Viele Laserschneidsysteme laufen heute mit automatischen Be- und Entladesystemen, Lageranbindungen und Steuerungssystemen bedienerarm oder bedienerlos. Weitgehend manuell wird allerdings die Einzelteil-Entnahme und -Sortierung erledigt. Die Lösungsansätze für dieses letzte Glied in der automatisierten Prozesskette sind vielfältig und unterschiedlich effizient.
Automatisierung und Flexibilität gelten als das A und O für die Wettbewerbsfähigkeit der Industriebetriebe in den Hochlohnländern. Aber nicht alles ist automatisierbar. Und gerade bei der flexiblen Technologie des Laserschneidens stößt die Automatisierungstechnik an Grenzen, wenn es darum geht, die Fertigteile prozesssicher aus dem Restgitter zu entnehmen. Ungeachtet der Erfolge bei den Be- und Entladesystemen samt Lageranbindung, mit denen zahlreiche Laserschneidanlagen bedienerarm betrieben werden, steht der letzte Schritt zur automatisierten Prozesskette noch aus.
Der automatisierten Fertigteilentnahme und -sortierung steht letztlich die Flexibilität des Lasers entgegen: Dass auf den Systemen sowohl große als auch kleine, komplexe wie einfache und dicke wie dünne Teile geschnitten werden, stellt hohe Ansprüche an die Universalität eines Absortiersystems, das zudem möglicherweise noch die Rohblechbeladung und die Restgitterentsorgung mit übernehmen soll. Dabei sind schon die Störungspotenziale im rein mechanischen Bereich vielfältig genug. So verkanten wegen der engen Schnittfuge von 1/10 bis 2/10 mm die Laserteile bei Blechdicken von über 6 mm beim Herausnehmen sehr leicht, und in Dünnblech geschnittene Teile können sich durch Eigenspannungen aufwölben oder unter das Restgitter schieben: Beides wäre ohne vorbeugende Maßnahmen das Aus einer automatisierten Teileentnahme, die zudem ja mit der Dynamik einer modernen Schneidanlage mithalten soll.
Michael Sellner, Produktmarketing Laserschneidmaschinen bei der Ditzinger Trumpf GmbH + Co. KG, stellt denn auch die Zuverlässigkeit der Automatisierungssysteme generell in den Vordergrund: „Ob Rüstaufwand oder Störungsfall: Es müssen automatische Strategien in den Systemen realisiert sein, die verhindern, dass die Anlagen stillstehen.“ Ganz in diesem Sinne sieht es auch Jürg Messer, Leiter Produktmanagement Laserschneiden bei der Bystronic Laser AG, Niederönz/Schweiz: „Bei einem durchgehend automatisierten System kommt es vor allem auf die Zuverlässigkeit des Betriebs an und nicht auf die Hochdynamik.“
Zum Vorteil einer sicheren Teileentnahme und zu Lasten der Dynamik nimmt die Amada GmbH, Haan, bei der automatisierten Teileentnahme durch das PR-III-System an ihren Hybrid-Laserschneidanlagen der Alpha-Baureihe kurze Unterbrechungen des Fertigungsprozesses in Kauf. „Wir halten den Fertigungsprozess für zwei bis fünf Sekunden an, um jeweils ein Fertigteil direkt nach dem Schneiden zu entnehmen“, erläutert Rolf Somnitz, Verkaufsleiter Automationssysteme.
Die Hybridtechnik mit dem in Y-Richtung bewegten Laserkopf und der in X-Richtung bewegten Platine bietet die Voraussetzungen, dass das Teil vor dem letzten Schnitt durch eine Saugertraverse fixiert werden kann. Der letzte Schnitt erfolgt dann mit dem bewegten Laserkopf ausschließlich in Y-Richtung, so dass sich das Teil ziemlich sicher absortieren lässt. Das System entnimmt Teile mit Abmessungen zwischen 150 mm x 150 mm und 1000 mm x 2500 mm bei Blechdicken bis 6 mm und stapelt sie auf definierten Plätzen ab. Ein überarbeitetes System der dritten Generation wird auf der Messe Blechexpo in Stuttgart vorgestellt (Halle 6, Stand 6201).
Für die zahlreichen Laserschneidsysteme mit fliegender Optik sind vergleichbare direkte Einzelteil-Entnahmen kaum machbar. Hier herrscht der Wechseltisch als Grundelement der Automatisierung und die hauptzeitparallele Entladung der Restgitter samt ausgeschnittener Teile vor. Die automatische Be- und Entladung bis hin zur Lageranbindung mit der Rücklagerung von Restplatinen ist dabei weit gediehen und erlaubt einen bedienerarmen Betrieb. Lediglich die Einzelteilentnahme erfolgt häufig manuell vom Abpacktisch, was angesichts der Blech- und Teilegrößen mit teils erheblichen Belastungen der Bediener verbunden ist. Die meisten Absortiersysteme setzen daher an der Stelle der üblicherweise manuellen Teileentnahme an, wobei zu unterscheiden ist, ob die Systeme nur separieren oder auch sortieren und orientiert ablegen.
