
Wirtschaftlich und präzise lassen sich mit dem Micro-Stream-Strömungsschleifen an komplexen 3D-Werkstücken qualitativ hochwertige Oberflächen und Funktionskanten erzeugen. Selbst innenliegende Bereiche können ohne Probleme bearbeitet werden.
Dr. Detlef Bottke ist Leiter der Abteilung Forschung und Entwicklung der Micro Technica Technologies GmbH in Kornwestheim
Zunehmende Miniaturisierung und steigende Anforderungen an Oberflächen und Funktionskanten führen dazu, dass herkömmliche Verfahren zur Werkstück-Bearbeitung immer mehr ausscheiden. Zudem wachsen die Ansprüche an die Standfestigkeit der Teile im gleichen Maße, wie die Toleranzen in der Fertigung kleiner werden. Oft bietet hier das Micro-Stream-Strömungsschleifen – auch Druck-Fließ-Läppen genannt – der Micro Technica Technologies GmbH, Kornwestheim, neue Möglichkeiten.
Das Verfahren eignet sich für ein breites Werkstoffspektrum, darunter Stahl, Titan, Buntmetalle und Keramik. Wirtschaftlich interessant ist es insbesondere, wo vielfach manuell durchgeführte zeit- und kostenintensive Polier- und Entgratvorgänge, die nicht reproduzierbare Arbeitsergebnisse zur Folge haben, ersetzt werden können.
Charakteristisch für das Strömungsschleifen ist, dass der Flächenkontakt zwischen Werkstück und abrasivem Medium ohne ein formübertragendes Gegenstück zustande kommt. Daher kann es auch dann eingesetzt werden, wenn konventionelle Verfahren durch konstruktiv bedingte Einschränkungen scheitern. Dabei liegt das Hauptaugenmerk auf einer verbesserten Wirtschaftlichkeit sowie hoher Genauigkeit und Standfestigkeit der Werkstücke.
Da Form und Oberflächenstruktur der bearbeiteten Teile hohe Anforderungen erfüllen, wird das Verfahren vor allem in hochtechnisierten Industriezweigen mit entsprechenden Ansprüchen an Qualität und Präzision eingesetzt. Es eignet sich unter anderem für folgende Bereiche:
- Medizintechnik (Membranen, Ventile, Pumpen, Implantate)
- Kunststoff- und Aluminiumindustrie, Werkzeug-Herstellung (Matrizen, Tablettier- und Ziehformen)
- Kfz-Technik (Düsen, Pumpen, Ventilgehäuse, Getriebeteile)
- Luft- und Raumfahrttechnik (Blisks, Turbinen, Brennkammern, Leitschaufeln)
- Textilmaschinenbau (Fadeneinzugsdüsen, keramische Komponenten)
- Werkzeug und Formenbau (Fittinge, Formen, Matrizen)
Eine der wichtigsten Eigenschaften des Verfahrens ist eine hohe Wiederholgenauigkeit und die damit erreichbare Prozesssicherheit. Außerdem lassen sich damit auch innenliegende Oberflächen bearbeiten und schwer zugängliche Stellen entgraten. Dass damit nun bislang nicht bearbeitungsfähige Bereiche von Teilen bearbeitet werden können, wirkt sich positiv auf deren Qualität, Funktion und Lebensdauer aus.
Speziell für das Strömungsschleifen entwickelte Micro Technica Technologies ein hochviskoses Werkzeug – genannt Streamer –, das aus einem polymeren Kunststoff sowie Schleifkorn-Anteilen besteht und wie eine „viskose Feile“ arbeitet. Die Kunststoffmasse fungiert als flexibles Trägermaterial für das Schleifmittel, das je nach Aufgabenstellung und zu bearbeitendem Werkstoff unterschiedlich gekörnt und konzentriert sein kann. Der Streamer wird mit speziellem Druck in und über das Werkstück gelenkt und beginnt dort mit Hilfe der Strömung, die durch die Hubbewegung der Maschine entsteht, seine gezielte abtragende Tätigkeit.
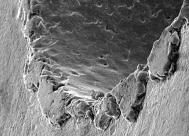
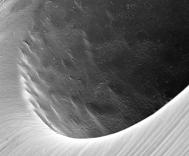
Das Ergebnis ist eine besonders feine und glatte Oberflächenstruktur. Das so entgratete und geschliffene Teil ist präzise gerundet und nahezu frei von Reibungswiderständen und sonstigen störenden Einflüssen. Möglich sind Oberflächenverbesserungen von über 80 %.
Eine Micro-Stream-Strömungsschleifmaschine hat zwei Aufgaben: Sie klemmt die Werkstückaufnahme und pumpt das Medium. Der als Schleifmittel fungierende Streamer ist hierbei ein speziell für den jeweiligen Anwendungsfall hergestelltes Werkzeug, das sich in einem geschlossen Kreislauf innerhalb der Maschine hin und her bewegt.
