Wo das herkömmliche Druckfügen an seine Grenzen stößt, beginnt der Einsatzbereich des Confix-Fügens. Es funktioniert ähnlich wie das Clinchen, formt aber nur eines der Blechteile um. So lassen sich auch extreme Dickenunterschiede bewältigen.
Dr.-Ing. Johannes Wößner ist freier Mitarbeiter am Fraunhofer-Institut für Produktionstechnik und Automatisierung (IPA) in Stuttgart und Ansprechpartner für den Einsatz moderner Verbindungsverfahren b
Beim Durchsetzfügen bestehen die Verbindungselemente unmittelbar aus dem Werkstoff der zu verbindenden Bleche. Lokales Umformen mit einem abgestimmten Stempel- und Matrizenpaar bringt eine druckknopfähnliche Verbindungsstelle hervor. Dabei spielt es keine Rolle, ob die Bleche beschichtet oder oberflächenbehandelt sind, unterschiedliche Dicken haben, sich aus verschiedenen Materialien zusammensetzen (beispielsweise Stahl/Aluminium), oder ob gar eine Zwischenlage eingelegt ist (Folie oder Papier). Die erzielbaren Haltekräfte sind so hoch, daß das Durchsetzfügen gegenüber dem konventionellen Punktschweißen eine kostengünstige Alternative darstellt.
Was aber, wenn sich eines der zu verbindenden Bleche gar nicht umformen läßt, oder der Dickenunterschied der Bleche so groß ist, daß das Fügeelement nicht mehr ausgeformt werden kann?
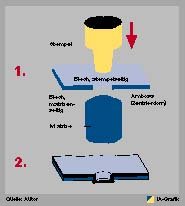
Für diesen immer häufiger auftretenden Fall entwickelte die Eckold GmbH & Co. KG, St. Andreasberg, das Confix-Fügen. Genauso wie bei den bekannten Clinchverfahren des Unternehmens werden die Teile in einem einstufigen Fügehub miteinander verbunden. Der Unterschied besteht jedoch darin, daß das nicht umformbare Blechteil an der Fügestelle vorgelocht ist. Der Stempel drückt das Material des geschlossenen Blechs in das vorgestanzte Loch des zweiten Blechs und verbindet die Teile ähnlich wie beim Clinchen. Durch das Zusammenwirken von Stempel und Matrize bildet sich eine Hinterschneidung im Fügepunkt.
Da sich das Fließverhalten jedoch unterscheidet, weicht die Matrize von der beim Druckfügen üblichen Form ab. Die im matrizenseitigen Blech vorzusehenden Stanzbohrungen beeinflußen den Umformprozeß ebenfalls und müssen in die Auslegung einbezogen werden. Auf Basis der umfangreichen Entwicklungsarbeiten lassen sich genaue Empfehlungen und gezielte Konstruktionshinweise für den jeweiligen Anwendungsfall geben.
Das Confix-Fügen dehnt somit das Einsatzspektrum des Durchsetzfügens auf Bleche aus, die große Dickenunterschiede aufweisen oder von denen eines schwer umzuformen ist. Die bisher zu verarbeitende Palette aus allgemeinen Baustählen, weichen unlegierten Stählen, Stählen mit höherer Streckgrenze, ferritischen und austenitischen Edelstählen sowie Aluminium-Knetlegierungen wird um einige Werkstoffe erweitert. Hierzu zählen
n Federstahlbleche
n Gußteile
n Spröde Aluminiumlegierungen
n Spröde Kupferlegierungen
n Kunststoffe
n Verbundwerkstoffe und andere.
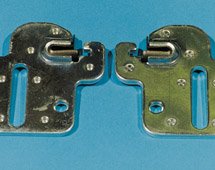
Wie beim Clinchen spielt der Oberflächenzustand der Bleche keine Rolle. Auch von der technologischen Seite her bietet das Confix-Fügen Vorteile. So treten keine über die Blechebene herausragenden Störkanten auf wie beim Durchsetzfügen oder Stanznieten. Der runde Fügepunkt entsteht durch Umformen ohne Schneidanteil und stellt eine gasdichte Verbindung her. Die von ihm aufgebrachten Scherzug-Haltekräfte hängen nicht von der Beanspruchungsrichtung ab.
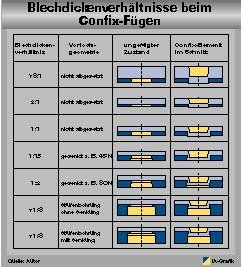
Ein besonderer Vorteil liegt darin, daß sich Paarungen mit extrem unterschiedlichen Einzelblechdicken herstellen lassen, beispielsweise aus Blechen mit 1 mm und 4 mm Dicke. Besondere Bedeutung dafür hat die Vorlochgeometrie. Sie läßt sich so variieren, etwa durch Senkungen oder Stufenbohrungen, daß Fügeaufgaben mit deutlich größeren Dickenunterschieden gelöst werden können als beim Druckfügen üblich sind (Diagramm).
Um optimale Haltekräfte zu erreichen, sollte die Einzelblechdicke stempelseitig über 0,7 mm und matrizenseitig über 0,5 mm liegen. Bei dynamischen Belastungen zeigen die Confix-gefügten Verbindungen ein besseres Tragverhalten als geclinchte Rundpunkte. Das Verhältnis zwischen Zugschwellkraft im Dauerfestigkeitsbereich und statischer Scherzuggrößtkraft ist um 10 % größer.
Wie bei allen Durchsetzfügeverfahren besteht der benötigte Werkzeugsatz aus Stempel und Matrize. Somit läßt sich das Confix-Fügen in allen konventionellen, einseitig angetriebenen Maschinen sowie Pressenwerkzeugen einsetzen. Da nur eine Blechlage umgeformt werden muß, kommt das Verfahren tendenziell mit geringeren Fügekräften aus. Die Fügequalität wird wie bisher über die bekannten Kraft-Weg-Überwachungssysteme kontrolliert.
Das Confix-Fügen ergänzt somit das Spektrum der am Markt verfügbaren Durchsetzfügeverfahren und erfüllt bisher nicht lösbare Verbindungsaufgaben mit neuen Werkstoffkombinationen.
Teilen:








{kind=link}