


Klassische Spezialmaschinen decken laut Dr. Volker Sellmeier kleine Kegelradverzahnungen nicht mehr ausreichend ab. „Deren Hersteller fokussieren sich seit einigen Jahren auf großmodulige Verzahnungen“, sagt der Leiter der Technologieentwicklung bei Index. Natürlich könne man auch auf diesen Maschinen kleinere Verzahnungen herstellen. Die Frage sei nur, ob das wirtschaftlich ist.
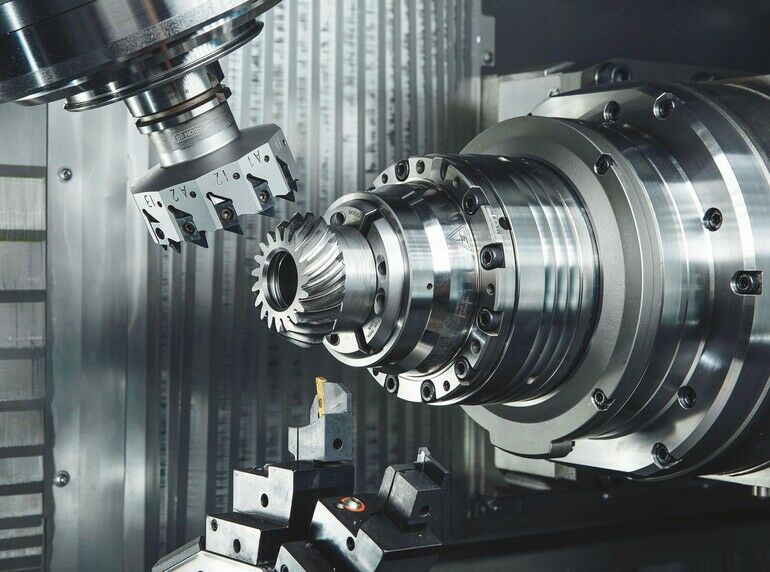
Genau diese Verzahnungen im Modulbereich zwischen 0,6 und 4 mm decken die 5-achsigen Dreh-Fräs-Zentren des Esslinger Maschinenbauers in Kombination mit den Werkzeugen von Paul Horn ab. Die Besonderheit dabei: Der Nutzer braucht zum Verzahnen keine Spezialmaschine mehr! Die universellen Dreh-Fräs-Zentren – ergänzt um spezielle Technologiezyklen – fertigen Kegelräder von der Stange. Komplett fertig, bis aufs Härten. Und: Anders als eine klassische Verzahnungsmaschine, bieten sie dem Anwender die Möglichkeit – je nach Auftragslage – auch ganz andere Werkstücke zu bearbeiten.
Philipp Dahlhaus, Leiter Produktmanagement bei Horn in Tübingen, ergänzt: „Zu den entscheidenden Vorteilen unseres Prozesses gehört, dass wir Kegelräder in einer Aufspannung bearbeiten und so diverse Umrüstvorgänge und die damit verbundenen Genauigkeitsverluste eliminieren.“ Während auf einer klassischen Verzahnungslinie die Teile zum Drehen, Bohren, Fräsen, Verzahnen und Entgraten auf verschiedenen Maschinen gerüstet werden müssen, erfolgen beim Index-Horn-Prozess all diese Schritte auf dem Dreh-Fräs-Zentrum. Hinzu kommt, dass die entfallenden Rüstvorgänge nicht nur der Qualität zugute kommen, sondern auch die Durchlaufzeit verkürzen.
Auch für Minilose interessant
Ein weiterer, nicht zu vernachlässigender Vorteil ist die hohe Flexibilität des universellen Prozesses, der dadurch auch für kleine Stückzahlen interessant ist. „Unter unseren Kunden befinden sich Lohnfertiger, die Prototypen oder Lose mit 20 bis 200 Teilen herstellen, ebenso wie Serienfertiger, die Millionen-Stückzahlen produzieren“, berichtet Sellmeier. Diese Flexibilität, verbunden mit der Tatsache, dass keine hohen Investitionen in Spezialmaschinen nötig sind, mache das Verzahnen auch für kleinere und mittlere Betriebe interessant. „Damit können sich Unternehmen, die bislang extern verzahnen ließen, neue Wertschöpfungspotenziale erschließen, die gute Perspektiven für weiteres Wachstum bieten.“
Mit einer Maschine auszukommen, wo zuvor drei oder vier nötig waren, wird in Zeiten eines sich verschärfenden Fachkräftemangels und des Strebens, Betriebsflächen nachhaltiger zu nutzen, ebenfalls zu einem schlagkräftigen Argument.
