


Firmen im Artikel
Es war gar nicht so schwer, Andreas Groß ans Telefon zu bekommen, den Geschäftsführer der Heinz Berger Maschinenfabrik in Wuppertal. Aus einem üblichen Erstkontakt wurde gleich ein einstündiger Technik-Talk über Roboter, Greifer, Polierpaste, Töpfe und Pfannen und ich erfuhr immer mehr über die gewaltige Anlage mit 33 Robotern, mit der Heinz Berger den diesjährigen Robotics Award gewonnen hat. Nach dem Gespräch wunderte ich mich, warum dieser Mann für mich überhaupt erreichbar war. Denn wie sich im Telefonat herausstellte, ist Andreas Groß nicht nur Geschäftsführer, er hat die Anlage als Leiter der Konstruktion entwickelt, er ist in seiner Firma der Oberfotograf, der am Ende die fertigen und noch blitzsauberen Anlagen fotografiert und Videos dreht. Und offensichtlich kümmert er sich auch noch um die Fachpresse.
Aber vor allem ist Andreas Groß ein Robotik-Spezialist durch und durch. „Die Heinz Berger Maschinenfabrik ist gerade sechzig Jahre alt“, erzählt er. „Und in den letzten 20 Jahren haben wir an die 700 Roboterintegrationen über die Bühne gebracht.“ Im Jahr verbauen die Wuppertaler zwischen 40 und 70 der stählernen Werker. Und wenn ein Projekt mit 33 Maschinen darunter ist, dann ist das für die Spezialisten aus dem Bergischen Land schon eine richtig große Nummer.
Seit die Anlage an den Haushaltswaren-Hersteller WMF im schwäbischen Geislingen ausgeliefert ist, kennt sich Andreas Groß nicht nur mit Robotern, sondern auch mit Töpfen und Pfannen gut aus. Er hat alle gängigen Diameter und Mantelhöhen vom Stiel- bis zum Fleischtopf im Kopf, er kennt das typische Volumen eines Schnellkochtopfs und weiß, dass Pfannen einen Durchmesser von 280 mm haben. „Meine Frau freut sich darüber“, scherzt er. „Aber vor dem Bau der Anlage hatte ich von all dem keine Ahnung.“
Das neue Wissen rund um das Kochgeschirr kam zwangsläufig, denn die Anlage verarbeitet das komplette Sortiment an Töpfen und Pfannen von WMF. Auf der einen Seite wandern die unbearbeiteten Rohtöpfe aus der Tiefziehpresse hinein und auf der anderen Seite kommt alle zehn Sekunden ein im Prinzip verkaufsfertiges Modell heraus, innen und außen perfekt geschliffen und auf Hochglanz poliert. Es fehlen nur noch die Griffe, der Deckel und das Preisschild. Das Ganze läuft vollautomatisch ab. Im Innern der Anlage, die von zwei Mitarbeitern betreut wird, schuften 33 vernetzte Roboter unter Bedingung, die man sich kaum vorstellen kann. „Polieren ist Dreck“, bringt es Groß auf den Punkt. „In den Zellen wird rund um die Uhr verschmutzte Polierpaste verteilt.“ Und trotzdem muss die Technik zuverlässig funktionieren.
Das schwierige Umfeld war mit ein Grund, warum die Entwicklung der Anlage rund drei Jahre in Anspruch nahm. „Bei der Konstruktion, der Arbeitsvorbereitung und später beim Bau waren viele Mitarbeiter beteiligt“, erzählt Groß. „Ein Prozesstechniker war fast zwei Jahre vor Ort und hat die Produktion und das Anlernen des Personals begleitet.“ Andreas Groß war selbst mindestens zwanzig Mal in Geislingen. „Natürlich hat nicht alles von Anfang an reibungslos funktioniert, ist doch klar“, gibt der Geschäftsführer zu.
