
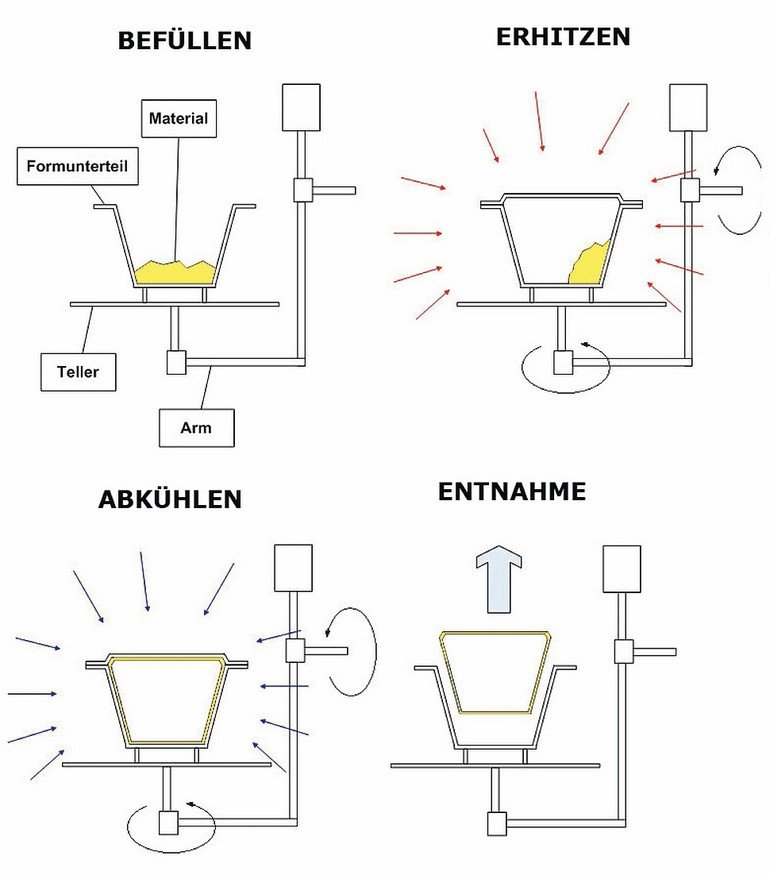

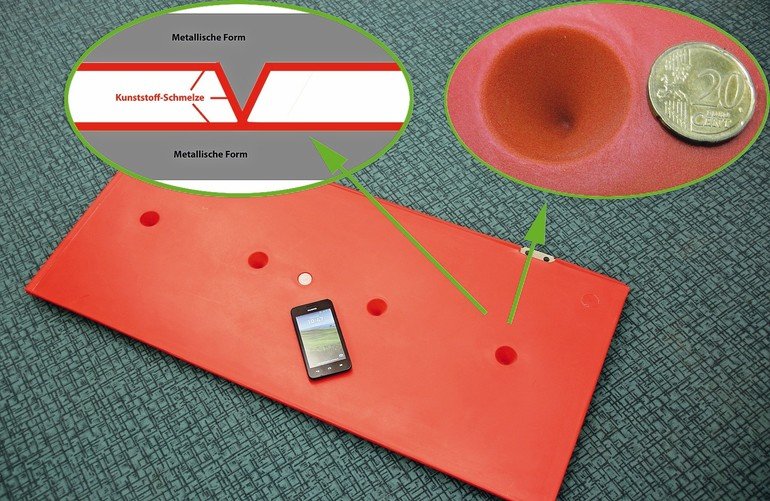

„Beim Rotationsgießen wird Kunststoffpulver in einer geschlossenen Metallform aufgeschmolzen und erstarrt an der Formwand als Hohlkörper“, erläutert Reto Grütter, designierter Geschäftsführer der Grütter Kunststoff + Formen AG in Hombrechtikon (Schweiz). Die Form rotiert hierbei ständig um zwei Achsen. Durch diese Taumelbewegungen verteilt sich die zähflüssige Kunststoffschmelze gleichmäßig über die gesamte Formoberfläche und bildet nach der Erstarrung einen stabilen Hohlkörper. Dieser ist an den Formtrennungen nahezu nahtlos, was einen wesentlichen Qualitätsvorteil darstellt.
