


Jahr für Jahr werden hunderte neuer Werkzeuge vorgestellt. Die meisten werden über kurz oder lang ersetzt, eher wenige zum Dauerbrenner und nur eine kleine, radikale Minderheit Verkaufsschlager. Wir stellen Ihnen die wichtigsten Tools vor
Von Chefreporter Wolfgang Filì
Nützliche Präzisionswerkzeuge gibt es zuhauf im Markt – dies ist unbestritten und Allgemeingut. Was aber macht ein solides und vielleicht innovatives, zumindest aber qua erzielter Kosteneinsparung bewährtes Tool letztendlich zum Verkaufsschlager? Produkt + Preis x Vertrieb + Service = Erfolg, sagt das moderne Marketing. Aber schert der Kunde sich überhaupt um Formeln? Wir haben Hersteller zu ihren Erfolgswerkzeugen befragt. Die Statements – soweit sie kamen und man keine Angst hatte, „schlafende Hunde zu wecken“ – waren ebenso uneinheitlich wie das Gros des jeweiligen Sortiments. Jedoch scheint eines festzustehen: Entgegen einer Regel der Investgüterbranche, nach der seltenst der Technologie-Führer goldene Schnitte macht, sondern vielmehr der Technologie-Folger Stückzahlen einfährt, scheinen sich diejenigen Werkzeuge zu behaupten, die als erste eine neue Nische besetzt oder andersweitig bislang übliche Lösungen verdrängt haben. Entscheidend ist hüben wie drüben, sich beizeiten vor dem Wettbewerb zu positionieren und weniger der Preis. Ist der Bedarf analysiert, lohnt also auch der Mut zur Lücke.
Die Paul Horn GmbH – Spezialist für Ab- und Einstechwerkzeuge – kann dies bestätigen. Die Einschneidenplatte S100 ist eins ihrer erfolgreichsten Standardprodukte. Im Frühjahr 1999 erstmals vorgestellt auf der Düsseldorfer Metallbearbeitungsmesse Metav, konnten von dem Abstechwerkzeug mehr als 100000 Einheiten verkauft werden. Lothar Horn, der Geschäftsführer des Tübinger Unternehmens, erklärt den Grund in knappen Worten: „Gegenüber herkömmlichen Lösungen ist die Standmenge bei der S100 um ein Vierfaches größer und liegt bei derzeit 1000 Abstichen.“ Zudem habe man dank einer neu gestalteten Geometrie den Vorschub um 20 Prozent auf 0,17 mm steigern können. Davon profitiere sowohl der Anwender als auch sein eigenes Unternehmen. Denn die S100 sei ein Standard-Tool, das mit technisch überschaubarem Aufwand „aus dem Regal direkt an den Kunden“ gehe. Die Abstechbreite des schraub- oder selbstgeklemmten Werkzeugs beträgt 2,0 sowie 2,5 und 3,0 mm. Die Tübinger setzen die Schneidplatte ein in dem ebenfalls standardisierten Träger H100.2603.03 – einem Abstechschwert. Seine E-Geometrie macht den Einsatz unter Kühlschmierstoff wie auch trocken möglich. Lothar Horn ist sicher, dass sich der bisherige Absatz der S100 in kurzer Frist vervielfachen lässt.
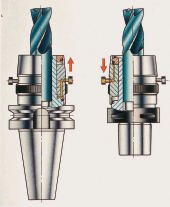
Für das Modularwerkzeug Chamdrill der Iscar Hartmetall GmbH gilt Ähnliches: Allein von 1999 bis 2000 konnten die Ettlinger über 40 000 Köpfe und 5000 Körper dieses Bohrsystems absetzen. Bis zum Ende diesen Jahre dürften es 120 000 und 15 000 Köpfe und Körper werden, ist Geschäftsführer Kai Klörfeld zuversichtlich. Zielgruppe sind Groß- wie Einzelteilfertiger. Für jeden dieser Betriebe habe Chamdrill seinen speziellen Nutzwert, erläutert Klörfeld. Lieferbar in Durchmessern zwischen 7,5 und 25 mm, mache das System erstmals möglich, den Bohrkopf innerhalb der Werkzeugmaschine zu wechseln. Dies geschehe über einen simplen, narrensicher zu handhabenden Bajonettverschluss. Der Vorteil: „Das Einmessen der Tools fällt vollkommen weg und die Rüstkosten und -zeiten bleiben im Rahmen.“ Zudem, so betont Klörfeld, seien höhere Standzeiten möglich als bei herkömmlichen HSS- und Vollhartmetall-Bohrern.
