





Mit sensationellen Schnittdaten allein lässt sich kaum noch ein Tool verkaufen. Was den Anwender interessiert, ist die Bilanz am Ende der Fertigung. Entsprechend werden Präzisionswerkzeuge mehr denn je mit Blick auf den kompletten Prozess entwickelt.
Dipl.-Ing. Wolfgang Filì ist Journalist in Köln fachjournalist@fili.net
Wohin die Reise bei der Präzisionswerkzeugentwicklung gehe, sei grundsätzlich klar, sagt Dieter Kress: „In der Serienfertigung machen die Nebenzeiten rund zwei Drittel der gesamten Bearbeitungsdauer aus. Also liegen hier die größeren Chancen, die Produktivität zu verbessern.“ Die Hersteller arbeiteten deshalb intensiv daran, eben diese Nebenzeiten weiter zu reduzieren, erklärt der Vorsitzende des Fachverbands Präzisionswerkzeuge im Frankfurter Verband Deutscher Maschinen und Anlagenbau e.V. (VDMA) weiter.
Ohnehin seien die technischen Schnittdaten nach heutigem Standard einerseits ausgereizt, die Kosten zur weiteren Steigerung dieser Werte andererseits aber nicht durch geldwerten Kundennutzen gedeckt. Bei Verkaufsgesprächen und -abschlüssen gehe es deshalb eher um die Total Costs of Ownership, nachweisbare Produktivität und die Qualität am fertigen Werkstück als um bloße Technologiedaten.
Lennart Lindgren, Geschäftsführer der Düsseldorfer Sandvik GmbH, kann dies nur bestätigen: „Präzisionswerkzeuge sind längst kein Anbietergeschäft mehr, sondern ein Nachfragemarkt. Die Entwicklungsrichtung wird vom Anwender vorgegeben, und der Ansatz dabei ist jeweils gesamtwirtschaftlich.“ Entsprechend müssten die Hersteller ihre Tools und Systeme mehr mit Blick auf die Betriebswirtschaft der Kunden konzipieren und vertreiben, als dies noch vor Jahren der Fall war. Sandvik bringt jährlich über 2000 neue Produkte auf den Markt. Die Hälfte davon sind Wendeschneidplatten und Werkzeuge, die andere Hälfte Werkzeughalter und -systeme. Modulare Werkzeugprogramme spielen dabei eine besondere Rolle: Sie sollen dazu beitragen, die gerade in der Fertigung großer und mittlerer Serien bis auf das Doppelte der Hauptzeiten angewachsenen Nebenzeiten in den Griff zu bekommen. So erlauben so genannte Multitasking-Tools, dass die Werkstücke ohne Umspannen in ein und derselben Fixierung auf einer Werkzeugmaschine bearbeitet werden – mit kombinierten Verfahren.
Sondertools sind ebenfalls ein wachsendes Geschäftsfeld. Ihr Anteil ist bei Sandvik in den vergangenen zehn Jahren stark gewachsen. „Waren die Kunden bis vor fünf, sechs Jahren oft noch auf der Gegenspur“, sagt Lennart Lindgren, „so fasst das Spezialwerkzeug als produktives Mittel zum Zweck vor allem im Umfeld der Automobilbranche Fuß.“ Lösungen dieser Art sollten angepasster Standard anstatt komplizierte Sonderanfertigung sein.
Dieter Kress bringt diesen Trend auf den kaufmännischen Punkt: „Insgesamt gesehen, werden die Werkzeuge dort einfacher, wo es sich für den Anwender rechnet. Umgekehrt nimmt der Einsatz von Kombinationstools und Stufenwerkzeugen zu, wo große Serien gefertigt werden und Arbeitsgänge und Nebenzeiten durch ihren Einsatz eingespart werden.“
Gleichwohl: War es vor wenigen Jahren noch so, dass Werkzeugmaschinen neueren Typs manche Zerspanungstools überforderten, so trifft dies heute kaum mehr zu. Die Leistungsfähigkeit hält sich die Waage. So werden Werkzeuge mit geometrisch definierter CBN-Schneide heute bei Materialhärten bis zu 65 HRC eingesetzt. Dieser Bereich wurde bis etwa 2000 von Schleifwerkzeugen dominiert. Aus heutiger Sicht ein nicht umkehrbarer Trend sowohl bei Präzisionswerkzeugen als auch bei Werkzeugmaschinen ist insoweit wohl das Multitasking. Dies betrifft sämtliche Maschinen, ob sie nun aus der Gattung Drehen, Fräsen oder Bohren kommen, und gibt entsprechend auch die Leitlinie für neu zu entwickelnde Tools vor.