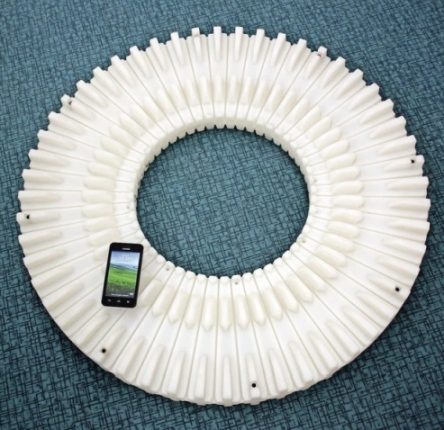
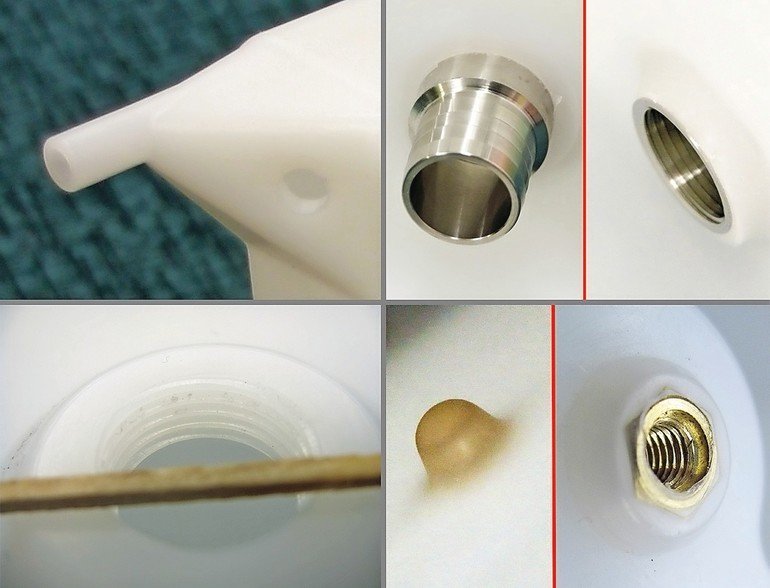
Bei entsprechender Prozessführung lassen sich recht komplexe Strukturen erzeugen. Beispiele hierfür sind hohle Griffe, durch Brückenbildung („kiss-off-points“) stabilisierte flächige Hohlkörper oder ein sehr komplex strukturiertes radförmiges Bauteil für einen Sandwich-Automaten. Bei der Herstellung lassen sich Durchbrüche und zum Teil sogar Gewinde direkt im Kunststoff formen. Außerdem können schon beim Fertigungsprozess metallische Einsätze wie Stutzen, Schrauben oder Gewindebolzen mit eingeformt werden, wobei auch noch festgelegt werden kann, ob diese blind in der Wand enden oder durch diese hindurchgehen sollen.
Spannungsarm und ohne Nähte
„Einer der wesentlichen Vorteile des Rotationsformens ist die weitgehende Spannungsarmut der Teile, die sich somit auch weniger verziehen“, ergänzt Erich Schnyder, Projektverantwortlicher bei Grütter. Grund hierfür ist die Tatsache, dass das erstarrende Bauteil aufgrund seiner hohen thermischen Ausdehnung zumeist frei nach innen in den Hohlraum schrumpfen kann. Im Unterschied dazu behindern beim Spritzgießen metallische Kerne den Schrumpfungsprozess, was zu inneren Spannungen führt. Im Vergleich zu anderen Verfahren wie Blasformen oder Twin-Sheet-Thermoformen sind zudem die Wanddicken beim Rotationsgießen wesentlich gleichmäßiger. Das ermöglicht es dem Konstrukteur, die Bauteile dünnwandiger und damit leichter sowie kostengünstiger auszulegen.