Alle Erwartungen der Walter AG übertroffen hat offenbar die Vierschneiden-Platte Quartec. „Im Oktober 1999 auf den Markt gebracht, liegt der Anteil bei unseren Wendeschneidplatten mittlerweile im zweistelligen Prozentbereich“, freut sich Gerhard Henze, der Marketing-Chef des Tübinger Unternehmens. Schon im ersten Jahr habe man über eine Million Stück absetzen können und damit die bislang größte Zuwachsrate aller Einzelprodukte erreicht. Den besonderen Nutzwert der Quartec-Platte sieht Henze bei der Bearbeitung kleiner Lose sowie häufig wechselnder Werkstoffen und Teile. Hier mache sich der Einsatz binnen kurzer Zeit bezahlt. Walter liefert die Platte in den Geometrien D56, F56 und G56. Ein Saum an jeder der Schneiden soll den Verschleiß reduzieren, besserere Oberflächen liefern und die Standzeit der Werkzeuge um das Anderthalbfache verlängern. Quartec basiert auf neuartigen Hart- und Feinstkornhartmetallen. In Abhängigkeit von der Beschichtung zerspant die Wendeschneidpatte Stahl, höherfesten Guß, Rostfrei-Legierungen sowie hochwarmfeste Stähle und Titan. Direkter Konkurrent sind alle anderen Feinstkorn-Hartmetallplatten im Markt.
In weitaus kleinerem Maßstab erfolgreich, jedoch nicht weniger rechenswert für die Metallbearbeitung sind die vierschneidigen Kugelbahnfräser der Mapal KG. In den vergangenen zwei Jahren hat das Aalener Unternehmen über 1000 Einheiten ausgeliefert. So ersetzen die CBN-bestückten Tools bei der Fertigbearbeitung von Kugelbahnen für homokinetische Gelenke das bislang praktizierte Schleifen durch Hartfräsen. Mapal setzt hierfür Werkzeuge in Monoblockbauweise nebst stabiler HSK63-Aufnahme ein. Hergestellt über neue Fertigungsverfahren, garantieren die Werkzeuge für zentrale Größen wie Rundlauf-, Form- und Wechselgenauigkeit eine Genauigkeit unter 3 µm. Damit ist gesichert, dass tatsächlich alle vier Schneiden zum Einsatz kommen. Das Ergebnis sind gleichbleibende Standlängen von – je nach Teilegröße – 1000 bis 2000 Glocken. Dies entspricht 6000 bis 12000 Kugelbahnen. Auch die Durchlaufzeit der Werkstücke konnte gedrückt werden. Die CBN-Kugelbahnfräser lassen sich bis zu drei Mal nachschleifen.
Die Gruppe so genannter intelligenter Tools vertritt das Feinbohrsystem M042 KomTronic. Rund 100 Mal hat Hersteller Komet GmbH, Besigheim, das mechatronische Werkzeug bereits installiert; damit zählt es zu den erfolgreichsten seiner Art. Nach einigen Anlauf- problemen gebe es heute ein breites Feld von Anwendungen, bei denen sich nachweislich Geld sparen ließe, erklärt Komet-Geschäftsführer Dietmar Bolkart. Hauptanwender seien Unternehmen der Automobilbranche und deren Zulieferer, der allgemeine Maschinenbau und die Luft- und Raumfahrtindustrie. Die elektronischen Systeme seien vor allem dort stark, wo man der hohen Qualitätsnorm wegen bislang ausschließlich Sondermaschinen eingesetzt hat. Identische Ergebnisse seien heute jedoch auch auf Standard-Zentren erzielbar. „Zum einen be- kommen die Maschinen über M042 eine zusätzliche Achse“, erläutert Bolkart. „Zum anderen wird jeder Verschleiß der Schneide in µm-Schrittten selbständig kompensiert.“ Das System steht im Wettbewerb mit hydraulisch-mechanisch verstellten Aussteuer-Tools und Reibwerkzeugen.
Mehrere hundert Einheiten hat die Sandvik GmbH von ihrem Ende ’99 vorgestellten, hydro-mechanischen Kraftspannfutter abgesetzt. Je nach Ausstattung liegt sein Preis zwischen 4500 und 15 000 DM. „CoroGrip spannt mit einer Kraft, die bis zu zweimal so hoch ist wie die von Schrumpfhaltern und bis zu dreimal besser als die von Dehnspannfuttern“, verspricht Dr. Klaus Christoffel, Leiter des Technischen Produktservices in Düsseldorf. Das System sei einsetzbar für alle Anwendungen von Feinstschlichten bis zum schweren Schruppen. Überragend sei die Präzision. Bei einer Auskragung von 3xD beträgt der Radialschlag nur 2 bis 6 µm – und dies dauerhaft auch bei schwersten Beanspruchungen, was sich positiv auf die Standzeit und erreichbare Werkstückqualität auswirke. CoroGrip ist feingewuchtet und eignet sich für die Bearbeitung bei bis zu 40 000 min-1. Die hohe Spannkraft wird durch eine externe hydraulische Pumpe sichergestellt. Dabei wird ein Druck von 700 bar aufgebaut, der ausschließlich zum Spannen und Lösen benötigt wird. Da der Mechanismus selbsthemmend ist, wird kein hydraulischer Druck während der Bearbeitung gebraucht.
Teilen:








{kind=link}