Das wäre auch ein Wunder gewesen. Der Maschinenpark hat mit 35 x 20 m etwa die Abmessungen eines Handballfeldes und ist damit das größte Projekt, das die Wuppertaler je abgewickelt haben. Die Anlage besteht aus drei Strängen mit je elf Robotern, die sequentiell zusammenarbeiten. Alle Roboter sind miteinander vernetzt und bearbeiten Töpfe und Pfannen vollautomatisch. „Jeder spricht heute von Industrie 4.0 und hat entsprechende Lösungen im Programm, aber nicht in allen ist auch Industrie 4.0 drin“, weiß Andreas Groß. „Aber bei uns sind das ganz konkret 33 vernetzte Intelligenzen, die sich selbst organisieren und jede Einheit kann Entscheidungen treffen.“
Das ist genau das, was mit Industrie 4.0 gemeint ist: Dezentrale Intelligenzen, die Eingangssignale verarbeiten und daraus Konsequenzen ableiten. Das kann zum Beispiel ein Werkzeugwechsel sein, wenn sich das Werkstück, also der Topf oder die Pfanne, ändert. In diesem Fall rüstet sich die Anlage innerhalb von 2,5 Minuten vollautomatisch um, ohne dass ein Werker in der Halle an irgendeiner Schraube dreht oder irgendwo einen Knopf drückt. Eine intelligente Weiche erkennt das bereitgestellte Werkstück, es folgt ein Plausibilitätscheck und danach rüsten sich alle 33 Roboter nacheinander und selbstständig um. Die Anlage stellt sich sozusagen auf das neue Werkstück ein. Die Kurzformel könnte lauten: Neuer Topf, neues Programm. Gleichzeitig werden aber alle Werkstücke, die sich in der Anlage befinden, weiter verarbeitet. Bearbeitung und Umrüstung laufen parallel ab. Die Anlage schleift, poliert und baut sich gleichzeitig pausenlos um (siehe auch Interview).
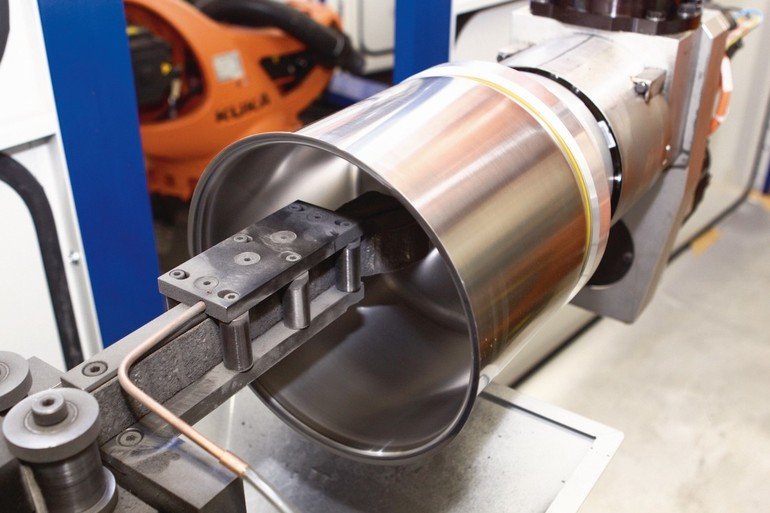
So ein umgeformtes Stück Blech, frisch aus der Presse und noch völlig unbearbeitet, erinnert nur entfernt an einen Markentopf. Auch der Laie erkennt sofort, dass hier noch viel zu tun ist. Aber dass sich gleich elf Roboter auf das Teil stürzen, ist doch bemerkenswert. In der Praxis durchläuft ein Topf oder eine Pfanne einen kompletten Roboterstrang. Die ersten sechs Maschinen bearbeiten die Werkstücke außen, die restlichen fünf Roboter sind für die Innenbearbeitung vorgesehen. Bevor es überhaupt losgehen kann, muss der Roboter für die Bearbeitung den Topf richtig packen. Speziell für die Außenbearbeitung haben die Wuppertaler einen speziellen Kombi-Greifer entwickelt, der sich erstens über Vakuum im Innern des Topfes am Boden festsaugt und zugleich ein Spreizwerkzeug ausfährt. „Stellen Sie sich vor, sie gehen mit der rechten Hand in den Topf und spreizen dann die Finger“, veranschaulicht Andreas Groß den Vorgang. „So ungefähr funktioniert auch unser Greifer.“ Groß spricht zu Recht von „unserem Greifer“, denn das Teil ist in der Konstruktionsabteilung der Heinz Berger Maschinenfabrik entstanden. Fast anderthalb Jahre Entwicklungszeit stecken da drin.
Ist der Topf mit dem Kombi-Greifer fixiert, beginnt Runde eins der Außenbearbeitung. Am Topfboden und an den Mantelflächen werden die unverkennbaren Spuren des Tiefziehens weggeschliffen. Das sind typische Wellenlinien an der Oberfläche, deren Ursache Unregelmäßigkeiten in der Ronde sind, auf die man beim Verformen keinen Einfluss hat. Das alles muss vor dem nächsten Arbeitsgang glattgeschliffen sein. Auch der so genannte Schüttrand des Topfes wird glattgeschliffen, damit sich der Benutzer daran nicht verletzen kann und das Produkt am Ende gut aussieht. Alle Arbeitsgänge teilen sich die Roboter in unterschiedlichen Prozessen und mit verschiedenen Werkzeugen.
