
Ein wesentlich besseres Schleifverhältnis als herkömmliche Werkzeuge erreichen Schleifscheiben mit mikrokristallinem Aluminiumoxid. Da sie eine höhere Flexibilität bei kleinem Preis bieten als Diamant oder CBN, kommen sie auch für den Einsatz in der Mittelserienfertigung in Frage.
Prof. Fritz Klocke leitet den Lehrstuhl für Technologie der Fertigungsverfahren am Aachener Werkzeugmaschinenlaboratorium. Norbert Müller und Robert Engelhorn sind dort wissenschaftliche Mitarbeiter
Das Schleifen wird immer häufiger nicht nur als Endbearbeitungs-, sondern auch als Komplettbearbeitungsverfahren eingesetzt. Wie Untersuchungen am Aachener Werkzeugmaschinenlabor (WZL) zeigen, ist das Schleifen mit mikrokristallinem Aluminiumoxid nicht nur wirtschaftlich, sondern auch vom Bearbeitungsergebnis her eine Alternative zum CBN-Schleifen.
Um im Wettbewerb mit anderen Fertigungsverfahren zu bestehen, müssen beim Schleifen gleichzeitig hohe Abtragsleistungen und Endbearbeitungsqualitäten erreicht werden. Gerade im Vergleich zum Hartdrehen beispielsweise sind Rauheit, Maßhaltigkeit und Randzonenbeeinflussung des Werkstücks kritische Faktoren.
In den letzten beiden Jahrzehnten waren hohe Zeitspanungsvolumina von metallischen Werkstoffen lediglich zu erzielen, wenn beim Hochgeschwindigkeitsbearbeiten Schleifscheiben mit dem superharten Schneidstoff CBN verwendet wurden. Die hohen Werkzeugkosten und die geringe Profilflexibilität dieser Schleifscheiben verhindern bisher jedoch weitgehend, dass sich diese Technik auch in der Einzelteilfertigung sowie in der Klein- und Mittelserienfertigung durchsetzt.
Die Lücke zwischen hochharten Schleifmitteln wie CBN oder Diamant und den konventionellen Kornmaterialien, die sich sowohl im Preis als auch in der Leistungsfähigkeit zeigt, schließt seit mehreren Jahren mikrokristallines Aluminiumoxid. Schleifscheiben mit diesem Belag wurden bislang fast ausschließlich für das Bearbeiten mit konventionellen Umfangsgeschwindigkeiten von 63m/s verwendet. Gegen den Einsatz bei höheren Umfangsgeschwindigkeiten sprach die mangelnde Festigkeit des Schleifkörpers, der dem Einfluss der extremen Fliehkraftbeanspruchung nicht standhielt. Mittlerweile jedoch sind einige Hersteller in der Lage, Schleifkörper zu produzieren, die für den Einsatz bei Geschwindigkeiten von 125m/s bis 160m/s geeignet sind.
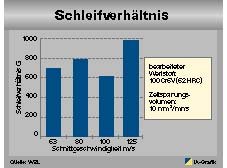
Am WZL wurde mit diesen Schleifkörpern der Wälzlagerstahl 100Cr6V (61 HRC) bearbeitet. Das maximal erreichbare Zeitspanungsvolumen stieg bei Schnittgeschwindigkeiten zwischen 63 und 125m/s. Durch die reduzierten Spanungsdicken bei der höheren Schnittgeschwindigkeit sinkt jedoch die Einzelkornbelastung, was eine höhere Zerpanungsleistung ermöglicht. So konnten bei einer Schnittgeschwindigkeit von 125 m/s Zeitspanungsvolumina von 100mm³/mms erzielt werden. Diese Zerspanungsleistung erreichen auch CBN-Hochleistungsschleifprozesse.
Die Untersuchungen ergaben, dass das jeweilige Zeitspanungsvolumen durch Bindungsversagen, nicht durch Kornversagen gekennzeichnet war. Dies ließ sich am steilen Anstieg im Verschleißverlauf erkennen, der auf das Ausbrechen ganzer Korngruppen hindeutet. Der Radialverschleiß nahm bis zum Versagen der Bindung kaum zu, selbst wenn über den gesamten Schnittgeschwindigkeitsbereich das Zeitspanungsvolumen gesteigert wurde. Dieses Verschleißverhalten von mikrokristallinem Aluminiumoxid wird auch bei konventionellen Geschwindigkeiten beobachtet. Für eine wirtschaftliche Zerspanung im Hochgeschwindigkeitsbereich ist somit ein möglichst hohes Zeitspanungsvolumen zu wählen.
Bei einer Schnittgeschwindigkeit von 125 m/s und einem Zeitspanungsvolumen von 10 mm³/mms ergaben die Untersuchungen am WZL ein Schleifverhältnis von knapp 1000. Keramisch gebundene CBN-Schleifscheiben erreichen bei ähnlichen Bedingungen und einer angepassten Einsatzvorbereitung Schleifverhältnisse in der Größenordnung von 10 000 bis 15 000. Der direkte Vergleich mit herkömmlichen Schleifmaterialien ist wegen der dabei verwendeten geringeren Schnittgeschwindigkeit nicht sinnvoll. Im Hinblick auf die Werkzeugkosten, die etwa um den Faktor 30 unter den Kosten für superharte Materialien wie CBN liegen, ist das Schleifen mit mikrokristallinen Aluminiumoxid bei vergleichbarer Abtragsleistung somit eine gute Alternative.
