

Aus geschweißten Aluminium-Rohren oder -Strangpressprofilen entstehen durch Innenhochdruck-Umformung gewichtsparende Bauteile speziell für den Fahrzeugbau. Bei Spaceframe-Konzepten werden die Teile zu kompletten Rahmenstrukturen verschweißt.
Dipl.-Ing. Arndt Nottrott ist Leiter des Geschäftsbereiches Innenhochdruck-Technologie (Allform) der SPS Siempelkamp Pressen Systeme GmbH & Co. in Krefeld, Dipl.-Ing. Thorsten Schulze ist Vertriebsingenieur bei Allform und Dipl.-Ing. Georg Holzinger ist Projektingenieur am Allform-Entwicklungszentrum in Aalen www.sps-pressen.de
Die spezifischen Eigenschaften von Aluminium machen diesen Werkstoff für den Einsatz in der Fahrzeugindustrie besonders interessant. In Kombination mit dem Innenhochdruck-Umformverfahren (IHU) lassen sich völlig neue Wege in der Fertigung beschreiten.
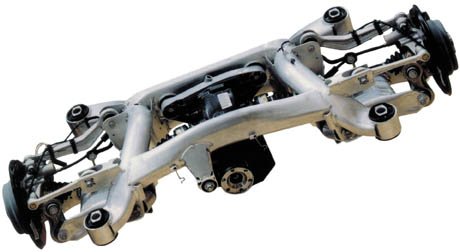
Ein Beispiel ist die Hinterachse des 5er BMW, die im wesentlichen aus zwei durch Innenhochdruck geformten Längs- und Querträgern besteht. Diese werden auf Pressen der SPS Siempelkamp Pressen Systeme GmbH & Co., Krefeld, hergestellt. Die Pressen bilden das Herzstück der weltweit ersten Großserienanlage für IHU-Teile. Diese läuft im Drei-Schicht-Betrieb und fertigt zur Zeit etwa 800 000 Teile pro Jahr. Die Auslastung der beiden 16 000-kN-Pressen beträgt 98 %, die technische Verfügbarkeit liegt bei über 95 % im Einsatz. Die Fertigungsqualität wird kontinuierlich überwacht. Derzeit liegt die Ausschussquote unter 0,3 %.
Als Ausgangsmaterial für die Längs- und Querträger dienen längsnahtgeschweißte Aluminiumrohre der Legierung AlMg3,5Mn. Diese werden zunächst auf einer Rohrbiegemaschine vorgeformt, gegebenenfalls wärmebehandelt und mit einem Gleitmittel beschichtet, um Werkstoffabrieb und Werkzeugverschleiß zu mindern. Industrieroboter legen die Werkstücke in die Presse ein. Sie werden mit etwa 1150 bar Innendruck umgeformt und anschließend ihre Enden bearbeitet. Danach werden sie gewaschen und zu einer fertigen Achse verschweißt.
Spaceframe-Konzepte
Beim Innenhochdruck-Umformen von Aluminium kommen neben geschweißten Rohren auch Strangpressprofile zum Einsatz. Dabei reichen die Querschnitte von Einkammerprofilen mit konstanten Wanddicken bis zu Mehrkammerprofilen unterschiedlicher Wanddicken mit diversen Flanschen. Der Umformvorgang beschränkt sich häufig auf ein Kalibrieren der Profile, die mit hohen Toleranzbreiten vom Werk angeliefert werden.
Bei Spaceframe-Konzepten werden die einzelnen Profile normalerweise mittels Gussknoten zur kompletten Rahmenstruktur verschweißt. Dies steigert deren Torsions- und Biegesteifigkeit. Gleichzeitig dienen die Gussknoten als Toleranzausgleich für das Fügen der Bauteile.
Ein Optimierungsansatz für das Spaceframe-Konzept liegt darin, die Anzahl der Bauteile unter anderem durch den Verzicht auf die Gussknoten zu reduzieren. Dies erweitert den Anwendungsbereich des IHU, da aufgrund der Fertigungstoleranzen des Strangpressens nur durch die IHU-Kalibrierung der meisten Strukturbauteile auf Gussknoten verzichtet werden kann.
Im Falle von Stahl-Spaceframes besteht ein Verbesserungsansatz darin, die Knoten in die Hydroformteile zu integrieren. Die Vorteile liegen in reduzierten Fügekosten aufgrund zweidimensionaler Nähte sowie darin, dass die Hydroformoperationen diverser Einzelteile in einer einzigen Hydroformoperation der gesamten, bereits verschweißten Struktur zusammengefasst werden.