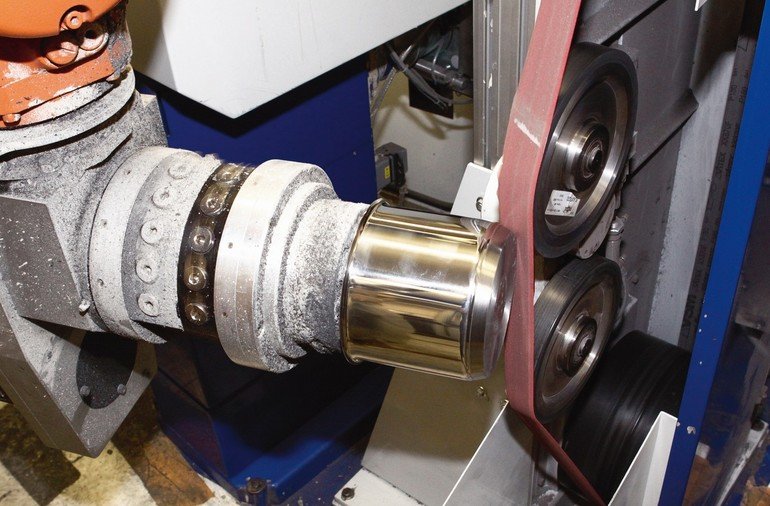
Nach dem Schleifen folgt das Polieren und Abglänzen der Außenseiten. Während beim Schleifen alle notwendigen Komponenten wie Schleifmittel und Bindung bereits auf dem Trägermaterial vorhanden sind, funktioniert Polieren nur mit einer zusätzlichen Polierpaste. Die Polierscheibe selbst wird vom Roboter geführt. In der Paste befinden sich Fett und Schleifkörner, die für den gewünschten Abtrag sorgen.
Andreas Groß und seine Mitarbeiter mussten also eine Möglichkeit finden, wie die Polierpaste zwischen Polierscheibe und Werkstück kommt – und zwar immer in der richtigen Menge und an die richtige Stelle. Vor allem die richtige Stelle entpuppte sich während der Entwicklung der Anlage als Herausforderung, denn eine Polierscheibe verändert sich im Laufe der Zeit. Am Anfang hat sie einen Durchmesser von 500 mm und wenn sie nach rund tausend Töpfen verbraucht ist, ist der Durchmesser auf 300 mm geschrumpft. Für den automatischen Auftrag der Polierpaste ist das nicht unerheblich.
Also brachten die Wuppertaler über der Scheibe eine sogenannte Hochdruck-Polierpistole an, die mit einem Druck von 15 bar zwischen 2 und 6 mm³ Paste zwischen Topf und Polierscheibe schießt. Das erfolgt in regelmäßigen Abständen, die sich programmieren lassen. Allerdings muss die Pistole dabei an die richtige Stelle schießen und ihr Ziel genau treffen. Da die Polierscheibe im Laufe ihres Einsatzes schrumpft, handelt es sich dabei auch noch um ein bewegtes Ziel. Im Beispiel verkürzt sich der Radius der Scheibe um 100 mm. Da die Polierpaste immer genau zwischen Werkstück und Werkzeug auftreffen muss, wird dieser Verfahrweg über einen variablen Abschusswinkel wieder ausgeglichen. Auch darum kümmern sich die Roboter. Sie verändern den Winkel, mit dem die Pistole die Paste abfeuert.
Rund 30 Sekunden ist ein Topf oder eine
Pfanne in der Geisterbahn unterwegs
Für Andreas Groß ist das „eine ganz neue und total abgefahrene Technik“, die es seines Wissens so noch nicht gegeben hat. Die robotergesteuerte Verstellung der Polierpasten-Pistole ist nicht nur einzigartig, sondern obendrein noch günstig. „Unsere Lösung kostet unter 10.000 Euro und bei 33 Robotern ist das ein gewaltiger Unterschied, ob dieses Detail am Ende 10.000 Euro kostet oder das Doppelte“, betont Groß zu Recht. Gut versorgt mit der richtigen Polierscheibe und genügend Polierpaste an der richtigen Stelle machen sich die Roboter an die Arbeit und verleihen dem Kochgeschirr seine endgültige, glänzende Oberfläche.