Ein weiterer wesentlicher Pluspunkt ist die Tatsache, dass rotationsgegossene Behälter innen keine Nähte aufweisen. Auch lassen sich die Formen vergleichsweise schnell und kostengünstig aus Aluminium herstellen. Selbst nach Anlauf der Serie kann die Wanddicke beziehungsweise ihre Verteilung durch Anpassung der Materialfüllmenge sowie der Prozessparameter nachjustiert werden, ohne dass neue Formwerkzeuge benötigt würden. Da keine Fließkanalfüllungen oder Verschnittreste anfallen, gibt es zudem kaum Materialverluste.
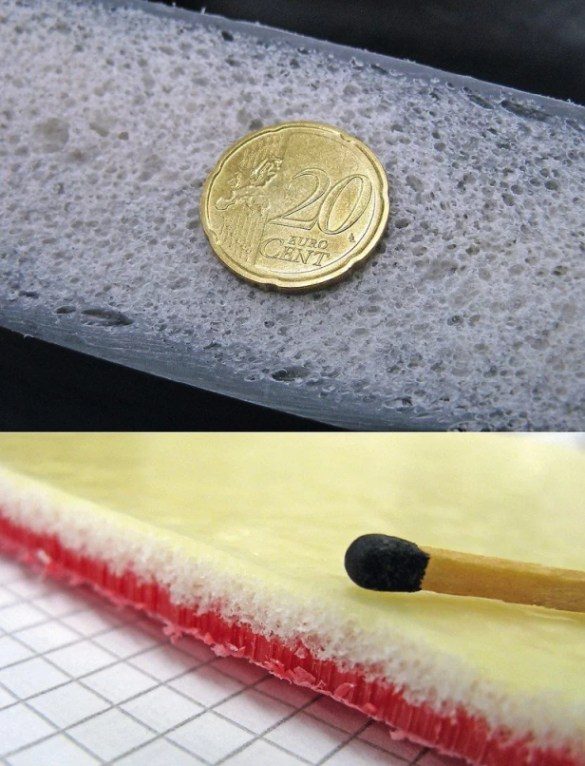
Option: Wände mit Schaumfüllung
Auch besteht die Möglichkeit der Herstellung mehrkomponentiger Teile mit mehrlagigen Wänden oder mit vollständiger Füllung durch einen Schaumstoff, zum Beispiel bei Wassersportgeräten. Da die Produktionsanlagen mit unterschiedlichen Formen in nahezu beliebiger Reihenfolge bestückt werden können, fallen auch nur geringe Umrüstkosten an, so dass Kleinstabrufe bis herab zu wenigen Einzelstücken möglich sind.
„Wesentliche Einflussfaktoren beim Rotationsgießen sind vor allem die Kosten für die Herstellung der metallischen Dauerform sowie die vergleichsweise lange Zykluszeit von rund 40 Minuten“, sagt Reto Grütter. Wichtiger Vorteil gegenüber konkurrierenden Verfahren wie dem Blasformen oder Spritzgießen sind die vergleichsweise einfachen und daher preisgünstigen Werkzeuge. Je nach Bauteil und sonstigen Rahmenbedingungen kann sich der Einsatz des Rotationsgießens daher schon ab 20 Stück lohnen. Die langen Zykluszeiten begrenzen auf der anderen Seite die maximalen Produktionszahlen auf wenige 1000 Stück, es sei denn, man investiert in die Herstellung zahlreicher Formen und in eine größere Zahl parallel arbeitender Produktionsanlagen.
Entwicklungspartnerschaft im Vordergrund
„Die intensive Beratung unserer Kunden schon im Vorfeld der Entwicklung neuer Produkte spielt bei uns eine ganz wesentliche Rolle“, weiß Erich Schnyder. Dies betrifft im Prinzip alle Aspekte der Herstellung und beginnt bereits bei der Materialauswahl. Neben der Stabilität geht es hierbei oft auch um Verträglichkeit mit dem vorgesehenen Füllgut, denn dieses könnte unter Umständen mit dem Behältermaterial reagieren und den Kunststoff zersetzen.