Die Integration der Knotenbereiche in die hydrogeformten Bauteile bietet folgende Vorteile gegenüber dem Gussknotenkonzept:
– hohe Steifigkeit,
– keine Steifigkeitssprünge,
– verbessertes Crashverhalten durch erhöhte Verformbarkeit der Knoten sowie
– reduziertes Gewicht der Knotenbereiche.
Ein weiterer Optimierungsansatz zum Spaceframe-Konzept, aber auch für andere Anwendungsfälle, ist die Integration von Nebenformelementen. Hierzu wurde in Zusammenarbeit mit der Alcoa Automotive GmbH, Soest, ein Entwicklungsprojekt initiiert. Es zeigte, dass das Eingliedern von Nebenformelementen oder Arbeitsschritten, die ansonsten in einer Folgeoperation durchgeführt werden müssten, die Wirtschaftlichkeit des Gesamtprozesses steigert.
Warm-Innenhochdruck-Umformung
Beim Umformen von Aluminium stößt das IHU-Verfahren relativ früh an die durch das plastische Dehnungsvermögen des Materials gesetzten Grenzen. Dieser Nachteil lässt sich durch eine werkstoffgerechte Variation der Verfahrensparameter beheben. Entscheidend ist dabei die Temperatur des Materials während des Umformprozesses. Bekannte Dehnungswerte der für Massenteile relevanten Aluminium-Werkstoff-Familien liegen bei Raumtemperatur im günstigsten Fall zwischen 20 und 25 %. Durch Anheben der Umformtemperatur kann dieser Wert deutlich gesteigert werden.
Die temperaturbedingte Absenkung der Streckgrenze erlaubt es auch, die Innendrücke zu reduzieren. Somit ergeben sich deutliche Vorteile für das Aluminium-Warm-IHU: Beispielsweise lassen sich aufgrund der durch das Erwärmen des Werkstücks möglichen Dehnungen Geometrien erzielen, die bisher mit dem IHU-Verfahren selbst in Stahl nicht darstellbar waren. Außerdem erreichen die Integrationsmöglichkeiten von Nebenformelementen eine neue Dimension.
Hochdruck-Blechumformung
Die konventionelle Blechumformung wird durch die Reibung zwischen Werkzeug und Werkstoff erheblich beeinflusst. Den Werkzeug/Werkstoff-Kontakt zu vermindern, ist ein Weg, das Problem zu lösen. Zu erreichen ist dies, indem Stempel oder Unterwerkzeug durch ein Wirkmedium ersetzt werden.
Bei dem hier vorgestellten Verfahren zur Hochdruck-Blechumformung (HBU) großflächiger Teile ist das Wirkmedium eine Flüssigkeit. Eingesetzt wird eine vereinfachte, für diesen Anwendungsfall optimierte Presse, eine Zuhaltepresse. Sie leistet keine Umformarbeit, sondern dichtet ab. Der Stößel trägt den oberen Blechhalter, der die Platine druckdicht gegen das Unterwerkzeug presst.
Der Werkstückwechsel erfolgt, sobald das Werkzeug aus der Presse ausgefahren ist. Die vertikale Anordnung der Platine ermöglicht ein schnelles und einfaches Handling des Wirkmediums, da es durch die Schwerkraft aus dem Werkzeug entfernt wird. Zu den Vorteilen des vorgestellten HBU-Verfahrens gehören:
– große erreichbare Ziehtiefen,
– ein reduzierter Reibungseinfluss,
– das Kalibrieren der Bauteile durch Hochdruck im Wirkmedium sowie
– der einfache Aufbau der Zuhaltepresse durch ultrakurzen Hub.
Für die Zuhaltepresse wurde das Konzept des Wickelrahmens gewählt. Er besteht aus einem einteilig gegossenen Pressenrahmen, der mittels einer umlaufenden Drahtwicklung vorgespannt wird. Die Vorteile dieses Konzeptes sind:
– hohe übertragbare Kräfte bei kleinem Bauvolumen,
– eine einfache Rahmenkonstruktion sowie
– ein geringer Aufwand für Rahmenmontage.
Darüber hinaus sprechen die niedrigen Gesamtkosten für das Konzept.
Teilen:








{kind=link}