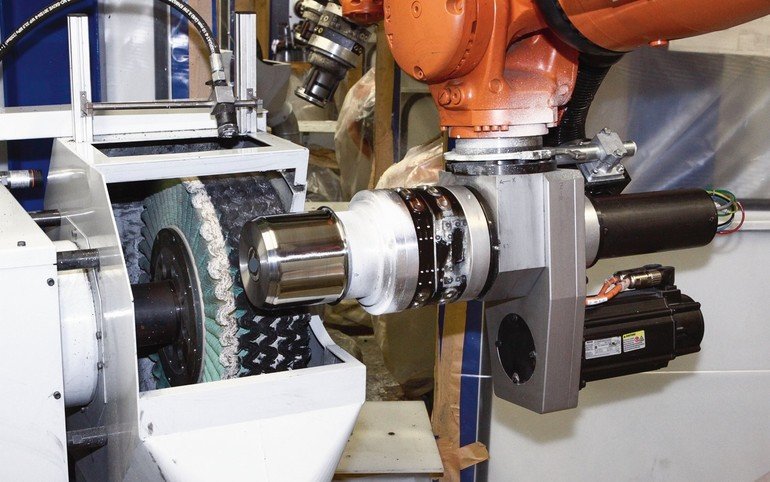
Die verbleibenden fünf Roboter sind für die Innenbearbeitung der Töpfe und Pfannen vorgesehen. Hier wiederholen sich die Bearbeitungsschritte vom Schleifen über das Polieren bis zum Abglänzen. Auch für diesen Arbeitsgang gibt es einen speziellen Greifer aus der eigenen Entwicklung, der den Topf mit Vakuum am Boden festhält. Rund 30 s ist das Kochgeschirr in dieser Geisterbahn unterwegs. Und da es drei von diesen Linien gibt, spuckt die Anlage alle 10 s ein fertiges Produkt aus. Wie alles in der Anlage funktioniert auch der Werkzeugwechsel vollautomatisch. Es ist einleuchtend, dass für eine kleine Stielkasserolle mit einer Mantelhöhe von 70 mm eine andere Polierscheibe gebraucht wird, als für einen 300 mm hohen Schnellkochtopf. Die Polierscheiben unterscheiden sich nicht nur im Durchmesser, sondern auch im Gewicht. Während das schmale Modell etwa 25 kg wiegt, bringt es die breite Scheibe auf 80 kg. Ebenso müssen die Schleifwerkzeuge gewechselt werden, mit denen der Roboter unterschiedliche Regionen der Werkstücke bearbeitet.
Polierscheiben sind nie ganz rund, sprich sie eiern bei der Bearbeitung. Deswegen muss das Werkzeug mit einem erheblichen Druck an das Werkstück gepresst werden. „Wenn Sie die Scheibe wie ein Mädchen davorhalten, können Sie bis zum jüngsten Tag polieren und kommen nicht weiter“, weiß Groß. Deswegen sei die Anlage mit Schwerlast-Robotern“ ausgestattet, die einen Anpressdruck zwischen 50 und 80 kg aufbringen. Im konkreten Fall sind das die Modelle KR 180 des Herstellers Kuka, die für eine maximale Traglast von 180 kg ausgelegt sind.
Die Roboter sind nicht nur stark, rüsten sich automatisch um und kümmern sich um die Einstellung der Polierpistole. Sie binden auch die Kollegen aus Fleisch und Blut mit ein. So wissen die Roboter immer, wie viel Personal sich in der Halle befindet. Üblicherweise kümmern sich zwei Werker um die Anlage. Zu ihrer Arbeit gehört unter anderem die Bereitstellung der Polierscheiben, die dann von den Robotern gegriffen werden. Jeder Roboter weiß, wie lange sein Werkzeugvorrat noch ausreicht, kennt aber zugleich die Vorräte der anderen Modelle. Und da alle Roboter vernetzt sind und sich miteinander unterhalten, können sie sich bei der Bevorratung abstimmen und Konflikte vermeiden.
Ein Beispiel: Weil Roboter Nummer 13 absehen kann, dass sein Vorrat an Polierscheiben zeitgleich mit dem Vorrat von Roboter 17 zur Neige geht, schickt er einen Werker vorsichtshalber zwei Stunden früher ins Lager, um Nachschub zu holen. So wird die Kapazität der Anlage optimiert und zugleich das am meisten gefürchtete Szenario vermieden: ein teurer Stillstand. Es gibt verschiedene Möglichkeiten, wie der Roboter Kontakt zum Werker aufnehmen kann. Eine ist der Weg über das Handy. Zudem hängen Bildschirme in der Halle, an denen die Aufträge abgelesen werden können.