Eine reine Separierfunktion, die den Bediener vom Heben der schweren Maxi-Teile und Restgitter entlastet, hat Trumpf mit dem Liftmaster Sort realisiert. Dieses System hebt mit seinem an einem Schwenkarm befestigten Saugerrahmen die Fertigteile bis zum Format 4 m x 2 m aus dem Restgitter und legt sie in jener Ausrichtung auf einer Palette ab, die sie in der Tafel hatten. Für Kleinteile ist das System nicht konzipiert.
Einen Schritt weiter geht die Yamazaki Mazak Optonics Europe NV, Zaventem/Belgien, mit ihrer Saugerrahmen-Konstruktion der Sortiereinheit Optopath. Eingebunden in automatische Be- und Entlade- sowie Lagerfunktionen separiert das System alle Fertigteile aus dem Restgitter – und zwar in einem Zug. Hierzu sind 7200 NC-gesteuerte Sauger in einem engen Raster auf dem Saugerrahmen von 1,5 m x 3 m angeordnet. Nach dem Separieren legt Optopath die Fertigteile zur weiteren Entnahme auf einem Packtisch ab. Das System arbeitet so effizient, dass die japanischen Werkzeugmaschinenbauer nach eigenen Angaben bis zu vier Laseranlagen parallel davon bedienen lassen – und dies bei Blechdicken von 0,8 bis 25 mm.
Über das reine Separieren hinaus erfordert eine automatisierte Prozesskette die Ablage auf ausgerichteten Stapeln. Erst die Ausrichtung der Teile beim Stapeln verleiht die erforderliche Flexibilität, die Schachtelpläne im Hinblick auf die Materialausnutzung zu optimieren. Für diesen Zweck bieten verschiedene Laseranlagen-Hersteller Manipulatoren zur Einzelteilaufnahme vor allem auch kleinerer Teile an. Die Manipulatoren sind in drei Raumrichtungen linear verfahrbar und verfügen über eine Achse zur Drehung ihrer Saugertraverse um eine senkrechte Achse.
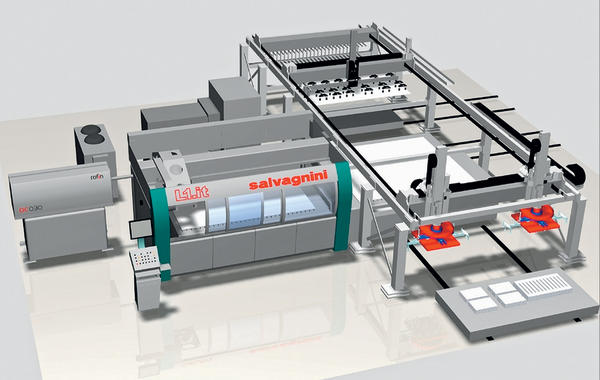
Die Saugertraversen variieren in ihren Größen je nach Hersteller. So kann das Trumpf-System Sortmaster Teile bis zu 35 kg Masse in der Größe 600 mm x 600 mm – optional 600 mm x 1500 – aufnehmen. Für das Bystronic-System BySort sind Teilegrößen bis 600 mm x 1200 mm angegeben, und mit einer etwas anderen Konstruktion gibt die Salvagnini S.p.A, Sarego/Italien für ihr MCL-System Teilegrößen bis 2000 mm Kantenlänge an. In allen Systemen wird die NC-gesteuerte Saugeraktivierung schon beim Programmieren der Schnittpläne berücksichtigt.
Allerdings hat Salvagnini die Sortierleistung seines kartesischen Sortiersystems MCL durch den Einsatz zweier korrespondierender Manipulatoren verbessert. Programmgesteuert separieren und stapeln beide Manipulatoren, die auf einer Schiene fahren, entweder unabhängig voneinander Einzelteile oder sie arbeiten bei Maxi-Teilen koordiniert zusammen.
