

Mit dem in Chemnitz entwickelten Bohrungsdrücken hält ein neues Umformverfahren für Hohlwellen Einzug in die Praxis. Es reduziert die Kosten und spart etwa die Hälfte des Materials. Mit diesen Eigenschaften dürfte es für viele Industriezweige interessant sein.
Alexander Friebel ist Wissenschaftsredakteur der TU Chemnitz
Karl-Marx-Stadt gegen Ende der 80er Jahre: Als sich Wissenschaftler der Technischen Universität mit der Frage beschäftigten, wie sich rotatorische und translatorische Wirkprinzipien, also Dreh- und Längsbewegungen, sinnvoll für die Umformtechnik koppeln lassen könnten, ahnten sie nicht, dass sie damit den Startschuss für ein neues und völlig eigenständiges Umformverfahren geben würden. Aber: Ihre Idee, durch das so genannte Bohrungsdrücken Hohlwellen herzustellen, wurde 1995 in einem Sonderforschungsbereich der Deutschen Forschungsgemeinschaft (DFG) aufgegriffen und neun Jahre lang erfolgreich fortentwickelt. Nun soll das neue Umformverfahren, dem Experten ein beträchtliches Marktpotenzial einräumen, in einem DFG-Transferbereich zur Praxisreife geführt werden und bis zum Jahr 2007 den Markt erobern.
„Das Bohrungsdrücken ist eine Erfolgsgeschichte, die an die große Tradition des sächsischen Maschinenbaus anknüpft“, sagt Prof. Dr. Reimund Neugebauer, TU-Professor für Werkzeugmaschinen und Leiter des ebenfalls in Chemnitz ansässigen Fraunhofer-Institutes für Werkzeugmaschinen und Umformtechnik (IWU). Er leitete den SFB 283 „Prozessketten der Massivumformung unter Aspekten der Produktivität und der Umweltverträglichkeit“ – übrigens der erste ostdeutsche SFB auf dem Gebiet des Maschinenbaus.
Neugebauer legte schon beim SFB nicht nur Wert auf wissenschaftliche Grundlagenforschung, sondern zugleich auf die Praxistauglichkeit des Verfahrens. Entstanden ist dabei die erste und bis heute weltweit einzige Bohrungsdrückmaschine, die BDM 2000, die von Wissenschaftlern der Universität und des Fraunhofer-IWU geplant wurde. Gebaut hat sie das Chemnitzer Maschinenbau-Unternehmen Niles Simmons in nur zehn Monaten.
Doch was ist neu am Bohrungsdrücken? Was der Fachjargon als Massivumformverfahren zur Herstellung rotationssymmetrischer Hohlteile bezeichnet, bringt Dr. Roland Glaß, einer der geistigen Väter des Verfahrens, auf den Punkt: „Eigentlich ist es nichts anderes als Töpfern mit Metall.“
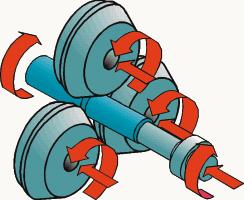
Wie der Ton auf einer Drehscheibe wird in der Bohrungsdrückmaschine ein massiver Rohling zum Rotieren gebracht und mit verschiedenen Umformwerkzeugen bearbeitet. Ein rotierender Stempel drückt geradlinig gegen das sich drehende Halbzeug und verdrängt den Werkstoff – wie es der Töpfer mit seinen Daumen täte – nach außen, wo er in den Wirkbereich von drei Drückrollen kommt. Die nehmen den Werkstoff buchstäblich in die Klemme und lassen ihn, entgegengesetzt zur Vorschubrichtung des Stempels, zurückfließen. Dadurch entsteht eine innen hohle, rohrförmige Welle, die länger ist als der ursprüngliche Rohling. In Abhängigkeit von der Stempelform können dabei napfförmige Teile mit kreisrunden Innenformen, Innenprofilen und Innenpolygonen hergestellt werden, wobei die Außenkontur allein durch die Kinematik der abwälzenden Drückrollen bestimmt wird.
Im Vergleich zum Tiefbohren, einem herkömmlichen spanenden Verfahren, zeichnet sich das Bohrungsdrücken vor allem dadurch aus, dass bis zu 80 % der Kosten und etwa 50 % des bislang üblichen Materialeinsatzes einspart werden können, schätzt Prof. Neugebauer. Durch die günstige Überlagerung der Wirkprinzipien komme das Bohrungsdrücken zudem mit bis zu einem Zehntel der Längskraft aus, die in vergleichbaren Verfahren erforderlich ist. Das begünstigt die Fertigung besonders langer Teile. Das Bohrungsdrücken überzeuge zudem häufig auch dort noch mit guten Umformergebnissen, wo konkurrierende Verfahren passen mussten. Gerade bei Werkstoffen, die schwierig zu bearbeiten sind – etwa bei hochfesten Stahlsorten, Nichteisenmetallen oder Sonderlegierungen – sei das Bohrungsdrücken im Vorteil, ebenso bei der Herstellung dickwandiger und nicht handelsüblicher Teile. Und durch die überdurchschnittlich hohe Materialausnutzung von 90 % empfehle sich das Bohrungsdrücken für die Bearbeitung teurer Werkstoffe, die möglichst abfallarm zu bearbeiten sind.
Besonders interessant dürfte das innovative Umformverfahren für die Automobilindustrie sein. Dass heute in aller Regel noch massive Getriebe- oder Antriebswellen in die Fahrzeuge eingebaut werden, passt nicht so recht zum Ziel der Autobauer, in Zukunft bis zu 15 % der Masse im Antriebsbereich einzusparen. „Der Einsatz von Hohlwellen würde helfen, kräftig Spritkosten einzusparen“, so Prof. Neugebauer. Doch auch für den Maschinenbau oder die Medizintechnik verspricht sich der Experte aus Chemnitz interessante Anwendungsmöglichkeiten.
Dass sich das Verfahren in der Praxis durchsetzt, dafür soll der Ende Juni eingerichtete Transferbereich sorgen. Er wird mit 1 Mio. Euro von der DFG unterstützt. Der Schwerpunkt des Transferbereichs liegt darauf, die Prozesskette weiterzuentwickeln. Sie soll genaue und anspruchsvolle Baugeometrien und bestimmte Festigkeitseigenschaften gewährleisten. Darüber hinaus sind neue Berechnungen anzustellen und die Steuerung der Umformmaschine weiterzuentwickeln. Zu diesem Zweck kommt auch das „Virtual Reality Center Production Engineering“ der Chemnitzer Uni zum Einsatz.
Auf Grund des Potenzials des Bohrungsdrückens konnten bereits Kooperationspartner gewonnen werden, darunter die Buderus AG aus Wetzlar und die Denklinger Hirschvogel Umformtechnik GmbH. Prof. Neugebauer blickt nach vorn: „Bis zum Jahr 2007 soll das neue Umformverfahren bis zur Serienreife entwickelt sein.“
Teilen:








{kind=link}