In anderen Fällen ist zu prüfen, ob Feuchtigkeit aufgenommen wird, was zum Beispiel bei der Lagerung hygroskopischer Schüttstoffe Probleme verursachen könnte. Einen weiteren Schwerpunkt bilden Designfragen, da der Konstrukteur nur selten genaue Kenntnisse über die Besonderheiten des Verfahrens hat. So beeinflusst beispielsweise die Viskosität der Schmelze die Ausbildung von Ecken und Übergängen, die Dichtheit im Bereich von eingeformten Teilen sowie weitere Aspekte wie die Gefahr, dass sich an Engstellen Materialanhäufungen ausbilden und dadurch die Hohlraumbildung beeinträchtigt wird.
Noch wichtiger wird diese Beratung in solchen Fällen, wo mit zwei oder gar drei Komponenten gearbeitet werden soll, da hier zusätzlich die Kompatibilität der Werkstoffe und die Ausbildung eines guten Verbundes sichergestellt werden müssen. Die Verhältnisse sind insgesamt so komplex, dass es hierfür bisher keine praxistauglichen Verfahren zur Simulation des Prozesses im Computer gibt. Stattdessen kommt es entscheidend auf Prozess-Knowhow und Erfahrung der Mitarbeiter an. Ein Pluspunkt von Grütter ist daher auch der eigene Formenbau, da man hierüber ein wesentliches, weil qualitäts- und kostenbestimmendes Glied der Prozesskette mit einbringen kann.
Vorserien-Bauteile und Prototyping
„Eine wichtige Dienstleistung für unsere Kunden ist zunehmend auch die Herstellung unterschiedlichster Prototypen“, verrät R. Grütter. Dazu gehört in manchen Fällen schon die Produktion vollwertiger rotationsgegossener Bauteile in begrenzten Stückzahlen. Ein Beispiel sind Vorserienerprobungen von Bauteilen, bevor dann die Serienproduktion mit Verfahren durchgeführt wird, die sich besser für Größt-Stückzahlen eignen. Darüber hinaus verfügen die Schweizer Spezialisten für das Rotationsformen über insgesamt drei 3D-Drucksysteme mit Bauraumgrößen bis zu 600 x 600 x 600 mm³.
Zwei davon arbeiten nach dem Fused-Deposition-Modeling(FDM)-Verfahren, bei dem das Bauteil aus einem Kunststoff-Faden aufgebaut wird, der vom Arbeitskopf an den gewünschten Stellen kurz aufgeschmolzen und dann als Schicht appliziert wird. Zum Einsatz kommen entweder der seriennahe Werkstoff ABS oder der Biokunststoff PLA. Weitere Materialien sind je nach Anwendung möglich. Das dritte System erzeugt farbige Gipsmodelle (ColorJet Printing CJP bis zu 250 x 380 x 200 mm³), indem Schichten aus Gipspulver übereinandergelegt werden. Nach dem Aufbringen jeder Schicht wird diese mithilfe eines Tintenstrahl-Druckkopfs mit farbigem Binder besprüht und härtet in diesem Bereich aus. Zum Schluss braucht man nur noch das ausgehärtete Gipsmodell aus dem Pulverbett zu nehmen, zu reinigen, zu verschleifen und die Oberfläche zu verfestigen.
Zweierlei Anlagen fürs Rotationsgießen
„Für das Rotationsgießen unterschiedlich großer Bauteile verfügen wir über zwei Produktionsanlagen“, merkt Schnyder an. Für sehr große Bauteile kommt eine Einzelplatzanlage zum Einsatz, deren Arbeitsraum die Form einer Kugel mit einem Durchmesser von 2,5 m aufweist. Die Form wird auf eine Mechanik gespannt, die anschließend unter einen Haubenofen geschwenkt wird und dort bei ständiger Rotation den Produktionszyklus durchläuft.
