



Schnell und produktiv wie ein Langdreher und dabei einfacher zu handhaben – der Kurzdrehautomat TNL 12K verbindet die Vorteile beider Maschinenkonzepte. Zudem geht er sparsamer mit Reststücken um und begnügt sich mit weniger fein toleriertem Material. Beides bedeutet für den Anwender einen geldwerten Vorteil.
Von unserem Redaktionsmitglied Haider Willrett haider.willrett@konradin.de
Konrad Damasko baut exklusive Uhren. Viele der Präzisionsteile für seine mechanischen Chronographen fertigen Mitarbeiter seines Metallbearbeitungsbetriebs in Barbing auf einem Kurzdrehautomaten vom Typ Traub TNL 12K. Bis zu vier Werkzeuge spanen dabei gleichzeitig und unabhängig voneinander. Die Maschine erreicht eine Produktivität, die sonst Langdrehern vorbehalten ist. Anders als diese kommt sie jedoch ohne Führungsbüchse aus. „Das vereinfacht die Bedienung erheblich“, sagt Hans-Joachim Koschig. Er ist Vertriebsleiter beim Reichenbacher Drehmaschinen-Hersteller Traub GmbH und begründet seine Aussage mit der genauen Einstellung der Führungsbüchse, die viel Erfahrung erfordere und für jedes Material neu justiert werden müsse. Die Folge der einfacheren Handhabung: kürzere Rüstzeiten.
Modular aufgebaut, lässt sich die Ausstattung der TNL 12K auf die Bedürfnisse des Kunden zuschneiden. In der höchsten Ausbaustufe hat die Maschine neun Linearachsen, zwei Revolver, sowie einen Front- und einen Rückapparat. Komplexe Teile sechsseitig fertig zu bearbeiten, soll damit kein Problem sein. Während der Frontapparat und die beiden Revolver an einem Werkstück spanen, kümmert sich der Rückapparat um die Rückseite des vorherigen Teils.
Beide Revolver bieten Platz für bis zu sechs angetriebene Werkzeuge. Front- und Rückapparat haben jeweils vier Stationen. In der Summe macht das 20 Tools. Reicht das nicht, kann der Anwender mit Hilfe von Doppelhaltern bis zu 38 Werkzeuge einsetzen. „Über eine zentrale Spannschraube lässt sich jede Station mit einem Handgriff rüsten, und das mit einer Wiederholgenauigkeit von 10 µ“, erläutert Koschig. „Ein Werkzeughalter ist damit in 30 Sekunden gewechselt.“
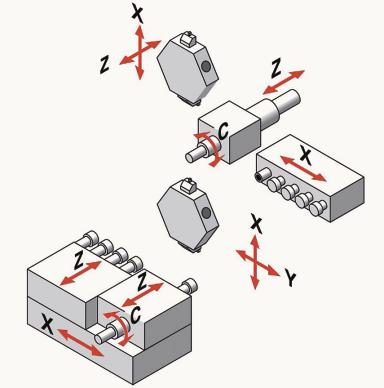
Zwei unabhängige, rechtwinklig zueinander liegende Arbeitsebenen, in denen zum einen die beiden Revolver und zum anderen der Front- und der Rückapparat angeordnet sind, bannen laut Koschig die Kollisionsgefahr beim gleichzeitigen Spanen mit mehreren Werkzeugen. Besonderen Wert legt der Vertriebsleiter darauf, dass die Tools beim simultanen Eingriff unabhängig voneinander arbeiten. „Das unterscheidet uns vom Wettbewerb. Bei uns hat jedes Werkzeugsystem seine eigenen Achsen in X- und Z-Richtung.“ Dadurch sei die Maschine sehr vielseitig, und auch die Prozesssicherheit und die Produktivität profitierten davon.
Anwender Damasko bestätigt Koschigs Aussagen. Seit der Unternehmer Ende 2002 die TNL 12K einführte, „gab es keinerlei Probleme mit der Maschine“. Traub hat die Anlage mit zwei Damasko-Teilen im Werk eingerichtet und anschließend in Barbing installiert. Seither laufe sie im Drei-Schicht-Betrieb ohne Klagen. Neben Uhrenteilen – etwa Kronen oder Drücker, die teilweise Längsverzahnungen und -rändel haben – fertigt Damasko auch Zulieferteile für die Elektroindustrie und den allgemeinen Maschinenbau. Begeistert äußert er sich über die Vielseitigkeit und die Präzision des Kurzdrehers. „Wir bearbeiten beispielsweise Stifte für Kugellager in einem Arbeitsschritt komplett fertig. Ihr Durchmesser beträgt 0,8 Millimeter, und die Toleranz liegt bei 2 µ.“ Die Losgrößen reichen in Barbing im Allgemeinen von 1000 bis zu 20 000 Teilen. Koschig ergänzt: „Wir haben Kunden, die ihre TNL als reine Einzweckmaschine an sieben Tagen pro Woche rund um die Uhr laufen lassen. Andere fahren Kleinserien mit 200 oder 300 Stück.“ Auch für vorbearbeitete Teile, die mittels Magazinkanal beladen werden, eigne sich die Anlage.