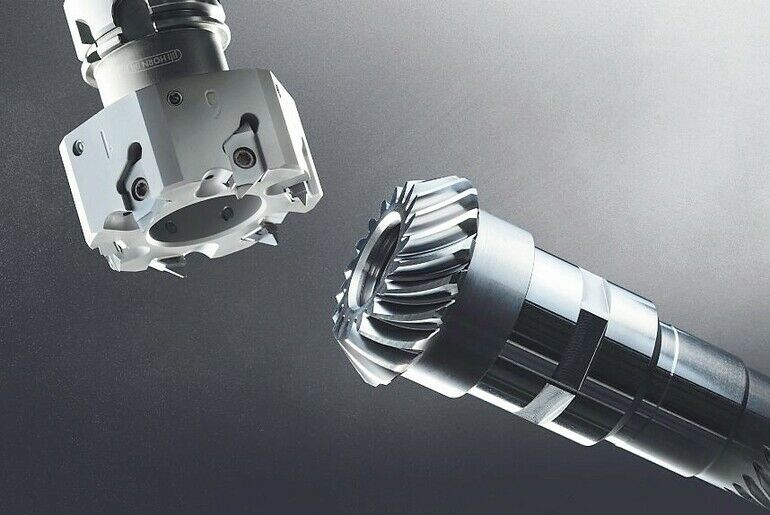
Das grundsätzliche Verfahren, Kegelräder auf einer Universalmaschine zu fertigen, hat Index 2013 auf der EMO in Hannover erstmals vorgestellt. Doch seither ist viel passiert. Zu Beginn arbeiteten die Esslinger ausschließlich mit dem kontinuierlichen Teilverfahren, auch Face Hobbing genannt. Die dabei eingesetzten Messerköpfe hatten anfangs nur zwei oder drei Schneiden. Heute finden bis zu sechs Schneidplatten auf dem Werkzeug Platz. Neben solchen Optimierungen führte die Weiterentwicklung im Lauf der Jahre auch zu einer anderen Fertigungsstrategie – dem so genannten Einzel-Teilverfahren.
Während beim kontinuierlichen Teilen Werkzeug und Werkstück konstant rotieren, wird beim Einzel-Teilverfahren jede Zahnlücke komplett fertig bearbeitet, das Werkzeug dann aus dem Eingriff genommen, das Werkstück weitergedreht und dann die nächste Zahnlücke gefräst. Die so entstehende Zahnlängsform beschreibt einen Kreisbogen – nicht wie beim kontinuierlichen Teilverfahren eine Epizykloide. Dadurch können die Kegelräder nach der Weichbearbeitung und dem Härten noch geschliffen werden. Mittels kontinuierlichem Teilen hergestellte spiralisierte Kegelräder lassen sich nach der Warmbehandlung nicht mehr schleifen.
Hohe Fräsgenauigkeit macht Feinbearbeitung überflüssig
Für viele Anwendungen ist das aber auch gar nicht nötig, wie Sellmeier erläutert: „In unserer eigenen Kegelradfertigung – etwa für unsere Werkzeughalter – erreichen wir in der Weichbearbeitung prozesssicher die Genauigkeitsklasse IT5. Fallen wir durch das Härten auf IT 6 oder 7 ab, dann ist das in 80 bis 90 % der Fälle noch immer ausreichend.“ Ein weiteres Argument fürs kontinuierliche Teilen: Die Kinematik beim einzelteilenden Prozess ist komplexer. Sie beschäftigte die Entwickler einige Zeit, ist aber laut Sellmeier inzwischen gelöst, so dass bereits mehrere Maschinen ausgeliefert werden konnten.
