Mit der 3D-Laserschneid- und -schweißanlage TLC 1005 hat die Dietrich Aldinger GmbH Metallwarenfabrik ihr Angebotsspektrum deutlich erweitert. Da sich die Arbeits-tische getrennt verfahren lassen, kann hauptzeitparallel be- und entladen werden.
Von unserem Redaktionsmitglied Dr. Bernhard Reichenbach
Wir erledigen damit Aufgaben quer durch den Gemüsegarten“, umschreibt Dietrich Aldinger die vielfältigen Einsatzmöglichkeiten seiner 3D-Laserschneid- und -schweißanlage Lasercell TLC 1005 von Trumpf, Ditzingen. Der studierte Elektrotechniker ist Geschäftsführer der in Nagold im Schwarzwald ansässigen Dietrich Aldinger GmbH Metallwarenfabrik.
Das Familienunternehmen konstruiert und fertigt mit 130 Mitarbeitern auftragsbezogen Teile aus allen gängigen Werkstoffen für die Luftfahrt-, Sanitär-, Büro-Möbel, Automobil-, Elektro- und Elektronikindustrie. Monatlich verarbeiten die Schwarzwälder mit ihrem breit gefächerten Maschinenpark zwischen 150 und 200 t Stahl bis 20 mm Dicke, mehr als 100 t Edelstahl bis 12 mm und 30 bis 40 t Aluminium bis 6 mm Dicke.
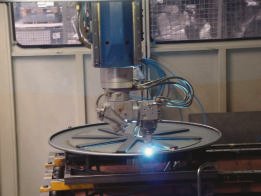
Die TLC 1005 ist seit Anfang 1999 bei Aldinger im Einsatz. Ihre Kernkomponenten sind neben dem Laseraggregat das Strahlführungssystem, Fokussieroptiken, die Systemsteuerung, eine Kabine zum Absichern des Arbeitsbereichs sowie eine Absaugung zum Reinigen der Abluft. Die modular konzipierte Anlage arbeitet nach dem Prinzip der fliegenden Optik. Dabei bewegt sich die Bearbeitungsoptik über dem Teil, das auf einem feststehenden Arbeitstisch ruht.
Das derzeitige Einsatzspektrum der Maschine reicht vom Beschneiden von Aluminium-Tiefziehteilen oder Titan-Hüftgelenken bis zum Schweißen von Edelstahl-Hauben, Waagengehäusen oder Behältern mit einem Volumen von bis zu 1 m³. Die Losgrößen liegen zwischen 1 und 5000. Geschnitten werden zu jeweils rund 40 % Edelstahl und Aluminium sowie 10 bis 20 % Stahl, geschweißt werden je zur Hälfte Teile aus Stahl und Edelstahl.
Die Anlage eignet sich jedoch nicht nur zum Laserschneiden und -schweißen, sondern auch zum Oberflächenbehandeln von 2D- und 3D-Werkstücken. Die Oberflächenbearbeitung per Laser – beispielsweise das Härten von Werkzeugen – stand bei Aldinger zwar bisher noch nicht auf dem Programm, es soll aber in Kürze eingeführt werden. Auch Rohre bearbeiten die Nagolder mit dem 5-Achsen-System bislang nicht. Es ist jedoch für den Einsatz einer zusätzlichen Drehachse zu diesem Zweck vorbereitet.
Bei den Aufgaben, die die TLC 1005 derzeit erledigt, handelt es sich zu einem großen Teil um solche, die das Unternehmen mit seinem bisherigen Equipment nicht ausführen konnte. Dies war, so Dietrich Aldinger, auch der Hauptgrund für den Kauf: „Wir haben die Anlage angeschafft, um unser Leistungsspektrum zu erweitern.“ Das Investitionsvolumen lag bei 1,5 Mio. DM, geliefert wurde binnen sechs Monaten. Zusätzliche Aufwendungen in geringer Höhe verursachte nur das Verlegen von Schienen im Hallenboden für die beiden nebeneinander angeordneten Arbeitstische. „Da die Tische getrennt verfahren werden können, haben wir die Möglichkeit, hauptzeitparallel zu be- und entladen“, freut sich Aldinger.
Was den Arbeitsbereich angeht, hat sich der Geschäftsführer für die maximal möglichen Abmessungen entschieden: Der Verfahrweg in X-Richtung – über die beiden gleichgroßen Arbeitstische hinweg – misst 4000 mm. Die Alternativen wären 1250, 2000 oder 3000 mm gewesen. Die Verfahrwege in Y- und Z-Richtung sind bei allen Varianten gleich: 1500 mm und 500 mm.
Auch beim Laser hatte Aldinger die Wahl: Je nach Bearbeitungsaufgabe und Materialdicke kann die TLC 1005 mit einem CO2-Laser mit einer Strahlleistung von 700 bis 12 000 W oder einem Nd:YAG-Laser mit 500 bis 4000 W Leistung ausgerüstet werden. Aldinger entschied sich – entsprechend der zu erledigenden Aufgaben – für einen 5-kW-CO2-Laser.