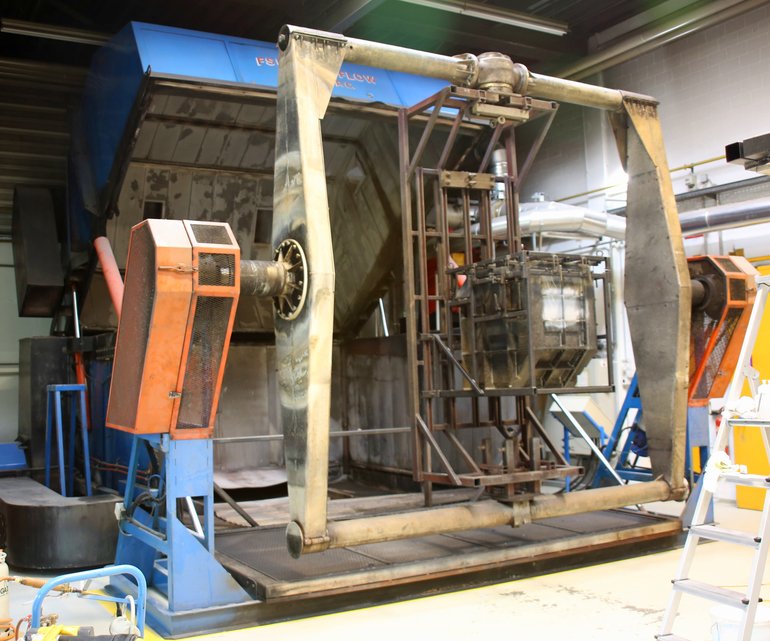
Die zweite Anlage besteht aus einer Art Drehkreuz mit drei drehbaren Auslegern. Auf jedem Ausleger befindet sich ein Gestell in Form eines Doppelrades, das wiederum um seine eigene Achse rotiert. Diese drei Doppelräder werden nacheinander durch drei Arbeitsstationen getaktet: In der ersten Station erfolgt zunächst das Auspacken der fertigen Bauteile und anschließend das Neueinrüsten beziehungsweise die Vorbereitung der Formen für den nächsten Arbeitszyklus.
Die beiden anderen Stationen sind der Ofen für das Aufschmelzen des Kunststoffs und die Abkühlstation, in der die Teile abkühlen und dabei erstarren. Ein kompletter Arbeitsdurchlauf dauert in der Regel 40 bis 60 min. Da drei Ausleger vorhanden sind und jedes Doppelrad mit mehreren Formen bestückt werden kann, kann die Anlage etwa alle 20 min. ein oder mehrere Bauteile liefern.
„Nach der Entnahme aus der Form werden die Teile entgratet und zunächst sichtgeprüft“, erklärt Grütter. Anschließend erfolgt je nach Erfordernis eine mechanische Bearbeitung. So müssen enger tolerierte Öffnungen, Gewinde oder Ausfräsungen auf konventionelle Art oder mithilfe von 5-Achs-Bearbeitungszentren erzeugt werden. Hierfür stehen mehrere Fräsbearbeitungszentren mit Bauraumabmessungen bis zu 2000 x 1000 x 800 mm³ zur Verfügung. Anschließend erfolgt je nach Kundenvorgaben die Bestückung mit Anbauteilen sowie die Montage zu kompletten Baugruppen oder verkaufsfertigen Einheiten.
Ein weiterer wesentlicher Punkt ist die Qualitätssicherung. Eine besondere Rolle spielen hierbei Dichtheitstests, da sehr viele der Bauteile als Behälter für Flüssigkeiten eingesetzt werden. Da Kunden aus sehr anspruchsvollen Branchen wie der Automobilindustrie beliefert werden, ist das Niveau der Qualitätssicherung auch entsprechend hoch. Dazu gehöre als Grundvoraussetzung die ständige Mitarbeiterselbstkontrolle, wird bei Grütter betont. Das Managementsystem des Unternehmens ist nach ISO 9001:2015 zertifiziert.
Vorteile Rotationsgießen
- Spannungsarmut, keine Nähte
- Gleichmäßige Wanddicken, leicht nachjustierbar
- Aluminium-Formen günstig und schnell herstellbar
- Mehrkomponentige Bauteile machbar
- Mehrlagige Wände möglich
- Optionale Schaumfüllung
- Geringe Umrüstkosten erlauben Kleinstabrufe







{kind=link}