintervalle.
Das Punktlöten wird das Punktschweißen nicht verdrängen. Es könnte jedoch die Nacharbeitszeit von Sichtflächen deutlich senken und gleichzeitig die Produktqualität verbessern. Bei Karosserien erscheint das Verfahren bei bis zu 10 % aller gesetzten Fügepunkte denkbar. Als Einsatzgebiete für das Punktlöten kommt neben dem Karosseriebau (im sekundären Sichtbereich) der Schaltschrankbau sowie das Versteifen großflächiger Blechelemente in Frage, etwa bei Schienenfahrzeugen.
Die erste industrielle Anwendung hat sich bereits in einer zweijährigen Serienproduktion bewährt: Der Topf-ähnliche (statische) Kessel einer Zentrifuge wird von einem Blechring umschlossen. Diese Teile sollten so miteinander verbunden werden, dass die Fügestellen von innen nicht sichtbar sind. Bei dem „Topf“ handelt es sich um ein Tiefziehteil aus 18/8-CrNi-Stahlblech, während der Ring aus verzinktem Stahlblech besteht, beide 1 mm dick. Als Fügeprozess wurde nach Erproben unterschiedlicher Verfahren das Punktlöten ausgewählt. Der Ring wird an sechs Punkten mit dem Gehäuse verlötet. Das Lot-Depot erzeugt eine serienmäßige Clinch-Zange mit geringfügig vergrößerten Werkzeugeinsätzen. Für die richtige Position der Depots sorgt eine einfache Vorrichtung, die mit der Zange verbunden ist. Die Vorrichtung rastet federnd in die Kerben ein, die als Markierung in Umfangsrichtung des Werkstückes angebracht sind.
Die hier vorgestellten Lösungen zum punktförmigen Löten kommen dem Ziel sehr nahe, einseitig „unsichtbare“ Überlappverbindungen zu erzeugen. Die bei Stahl bevorzugte Methode, Lot-Depots mittels einer modifizierten Clinch-Technologie aufzubringen und anschließend zu löten, wird für Blechdicken zwischen 0,8 und 2,0 mm beherrscht. Sie führt zu statischen Festigkeiten wie beim Punktschweißen und erreicht sogar höhere dynamische Festigkeiten. Eine Übertragung auf dickere Bleche erscheint möglich und wird zur Zeit untersucht. Ziel sind Blechdicken bis 3 mm. Dies ist aber nur mit Punktdurchmessern wie beim Schweißen sinnvoll und erfordert neue Werkzeuge. Gegenwärtig wird ein Gerät zur Lot-Depot-Erzeugung mit integriertem Lotbandvorschub entwickelt.
Bei Alu-Feinblechen kann das Punktlöten die Nachteile des Punktschweißens weitgehend ausräumen, wenn lotplattierte Bleche verwendet werden. Das Ziel des Punktlötens mit partiellem Depot wird jedoch weiter verfolgt.
Teilen:








{kind=link}