Unabhängig von der Auslegung, geometrischen Optimierung und Funktionsbreite dürften neue Hartmetallsorten die Leistungsfähigkeit der Werkzeuge und auch den Einsatz bestimmen. So hat die Albstädter Gühring oHG mit ihren Vollhartmetall-Gewindebohrern eine Werkzeugreihe auf den Markt gebracht, die sich vor allem für die Stahlbearbeitung empfiehlt. Dank eines neuen und zähen, TiN-beschichteten Hartmetalls lassen sich die Werkzeuge auch bei hohen Drehmomenten ohne Bruchgefahr einsetzen.
Die Ettlinger Iscar GmbH ergänzt die Möglichkeiten entwickelter Hartmetalle durch ausgetüftelte Geometrie. Bei der Fräserreihe Heliocto wird die Schnittkraft in Richtung der Arbeitspindel geleitet, was die Nutzung des Werkzeugs auf kleinen bis mittelgroßen Maschinen wie auch große Auskraglängen erlaubt. Mit deutlich kleineren Schnitttiefen und höherem Zahnvorschub sind bis zu fünffach höhere Spanvolumina möglich.
Auch die Fürther Kennametal GmbH konzentriert sich auf die Entwicklung von Tools für multifunktionale Werkzeugmaschinen wie Dreh-Fräszentren oder Systemen für die Kombination weiterer Fertigungsverfahren. Ihr Multi-Station-Werkzeugsystem soll die Wirtschaftlichkeit dieser Maschinen noch weiter steigern. Die kompakte Bauweise und Stabilitität des neuen KM25-Schnellwechselsystems sind die Basis für die Auslegung mehrschneidiger Werkzeuge, die zudem eine sehr flexible Nutzung ermöglichen. Multi-Station-Werkzeuge reduzieren die Bearbeitungszeit ebenso klar wie nachweislich: Lediglich ein Werkzeugwechsel statt vier oder gar sechs mit herkömmlichen Drehwerkzeugen führt zu erheblich kürzeren Nebenzeiten.
Durch den Einsatz des modularen KM25-Systems werden auch Kosten bei Ersatzwerkzeugen gespart, da es in vielen Fällen ausreicht, nur die KM25-Schneidköpfe zu bevorraten, nicht jedoch den Grundkörper. Und im Fall einer Kollision oder eines Werkzeugtausches sind einfach nur die KM25-Schneidköpfe zu wechseln.
Darüber hinaus ersetzt ein Multi-Station-Werkzeug vier oder sogar sechs herkömmliche Drehwerkzeuge, beansprucht aber nur einen Magazinplatz, so dass das Standardmagazin der Maschine optimal genutzt wird. Dadurch kommt der Anwender beim Beschaffen eines neuen Dreh-Fräszentrums mit einem kleineren Werkzeugmagazin aus, und das wiederum reduziert das Investitionsvolumen. Letztendlich erlauben diese neuen Werkzeuge, den Nutzungsgrad der mannlosen Schicht zu erhöhen. Bestückt man das Multi-Station-Werkzeug mit vier gleichen Schneiden, kann die produktive Zeit der Maschine deutlich verlängert werden.
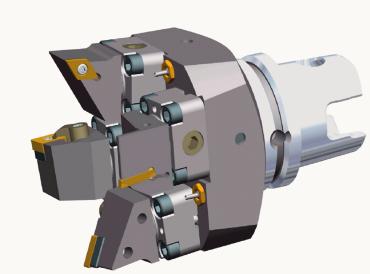
Sandvik arbeitet ebenfalls an Lösungen für diesen Maschinentyp. Erklärtes Ziel sind auch hier kürzere Werkzeugwechsel- und Positionierzeiten. Beispiele dafür sind die Coroplex-Werkzeuge und der Mini-Revolver Coroplex SL: Durch verschiedene Schneidköpfe ist die Kombination verschiedenster Bearbeitungsmethoden möglich. Vier Positionen am Mini-Revolver bieten verzahnte Kupplungen zur Aufnahme von Schneidköpfen zum allgemeinen Drehen, Abstechen, Einstechen und Gewindedrehen. Die axiale und radiale Montage erlaubt vielseitige Innen- und Außenbearbeitungen auf den Multifunktions-Maschinen.
Mit Coromant Capto am Ende des Werkzeughalters arbeitet das SL-System über eine bewährte Kupplung mit der Stabilität eines einteiligen Werkzeugs. Der Coroplex Mini-Revolver kann mit verschiedenen Schneidköpfen zur radialen und axialen Bearbeitung ausgestattet und anschließend zur Außen- und Innenbearbeitung eingesetzt werden. Das spart Platz im Werkzeugmagazin und Zeit beim Werkzeugwechsel.
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}