
Wer würde da schon abwinken: Präzisions-Tools, die von selbst merken, wenn sie stumpf oder ungenau werden und sich ganz ohne Zutun korrigieren? Kein Science Fiction! Das Projekt Accomat ist der Lösung näher als man glaubt.
W ieviel „Intelligenz“ sich sinnvoll ins Werkzeug packen lässt, wird zurzeit innerhalb eines vom Bundesministerium für Bildung und Forschung geförderten Leitprojekts geklärt. Accomat – so sein Name – steht für Accuracy Con-trolled Machine Tool und bedeutet: genauigkeitsgeregelte Maschine. Beteiligt sind 22 Unternehmen und Institute aus Forschung, Lehre und Wirtschaft. Innerhalb dieses Rahmens versucht das Teilvorhaben „Werkzeuge“, praxistaugliche Lösungen für rotierende Zerspanungstools zu entwickeln.
Dreh- und Angelpunkt ist die Integration einer geeigneten Sensorik und Aktorik in das Werkzeug und/oder seine Aufnahme. Damit geht Accomat über bisherige Lösungen wie die Werkzeugüberwachung weit hinaus: Als intelligentes Werkzeug wird ein System verstanden, das mittels seiner Sensoren Bearbeitungs- und Systemzustände registriert und über eine Handlungslogik in der Lage ist, Fehler und Abweichungen zu korrigieren. Die erfassten Daten werden dezentral verarbeitet, beispielsweise in der Maschinensteuerung. Durch die Fähigkeit zum Lernen, Kombinieren und Entscheiden sowie gegebenenfalls einer Aktorik soll das Tool sich selbstständig regeln können – soweit die Zielsetzung des Projektes.
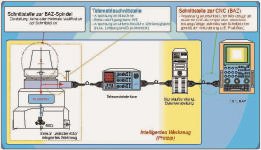
Aber wie kommen die von den Sensoren erfassten Werte in die CNC? Basis ist hier die Telemetrie und Datenübertragung zwischen Werkzeug und Maschine. Im dem Projekt werden deshalb alle für die spanende Metallbearbeitung relevanten Verfahren mit rotierendem Werkzeug und definierten Schneiden untersucht.
Integriert werden die Sensorik und Aktorik in Abhängigkeit von der Spezifikation der Werkzeuge. Langlebige Tools wie Messerköpfe und Ausbohrwerkzeuge mit ausreichendem Volumen bieten meist den Raum, die notwendigen sensorischen und aktorischen Baugruppen aufzunehmen. Werkzeugen mit relativ kurzer Nutzungsdauer hingegen – monolithische Bohrer, Fräser sowie Werkzeuge kleiner Baugröße – wird die geforderte Funktion in entsprechend gestalteten Aufnahmen beigepackt. In Ausnahmefällen ist die Integration der Sensor- und Aktor-Komponenten in die Werkstückaufnahme notwendig.
Die Entwicklung univer-sell einsetzbarer Werkzeug-lösungen längs dieser Ansprüche bedingt die Definition einheitlicher mechanischer und elektronischer Schnittstellen. Damit die derart „schlau“ gemachten Tools sich parallel zu konventionellen Präzisionswerkzeugen einsetzen lassen, haben sich die Projektpartner auf folgende Prinzipien verständigt:
– Die Schnittstelle zur Maschinenspindel wird nicht modifiziert und die HSK63-Norm konsequent eingehalten.
– Die in DIN 69893 vorgegebenen geometrischen Bedingungen werden berücksichtigt, was bedeutet: keine Beeinträchtigung beim Einsatz konventioneller Tools.
– Die Aufnahme in Werkzeugmagazine muss genau so möglich sein wie der automatische Wechsel einschließlich Identifikation.
– Es werden ausschließlich standardisierte Baugruppen und -teile eingesetzt.
So lassen sich dank der Verbreitung offener Steuerungen mit PC-Baugruppen beispielsweise A/D-Wandlerkarten in die CNC-Steuerung einbauen. Daten werden zwischen dem Werkzeug und der Maschinen-CNC getauscht mittels universeller Standardschnittstellen. Vorhandene, aber nicht genutzte I/O-Ports oder Analogeingänge sollen ebenfalls verwendbar sein.
Was im Stillstand noch einfach zu realisieren ist, gerät beim Spänemachen zur Kunst. So kann es beim Messerkopffräsen mit hohen Geschwindigkeiten, Vorschüben und Kräften zu Schwingungsanregungen kommen, die den Prozess destabilisieren und Einfluss auf die Qualität und die Genauigkeit der Flächen haben. Das Projekt arbeitet daher an Lösungen, bei denen über die CNC der Maschine Einfluss auf den Prozess genommen wird und eine Stabilitäts- und Genauigkeitsverbesserung erreicht werden kann.
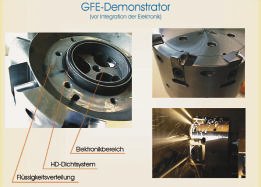
Entsprechend hat die GFE – Gesellschaft für Fertigungstechnik und Entwicklung e. V. in Schmalkalden – im Rahmen des Projekts einen achtschneidigen Planfräskopf realisiert, der sich für Drehzahlen bis 17 000 min-1 einsetzen lässt. Ein dreiachsiger Beschleunigungs-Sensor und eine angepasste Telemetrie sorgen dafür, dass die geforderten Werkzeugeigenschaften auch tatsächlich erreicht werden. Die Elektronik ist gegen Kühlmitteldrücke bis 60 bar prozesssicher gekapselt.
Gemeinsam mit weiteren Partnern entwickelt das Institut für Produktionstechnik und Spanende Werkzeugmaschinen (PTW) der TU Darmstadt Sensorintegrierte Werkzeugsysteme, die das Bohren, Gewinden und Fräsen mit langkragenden Werkzeugen prozesssicherer machen sollen. Die Anforderungen an Geometrie, Festigkeit und Steifigkeit sowie die geringe Baugröße dieser Tools erschweren die direkte Integration der elektronischen Komponenten. Zudem spricht ihre begrenzte Lebensdauer gegen eine mikrosystemtechnische Direktintegration – sie würde zu hohen laufenden Kosten führen. Allerdings wird die Güte der erfassten Messsignale mit wachsendem Abstand zur Zerspanstelle schlechter. Daher werden die Sensorik, Elektronik und Signalverarbeitung in die Aufnahme der Werkzeuge verlegt. Ein weiterer Vorteil dieser Art Sensorintegration ist, dass das Übertragungsverhalten von der Zerspanstelle zum Sensor konstant ist und unabhängig von der Größe und Art des Werkstücks ein aussagekräftiges und sehr gut reproduzierbares Signal liefert.
Die Ergebnisse des Accomat-Projekts bieten den Partnern und Nutzern gesicherte Aussagen über den Einsatz mikromechanischer Elemente, der Mikroelektronik und der -mechanik in der Werkzeugtechnik sowie Möglichkeiten einer notwendigen Reduktion der Kosten auch kleiner Losgrößen. fi
Unsere Webinar-Empfehlung

XR-Lösungen als sinnvolles Werkzeug im Service. Komplexität reduzieren und Wissen einfacher sowie verständlich zur richtigen Zeit, am richtigen Ort, im richtigen Format ausspielen.
Teilen:








{kind=link}