
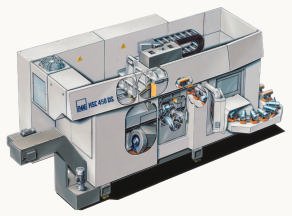


Außer kurzen Futterteilen lassen sich auf den Zentren der neuen Generation auch wellenförmige Werkstücke vertikal laden und bearbeiten.
Seit der Vorstellung seiner ersten vertikalen Pick-up Drehzentren im Jahr 1992 hat die Salacher GmbH ihre Maschinen beharrlich zu multifunktionalen Produktionsmitteln ausgebaut. Und waren die Zentren der VSC-Reihe vor allem noch zur Bearbeitung von Futterteilen ausgelegt, sind die neuen HSC-Maschinen konsequent für die Dreh- und Komplettbearbeitung wellenförmiger Teile gedacht. Die HSC-Reihe entspricht dem über 3000 mal erfolgreichen Konzept der VSC-Vertikalmaschinen prinzipiell, weist allerding einen einsatzbedingten Unterschied auf: Wird bei der vertikalen VSC das Futterteil flach zur Pick-Up-Aufnahme geführt, werden bei der Horizontalmaschine die wellenförmige Teile in Prismen liegend zwischen Spannmittel und Reitstockspitze gespannt und so abgepickt.
Mit der weitgehenden Identität der Wellen- und Futtermaschine ist ein kleines Kunststück gelungen: Im Vergleich zu Portallösungen sind die Beladewege und damit die Werkstück-Folgezeiten für die Wellen ebenfalls sehr kurz. Auch der Platzbedarf ist ungleich geringer.
Mit ihren neuen Vertikal-Futterautomaten der Reihe SV verbindet die Kölner Schütte GmbH ihre Erfahrung aus dem Bau von CNC-Mehrspindlern mit den Lösungen moderner Steuerungs- und Lineartechnik. Die SV 160 nimmt Drehteile bis 130 mm Bearbeitungsdurchmesser auf, die SV 200 bis 170 mm. Die maximale Werkstücklänge ist jeweils 160 mm. In der Basisversion mit drei Werkstück-Spindeleinheiten ausgerüstet, lassen sich die Maschinen bis auf acht Einheiten aus- und nachrüsten. Sie werden in der X-Achse verfahren über einen Linearantrieb. Dieser ermöglicht, dass alle eingesetzten Spindeleinheiten programmgesteuert jede gewünschte Arbeitsposition anfahren können, ohne auf eine bestimme Schaltposition festgelegt zu sein. Dies wiederum gestattet fast unbegrenzte Möglichkeiten: Ob Innen- oder Außenkonturen drehen oder fräsen, Gewindestrehlen, Innen- und Außenprofile herstellen – den Bearbeitungswünschen sind keine Grenzen gesetzt.
Die zweispindlige DVT550 von Hüller Hille Hessapp, Taunusstein, arbeitet ähnlich der Emag-Maschine mit einer Pick-Up-Station, bearbeitet aber lediglich Futterteile bis 200 mm Drehdurchmesser und 400 mm Höhe ein-schließlich Futter. Typischerweise sind dies Lkw-Bauteile wie Bremsscheiben, Schwung- oder Tellerräder. Zur Emo stellte Hessapp die Maschine mit einem Auswucht-System vor. Hierbei werden außerhalb der zulässigen Toleranz liegende Werkstücke aussortiert und nur solche Teile separiert, die nachträglich ausgewuchtet werden können. Der Hersteller treibt auch die integrierte Korrektur weiter voran. Die Abweichung soll dabei nicht nur erfasst werden, sondern durch in der Drehmaschine vorhandene Standards wie das Bohren oder Fräsen an Ort und Stelle korrigiert werden. fi
Teilen:








{kind=link}