Beim Einzel-Teilverfahren können größere Messerköpfe mit deutlich Schneiden eingesetzt werden. „Und je mehr Schneiden das Werkzeug hat umso schneller kommt das fertige Bauteil aus der Maschine und umso produktiver und wirtschaftlicher ist der Prozess“, betont Philipp Dahlhaus.
Gemeinsam zu innovativen Lösungen
Beim Kegelradabwälzfräsen arbeiten Index und Horn erst seit 2019 zusammen. Seither haben die Partner jedoch entscheidende Fortschritte hinsichtlich Teilequalität und Produktivität realisiert. Doch das Thema Prozessentwicklung verbindet beide Unternehmen schon länger. „Vor dem Kegelradfräsen haben wir schon das Wälzschälen, das Polygondrehen oder das High-Speed-Wirbeln gemeinsam auf die Spur gebracht“, berichtet Dahlhaus. Und Sellmeier ergänzt: „Die örtliche Nähe ist für uns ein riesiger Vorteil dieser Partnerschaft. Dadurch können wir viele komplexe Themen einfach und schnell persönlich besprechen.“ Selbst Sonderprozesse seien bereits in kurzer Zeit gemeinsam umgesetzt worden.
Die Effizienz des Prozesses beruht auch auf der Präzision, mit der Horn sowohl die Messerkopf-Grundkörper als auch die Schneidplatten herstellt. Dadurch kann das Ausrichten der Schneiden zueinander entfallen. Und das wiederum vereinfacht und beschleunigt das Werkzeughandling für den Anwender. Allerdings fordern die geringen Toleranzen im µm-Bereich das ganze Know-how des Werkzeugherstellers. „Und das wird umso anspruchsvoller, je mehr Schneiden der Messerkopf hat“, betont Dahlhaus.
Die Schwierigkeit besteht zudem darin, Geometrie und Kontur der Schneide in Verbindung mit Span- und Freiwinkeln so zu kombinieren und dabei Profilverzerrungen zu berücksichtigen, dass am Ende die gewünschte Zahnform entsteht. Denn: „Trotz aller Berechnungstools, die uns heute zur Verfügung stehen, kann es passieren, dass die vorgegebene Zahnform nicht auf Anhieb passt“, berichtet der leitende Produktmanager. „Zu erkennen, an welcher Stellschraube wir dann drehen müssen, um das zu korrigieren, erfordert viel Know-how!“
Noch vor wenigen Jahren habe das Wissen gefehlt, wie Geometrie, Substrat und Beschichtung zu kombinieren sind, um beim Kegelradabwälzfräsen das bestmögliche Ergebnis zu erzielen. Die zweischneidigen Platten werden für die jeweilige Verzahnung ausgelegt. Während sich beim kontinuierlichen Prozess die Werkzeuge in einem gewissen Rahmen standardisieren lassen, müssen sie beim Einzel-Teilverfahren grundsätzlich individuell angepasst werden.
Beschichtungstechnik bringt Fortschritt
„Permanentes Weiterentwickeln sowohl der Werkzeuge als auch der Prozesse hat in den letzten Jahren entscheidende Fortschritte ermöglicht“, sagt Dahlhaus. Gerade die Investitionen in die hauseigene Beschichtungstechnik würden sich heute auszahlen. Wenn für die Schneiden nur eine Toleranz von 2 bis 3 µm zulässig ist, dann sei es entscheidend, dass die Schichtdicke exakt passe. Deshalb beschichte Horn alle hochgenauen Platten selbst. Doch das Qualitätsplus ist dafür nur ein Argument, Lieferzeit und Termintreue sind weitere. „Nicht zuletzt durch die Inhouse-Beschichtung können wir schnell liefern – wenn´s eilig ist, innerhalb von fünf Arbeitstagen.“
Simulation offenbart schnell die Auswirkungen veränderter Prozessparameter
Hilfreich fürs Auslegen der Prozesse beim Kegelradabwälzfräsen ist ein Simulationstool, das Index in den letzten Jahren entwickelt hat. „Es zeigt uns sehr schnell, wie sich Veränderungen an einzelnen Stellschrauben auswirken“, sagt Sellmeier. „Das nötige Wissen haben wir uns über die letzten Jahre erarbeitet. Heute können wir sehr genau vorhersagen, wie die Zahnflanken oder die Tragbilder reagieren, wenn wir einzelne Prozessparameter verändern.“