Das Entwicklungsziel des zum Esslinger Index-Konzern gehörenden Dreh-Spezialisten war eine Maschine, die schnell umzurüsten und einfach zu programmieren ist. Dazu tragen auch das Design mit dem von zwei Seiten zugänglichen Arbeitsraum und die Steuerung TX8i bei. Die Hardware der CNC stammt von Mitsubishi, das Innenleben und die Software hat Traub selbst entwickelt. „Für aufwendige kinematische Abläufe, etwa wenn vier Werkzeuge gleichzeitig und unabhängig spanen, gibt’s keine Lösung von der Stange“, begründet Hans-Joachim Koschig den Aufwand. Jede Steuerungsgeneration werde vom gleichen Team entwickelt. „Deshalb bauen die einzelnen Versionen konsequent aufeinander auf.“ Der Vorteil für den Anwender: Hat er das Prinzip einmal verinnerlicht, kann er nach einer kurzen Einweisung auch mit der neuen Generation arbeiten.
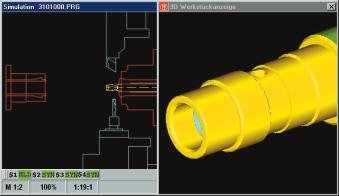
Mit der integrierten Dialogtechnik können Prozessabläufe überwacht und selbst komplexe Teile direkt an der Maschine programmiert sowie fertige Programme editiert werden. „Ob Revolver, Front- oder Rückapparat, jedes Teilsystem lässt sich einzeln programmieren“, beschreibt Koschig einen Grund für die Vielseitigkeit des Kurzdrehers. Mit Hilfe eines Simulationssystems kann der Bediener direkt an der Maschine die einzelnen Arbeitsgänge kontrollieren. Realistische Echtzeitsimulationen verkürzen die Einrichtzeit. Zur Serienausstattung gehört eine 3D-Grafik, mit der sich die Werkstückgeometrie prüfen lässt. Neben der visuellen Kollisionskontrolle sorgt eine sensible Werkzeugbruch- und Verschleißkontrolle für Sicherheit. Dazu werden sämtliche Achsmotoren permanent überwacht. Zusätzliche Sensoren sind nicht erforderlich.
Die Schaltzeit der Revolver gibt Traub mit 70 ms an, die Span-zu-Span-Zeit mit 0,3 s. „Durch die superschnelle Revolverschaltung, kurze Verfahrwege und die hohe Dynamik der Spindel- und Achsantriebe erreichen wir extrem kurze Taktzeiten“, betont Koschig. Je nach Komplexität der Bauteile können die zwischen wenigen Sekunden und einigen Minuten liegen. Gegenüber linear angeordneten Werkzeugsystemen bieten die hochdynamischen Revolver noch einen weiteren Vorteil: Anhaftende Späne werden beim Schaltvorgang heruntergeschleudert und haben dadurch keinen Einfluss auf den Prozess.
Die 27 seit Ende 2002 ausgelieferten TNL 12K fertigen unter anderem Hydraulikkomponenten, Teile für die Mess- und Steuertechnik, für die Elektro- und Medizintechnik, für den allgemeinen Maschinenbau und die Optische Industrie sowie Elemente für Schmuck und Uhren. Zerspant werden Stähle aller Art, Kunststoffe, Teflon, Messing, Titan, Gold oder Platin. Wer den Materialwert der letztgenannten Edelmetalle bedenkt, der kann einen weiteren Nutzen der eingesparten Führungsbüchse ermessen: Die Stangenreste haben nur rund ein Drittel der Länge jener Stücke, die ein Langdreher übrig lässt. Für einen geldwerten Vorteil sorgt zudem das Rohmaterial, an das hinsichtlich Form- und Maßtoleranzen weniger hohe Anforderungen gestellt werden und das deshalb billiger ist. „Mit der TNL 12K haben wir uns auch das Ziel gesetzt, Anwendern, die bisher im Kurzdrehbereich tätig sind, die Produktivität eines Langdrehers zu erschließen, ohne ihnen dessen Nachteile zuzumuten“, sagt Traub-Vertriebsleiter Koschig.
Referenzteil

Steuerschieber
Werkstoff 42 Cr Mo V4
Rohteilmaße (mm) ø 10,2 h11 x 3000
Das Werkstück wurde jeweils in einer Aufspannug komplett bearbeitet
Taktzeit
CNC-Drehzentrum 73 s
Kurzdrehautomat TNL 12K 54 s
Vergleich Maschinenstundensatz
CNC-Drehzentrum 100 %
Kurzdrehautomat TNL 12K ca. 80 %
Teilen:








{kind=link}