Die Oberflächengüte verbessert sich üblicherweise, wenn die Zerspanungsleistung gleich bleibt, aber eine höhere Schnittgeschwindigkeit verwendet wird. Schlechtere Kennwerte kommen zustande, wenn das Zeitspanungsvolumen bei konstanter Schnittgeschwindigkeit gesteigert wird. Ursache hierfür sind höhere Einzelkornspanungsdicken. Für mikrokristallines Aluminiumoxid gilt dies nur bedingt, wie die Untersuchungen zeigten. So lag die gemittelte Rauhtiefe Rz im gesamten Schnittgeschwindigkeitsbereich bei rund 5 bis 8µm. Obwohl also über diesen Parameter die Oberflächengüte nicht beeinflusst werden kann, lassen sich durch angepasste Prozessführung wie beispielsweise ein nachgeschaltetes Schlichtschleifen, bessere Oberflächen erzielen.
Mikrokristallines Aluminiumoxid birgt diesen Beobachtungen zufolge ein hohes Potential auch für die Hochgeschwindigkeitbearbeitung. Die Schleifverhältnisse von annähernd 1000 sowie gemittelte Rauhtiefen von 7µm bei einer Schnittgeschwindigkeit von 125 m/s und einem erreichbarenZeitspanungsvolumen von 100 mm³/mms sind gerade im Bereich der Klein- und Mittelserienfertigung eine produktive, flexible und kostengünstige Alternative zum Einsatz von hochharten CBN-Schleifscheiben. Bei einer gezielten Werkzeug- und Prozessauslegung sind weitere Leistungssteigerungen zu erwarten.
Mikrokristallines Aluminiumoxid: Wie sich die Schleifleistung verbessern lässt
Um die Vorteile der Hochgeschwindigkeitsbearbeitung gegenüber der konventionellen Bearbeitung auszunutzen, muss das gesamte Umfeld mit Maschine, Scheibe, Konditionierprozess sowie geeignetem Kühlschmierstoff an die Schleifaufgabe angepasst werden.
Für die beschriebenen Untersuchungen am WZL wurden folgende Bedingungen gewählt:
– Außenrund-Hochgeschwindigkeitsschleifmaschine
– Schnittgeschwindigkeit 125m/s
– hydrostatische Spindellagerung
– maximale Antriebsleistung 150kW
– kunstharzverstärkte Vollkörper-schleifscheibe
– Diamantabrichtformrolle
– Schleiföl mit einer Viskosität von 13mm²/s (40°C)
Produktivität und Qualität des Werkstücks verbessern sich, wenn bei noch höheren Geschwindigkeiten bearbeitet wird. Dafür muss allerdings das Schleifumfeld besser angepasst werden.
Um mikrokristallines Aluminiumoxid auch bei höheren Umfangsgeschwindigkeiten einsetzen zu können, sind bruchsichere Schleifscheiben erforderlich. Weder darf ein Teilstück des Schleifkörpers ausbrechen noch ein kompletter Bruch auftreten. Um das zu verhindern, lässt sich der Kernbereich der Schleifscheibe mit Kunstharz verstärken. Bei Umfangsgeschwindigkeiten über 125m/s reicht diese Maßnahme jedoch nicht mehr aus. Die induzierten Normalspannungen erfordern hier einen metallischen Grundkörper mit darauf aufgebrachten Segmenten.
Ein definiertes Abrichten ist in der Hochgeschwindigkeitsbearbeitung unerlässlich, um die Schleifscheibe an die Aufgabe anzupassen. Bei hochharten CBN-Schleifscheiben hat sich für diesen Vorgang die Diamantabrichtformrolle durchgesetzt, da sie eine geeignete Schleifscheibentopographie erzeugen kann. Über die Spezifikation der Formrolle sowie die Wahl der einzelnen Abrichtparameter lässt sich das Abrichtergebnis gezielt beeinflussen.
Für die Hochgeschwindigkeitsbearbeitung wirtd in der überwiegenden Anzahl der Bearbeitungsfälle Öl als Kühlschmierstoff verwendet, da es die Reibung besser reduziert als wassermischbare Schmierstoffe. Bei hohen Zerspanungsleistungen sind Öle auch deshalb von Vorteil, weil sie den Verschleiß der Schleifscheibe senken und eine bessere Oberflächengüte erzeugen. Auch über die Auswahl des Öls können vermutlich bessere Ergebnisse mit mikrokristallinem Aluminiumoxid erzielt werden.
Fachtagung: Umweltverträgliches Schleifen
Über Möglichkeiten des umweltverträglichen Schleifens informiert am 18. und 19. Mai eine Fachtagung in Aachen, die das Werkzeugmaschinenlabor und die Aditec GmbH ausrichten. Referenten aus Industrie und Forschung berichten über Erfahrungen, die sie mit geringen Kühlschmierstoffmengen im Rahmen eines Verbundprojekts gesammelt haben. Darüber hinaus präsentieren Forscher aktuelle Ergebnisse aus Schleiftechnik-Projekten an den Prüfständen.
Anmeldung bis zum 12. Mai unter
– 0241/83691
Teilen:








{kind=link}