Die vielfältigen Einsatzmöglichkeiten des Lasers lassen sich erst mit Hilfe prozessgerechter Fokussiersysteme voll nutzen. Mittels Adapterelementen können unterschiedliche Optiken und Zusatzmodule eingesetzt werden. Zur Prozesskontrolle stehen taktile oder be-rührungslose Sensoren zur Verfügung.
Die Fokuslage des Laserstrahls am Werkstück wird durch in den Strahlengang integrierte optische Komponenten konstant gehalten. Dies ist bei großen Bearbeitungsbereichen und damit langen Strahlwegen eine Grundvoraussetzung für eine gleichbleibende Fertigungsqualität. Die berührungslose Sensorik Dias III hält selbst bei komplexen 3D-Teilen den voreingestellten Abstand zwischen Bearbeitungskopf und Werkstückoberfläche über alle Konturen hinweg konstant. „Dies wirkt sich positiv auf die Schneid- und Schweißqualität aus“, merkt Dietrich Aldinger an. Ein weitere Hilfsmittel, um hohe Prozessgeschwindigkeit, -qualität und -sicherheit zu verbinden, ist die standardmäßige analoge Laserleistungssteuerung. Sie passt die Leistung des Lasers optimal an die jeweiligen Bearbeitungssituation an.
Für eine hochdynamische Mehrachsen-Bearbeitung muss die Information sehr schnell verarbeitet werden. Moderne Steuerungstechnik, die auf der offenen Siemens Sinumerik 840 D basiert, macht’s möglich. „Die tätigkeitsorientierte Windows-Bedienoberfläche erleichtert das Handling der Anlage und ermöglicht eine kundenspezifische Anpassung“, berichtet Aldinger. Programmierzyklen und die automatische Teach-Routine ACT reduzieren den Aufwand beim Erstellen oder Optimieren von Programmen. Eine integrierte Online-Hilfe unterstützt den Bediener beim Programmieren. Umfangreiche mitgelieferte Lasertechnologie-Tabellen liefern optimierte Bearbeitungsparameter für eine Vielzahl von Maschinenkonfigurationen und Applikationen.
Ein umfangreiches Schulungsprogramm beim Hersteller und beim Kunden soll dem Bedien- und Wartungspersonal helfen, sich rasch einzuarbeiten und die Anlage sicher zu beherrschen. Bei Aldinger sind sechs Mitarbeiter entsprechend ausgebildet. „Einer ist stets präsent, wenn die Anlage läuft“, geht der Geschäftsführer auf Nummer Sicher.
Bei auftretenden Problemen wird zunächst der Betriebselektriker zu Rate gezogen. Er entscheidet über das weitere Vorgehen. Wartung und Instandhaltung sind ansonsten Sache des Herstellers. Dieser bietet Teleservice über Modem sowie Telefon- und Vor-Ort-Service, um dem Kunden rasch Hilfe zu leisten. „Diese Dienste haben wir aber noch nicht oft in Anspruch nehmen müssen“, verversichter Aldinger.
Die hohe Verfügbarkeit und Leistungsfähigkeit des Systems tragen wesentlich dazu bei, dass der Geschäftsführer eine positive Bilanz ziehen kann: „Wir möchten auf die Anlage nicht mehr verzichten.“ Und nicht nur das: Die Nagolder wollen sich eine weitere 3D-Laseranlage für noch größere Werkstücke zulegen.
Integrierte Online-Hilfe unterstützt Bediener beim Programmieren 3D-Laserbearbeitungssystem: Konzipiert für große Werkstücke
Die TLC 6005 erweitert die Baureihe der Lasercell-Anlagen zum Bearbeiten von 3D-Werkstücken. Das von der Trumpf GmbH + Co. KG, Ditzingen, hergestellte System eignet sich speziell zum Schneiden und Schweißen großer, voluminöser Werkstücke. Wie mit den beiden kleineren Varianten TLC 1000 und TLC 1005 können damit auch ebene Bleche sowie Profile und Hohlprofile bearbeitet werden. Die Maschine ist in Portalbauweise ausgeführt. Ihr stabiler Aufbau soll selbst bei hoher Dynamik zu hoher Genauigkeit über den gesamten Arbeitsbereich beitragen. Der große Arbeitsraum ist von drei Seiten zugänglich. Je nach Ausbaustufe der Anlage können die zu bearbeitenden Werkstücke in den Arbeitsraum gefahren oder durch ihn hindurch geschleust werden.
3D-Laserbearbeitungssystem Trumpf Lasercell TLC 1005: Technische Daten
Arbeitsbereich X 1250, 2000, 3000
oder 4000 mm
Y 1500 mm
Z 500 mm
C n x 360°
B ± 120°
Geschwindigkeit X-Achse 50 m/min
Y-Achse 50 m/min
Z-Achse 30 m/min
C-Achse 360°/s
B-Achse 360°/s
Genauigkeit
kleinstes programmierbares Wegmaß 0,001 mm
Positionsabweichung Pa 0,1 mm
mittlere Positionsstreubreite 0,03 mm
Teilen:








{kind=link}