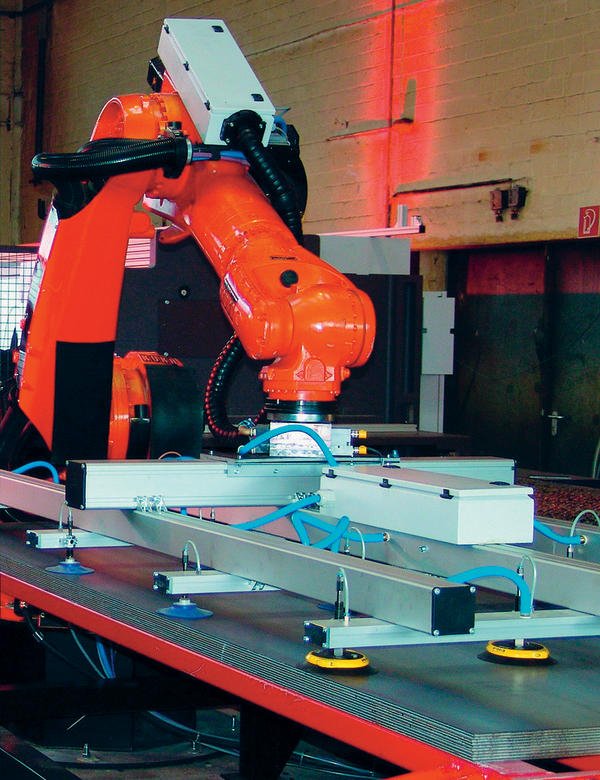
Ein Sortiersystem auf Roboter-Basis hat jüngst die Friedrich Remmert GmbH, Löhne, vorgestellt: Laser-Sort 06 arbeitet mit einem Kuka-Roboter, der bis zu 500 kg tragen kann. Das System setzt verschiedene Werkzeuge ein, die in einer Wechselstation automatisch ausgetauscht werden. „Es lässt sich relativ frei aufstellen und legt die Fertigteile nach einem programmierbaren Schema im Umkreis von 3,2 Metern ab“, sagt Geschäftsführer Mathias Remmert. „Dabei soll nicht jedes exotische Teil automatisch absortieren werden. Aber wir haben unzählige zumeist reale Schnittmuster getestet und konnten eine Verfügbarkeit von über 90 Prozent realisieren.“ Was die Effizienz betrifft, geht Remmert davon aus, dass das Robotersystem zwei Laserschneidanlagen bedienen kann, „und dies bei einem deutlich geringeren Platzbedarf als ein Portalsystem mit Manipulatoren.“
Alle vorgestellten Systeme sind mit mechanischen und/oder optischen Sensoren ausgestattet, die prüfen, ob die Teile tatsächlich entnommen wurden oder nicht. Im negativen Fall kommen je nach Hersteller unterschiedliche Notfallstrategien zum Einsatz. Trumpf, beispielsweise, lässt es den Sortmaster mehrfach versuchen und bietet für den Fall, dass es nicht gelingt, die Möglichkeit, teilentleerte Restgitter zur späteren manuellen Teilabsortierung gesondert zu stapeln.
Viele der im Material oder in der Physik liegenden Störungsursachen lassen sich nach Ansicht der Experten durch eine saubere Programmierung der Schnittpläne vermeiden: Freischnitte verhindern das Verkanten, Gruppierung von Gleichteilen verkürzt die Verfahrwege, und durch eine passende Anordnung schmaler Teile kann das Risiko des Übereinanderschiebens reduziert werden. Beim Herstellen von Großserien oder bei wiederkehrenden Teilen funktioniert die automatische Einzelteilentnahme auf ganz unterschiedlichen Systemen zuverlässig. „Wenn die Programme eingefahren sind, geht es“, kommentiert Peter Remme vom Jobshop AMVR GmbH & Co KG in Ahlen diese Erfahrung. Allerdings haben nur die wenigsten Lohnfertiger für einen 50-Teile-Job die Zeit, ihre Pläne entsprechend zu optimieren. Ein Ansatz ist es deshalb, in den Programmiersystemen Algorithmen zur autonomen Optimierung der Schnittpläne im Hinblick auf die Einzelteilentnahmen zu integrieren. Dazu wären dann auch noch Ansätze in der Fertigungsplanung erforderlich, die passenden Aufträge zusammenzufassen.
Trotzdem ist die Automatisierung der Fertigteilentnahme eine teure Sache. „Die Kosten liegen je nach Hersteller bei dem zwei- bis dreifachen einer automatisierten Be- und Entladung“, weiß Jürg Messer von Bystronic. „Da kommen schnell 200 000 Euro oder oft auch mehr zusammen – und bei solchen Preisen sollte man die Gegenrechnung in Manpower-Stunden machen!“
Dipl.-Ing Volker Albrecht Freier Fachjournalist in Bamberg
Alle Fertigteile in einem Zug aus dem Restgitter
Manipulatoren arbeiten bei Maxi-Teilen zusammen
Teilen:








{kind=link}