Dieses Wissen zusammenzutragen, war laut Sellmeier nicht einfach. „Das Verzahnungs-Know-how war in der Vergangenheit auf wenige Hersteller konzentriert, die ihr Wissen ziemlich restriktiv verwalteten.“ Darüber, wie die Achsen zueinander verfahren müssen, damit das gewünschte Ergebnis entsteht, seien so gut wie keine Informationen verfügbar. „Wir – und auch andere Maschinenbauer – sind aber gerade dabei, diese Geheimnisse aufzubrechen. Dabei hat sich gezeigt, dass unsere Maschinen genauso gute oder bessere Verzahnungen herstellen können, wenn die Zyklen passen.“
Prozess erfordert weniger Spezialwissen als klassische Verzahnungslinie
Ihre Technologiezyklen haben die Esslinger Ingenieure so ausgelegt, dass sie die Komplexität für den Nutzer reduzieren und er die erforderlichen Parameter recht einfach eingeben kann. Insofern erfordere das Verzahnen auf einem Dreh-Fräs-Zentrum deutlich weniger Spezialwissen als auf einer klassischen Verzahnungslinie. „Natürlich sind Fachkenntnisse im Umgang mit einer modernen CNC-Maschine erforderlich, um solch komplexe Bauteile herzustellen“, betont Sellmeier. „Aber dank der intuitiven Bedienung, müssen selbst bei Abweichungen von den Sollwerten der Verzahnung nur einige Korrekturwerte aus dem Messprotokoll eingegeben werden. Den Rest erledigt der Zyklus automatisch.“
Für die komplette Bearbeitung einer typischen Verzahnung, wie sie Index beispielsweise in seinen Werkzeughaltern verbaut – Modul zwischen 1,5 und 2,5 und 30 bis 40 Zähne –, veranschlagt Sellmeier inklusive Vordrehen, Bohren, Polygon herstellen und Verzahnen zwischen 2,5 und 3,5 min. Die reine Fertigungszeit sei mit dem klassischen Prozess vergleichbar, allerdings falle dort die Handlingszeit weit mehr ins Geweicht, weil das Bauteil mehrfach umgespannt und von Maschine zu Maschine transportiert werden muss. Noch entscheidender sei in diesem Zusammenhang, dass durch das mehrfache Umrüsten Ungenauigkeiten und Rundlauffehler entstehen, die das Bearbeiten in einer Aufspannung eliminiert.
„Genauigkeitssteigernd wirkt sich zudem aus, dass unsere Maschine das Kegelrad vorfertigt und verzahnt, dann das Rohteil an die Gegenspindel übergibt und absticht. Erst jetzt wird die Anlagefläche überdreht und damit das Einbaumaß erzeugt“, erläutert Sellmeier. Beim klassischen Prozess werde die Einbaumaß-bestimmende Anlagefläche bereits im Rahmen der Vorfertigung erzeugt. Kommt es dabei zu Streuungen, können diese nur ausgeglichen werden, indem die nachfolgende Verzahnungsmaschine die Zähne mehr oder weniger tief fräst. Somit biete das universelle Verfahren auch hier Qualitätsvorteile.
 Mona Willrett, Redakteurin Industrieanzeiger
Mona Willrett, Redakteurin IndustrieanzeigerBild: Tom Oettle
Prozesse kreativ entwickeln
Bewährtes mit Neuem kombinieren, Prozesse neu denken – so lassen sich in der Fertigungstechnik noch immer signifikante Fortschritte erzielen. Wenn kreative Partner zusammenfinden, ist vieles möglich. Was mich an unserem Beispiel der Kegelradfertigung auf Dreh-Fräs-Zentren besonders freut: Bits und Bytes sind hier ein Werkzeug, das den Weg zum Ziel ebnet. Zu oft scheinen mir in letzter Zeit Digitalisierung und KI weniger Mittel zum Zweck als vielmehr Selbstzweck.

Hier finden Sie mehr über:








{kind=link}