Der Streamer zum Entgraten enthält einen Zusatz, der das einzelne im Polymer befindliche Schleifkorn bei laminarer Strömung mit einem Schutzfilm umgibt. Dieser verhindert auf mediumkontaktierten Flächen messbaren Werkstoffabtrag. Im Moment der Richtungsänderung, wie er beispielsweise an einer Kante erfolgt, tritt aufgrund der Trägheit eine Spitze des Schleifkorns aus dem Schutzfilm aus und kann Material spanend abtragen. Nach der Richtungsänderung wird das Korn wieder umhüllt, und der Schutzfilm wirkt wie zuvor beschrieben.
Ein Schleifmedium mit diesen Eigenschaften eignet sich sehr gut zum Endbearbeiten hochgenauer Bauteile, ohne dass bestehende Toleranzen im µm-Bereich verletzt werden. Ein häufiger Wechsel der Fließrichtung ergibt eine gleichmäßige Radienbildung an der geschliffenen Geometrie. Das Verfahren eignet sich somit insbesondere für Bauteile, bei denen schwer zugängliche Stellen präzise entgratet und gleichzeitig eine hochwertige Oberfläche erzeugt werden soll. Beim Werkzeug Streamer muss entsprechend der Bearbeitungsaufgabe zwischen den Arbeitsgängen Entgraten und Polieren unterschieden werden. Den daraus resultierenden Anforderungen wird zunächst durch die Medienzusammensetzung und danach mittels geeigneter Bearbeitungsparameter entsprochen.
Der wesentliche Unterschied zwischen einem Entgrat- und einem Poliervorgang beim Strömungsschleifen besteht in dem lokal und geometrisch bestimmten Materialabtrag an einer Kante (Entgraten) oder auf einer Fläche (Polieren). Da das abzutragende Materialvolumen in beiden Einsatzfällen eine gleiche Größenordnung besitzen kann, hat es für die Auswahl der Korngröße und der Viskosität des Mediums keine Bedeutung. Diese Parameter werden ausschließlich durch den am oder im Werkstück befindlichen Durchflussquerschnitt bestimmt.
Innenbearbeitung
Ausschlaggebend für die Entwicklung des Verfahrens waren erhebliche Unzulänglichkeiten beim Bearbeiten innenliegender Werkstückgeometrien wie Bohrungsverschneidungen oder Durch-brüchen mittels konventioneller Methoden. Vielfach erfordern heutige konstruktive Details den Einsatz des Strömungsschleifens, wobei die Mehrzahl der Anwendungsfälle aus der verfahrensbedingten Möglichkeit der flexiblen Anpassung an bestehende Werkstückgeometrien resultiert.
Die konstruktive Auslegung der zum lnnenbearbeiten genutzten Vorrichtungen kann aufgrund der Werkstückgeometrie auf den Einbau kostenintensiver, weil stark mediumkontaktierter, querschnittsreduzierender Kerne verzichten. Der kleinste Querschnitt mit der höchsten Fließgeschwindigkeit und dem stärksten Materialabtrag ist im Werkstück lokalisiert. Daher unterliegt die Vorrichtung keinem verfahrensbedingten Verschleiß. Die Vorrichtung zur Innenbearbeitung besteht aus weniger Einzelteilen und ist mit geringerem Fertigungsaufwand und somit kostengünstiger herzustellen als eine Vorrichtung zur Außenbearbeitung.
Außenbearbeitung
Das Strömungsschleifen empfiehlt sich besonders für das Endbearbeiten hochkomplexer 3D-Konturen. Diese werden auf mehrachsigen Werkzeugmaschinen mit bestimmten Oberflächenwerten erzeugt, die den gestellten Bauteilanforderungen oft nicht genügen und bisweilen nur durch das Strömungsschleifen zu erreichen sind.
Entsprechende Konturen bedingen einen erheblich höheren Konstruktions- und Fertigungsaufwand beim Vorrichtungsbau: Im Gegensatz zur lnnenbearbeitung muss bei der Außenbearbeitung durch die Anordnung einer Gegenform ein Durchflussquerschnitt erst geschaffen werden. Oft ist dies nur durch den Einsatz gießbarer Polyurethane möglich. Da die Gegenform verfahrensbedingt ständig dem abrasiven Mediumfluss ausgesetzt ist, ist der zu erwartende Vorrichtungsverschleiß erheblich höher als bei der Innenbearbeitung. Trotz der Mehraufwendungen und Nachteile im Vergleich zur lnnenbearbeitung gibt es im Bereich der Oberflächen-Endbearbeitung derzeit kein alternatives Fertigungsverfahren für hochkomplexe Bauteile.
Verfahren für die Endbearbeitung komplexer Konturen
Teilen:








{kind=link}