Trotz aller widrigen Umstände, unter denen die Roboter arbeiten, haben es die Wuppertaler geschafft, die geforderte Verfügbarkeit von 95 % für die komplette Anlage zu gewährleisten. Das bedeutet, dass jeder Roboter mit einer Zuverlässigkeit von 99 % arbeiten muss. „Und nicht zuletzt müssen auch die Spindeln für die Polierscheiben bei all dem Dreck funktionieren, und zwar über Jahre“, betont Groß. Aber auch das Problem bekamen die Spezialisten aus dem Bergischen Land am Ende unter Kontrolle.
„Die Anlage baut sich permanent um“
Herr Johann, bei der Entwicklung der Anlage waren viele Hürden zu meistern. Gab es trotzdem so etwas wie die größte Herausforderung? Was hat Sie bei der Realisierung am meisten gefordert?
Das ganze Projekt war eigentlich eine große Herausforderung, vor allem für uns als mittelständisches Unternehmen, das üblicherweise nicht ganz so große Anlagen baut. Besonders spannend war sicher die Aufgabe dafür zu sorgen, dass jeder Roboter im richtigen Moment weiß, welcher Topf gerade anliegt. Die komplette Anlage stellt sich dann auf diesen Topf ein und rüstet sich automatisch um. Der Topf bestimmt das Programm.
Aber zeitgleich werden die Töpfe, die sich noch in der Anlage befinden, fertig bearbeitet?
Richtig. Die Anlage baut sich permanent um und bearbeitet gleichzeitig die Werkstücke. Während der eine Roboter einen Topf poliert, wechselt der andere gerade das Werkzeug oder den Greifer für den nächsten Topf. Das Umrüsten zieht sich wie eine Welle durch die Anlage, das ist auch das Faszinierende daran. Sie stehen daneben und sehen, wie sich alles umbaut, wie von Geisterhand gesteuert. Natürlich steckt dahinter kein Geist, sondern eine ausgeklügelte Steuerungstechnik.
War dieses Konzept vom Kunden so gefordert?
Wir mussten so verfahren, sonst hätten wir die geforderte Produktwechselzeit nicht einhalten können. Wir können nicht erst die Anlage leer fahren, bevor wir ein neues Produkt einschleusen.
Die Entwicklung der Anlage hat drei Jahre gedauert. Hatten Sie in dieser doch langen Zeit Zweifel, die gesteckten Ziele zu erreichen?
Unser Geschäftsführer hat nie gezweifelt. Wir haben alle an einem Strang gezogen, nach vorne geschaut, die Aufgaben in Pakete portioniert und in der Firma verteilt. So konnten wir durch koordinierte Zusammenarbeit dieses große Projekt am Ende stemmen.
Hand aufs Herz: Blieben Vorgaben auf der Strecke?
Gute Frage. Es gab ein umfangreiches Pflichtenheft vom Kunden. In der Zeit, die uns zur Verfügung stand, haben wir am Ende alles realisiert. Darunter auch Dinge, von denen wir am Anfang die Lösung noch nicht kannten. In den drei Jahren haben wir auch völlig neue Ideen entwickelt.
Was zum Beispiel?
Das Zuführsystem für die Polierpaste. Die Geschichte haben wir lange vor uns hergeschoben. Der Roboter nimmt quasi die Pastendüse in die Hand und schiebt sie in die richtige Position. Und wir brauchen keine zusätzlichen Antriebe. Wir konnten uns lange nicht vorstellen, wie wir das lösen sollen und befürchteten, dass das noch ein großes Problem wird. Doch dann kam die zündende Idee.
Wie lange wird die Anlage in Betrieb sein?
Mindestens zehn, möglicherweise zwanzig Jahre. Vielleicht sogar noch länger. Ich arbeite jetzt seit 2005 bei Heinz Berger und alle Anlagen, die ich gebaut habe, laufen noch.
 Benjamin Johann ist Projektleiter Steuerungstechnik bei der Heinz Berger Maschinenfabrik in Wuppertal.
Benjamin Johann ist Projektleiter Steuerungstechnik bei der Heinz Berger Maschinenfabrik in Wuppertal.Industrie 4.0 in Reinkultur
Bei der Festlegung des Gewinners des Robotics Award 2018 hatte die Jury einmal mehr Fingerspitzengefühl bewiesen. Denn was die komplexe Anlage der Heinz Berger Maschinenfabrik tatsächlich kann, war mit den begrenzten Möglichkeiten einer Bewerbung kaum darzustellen. Auch das mitgelieferte Video konnte nur einen ersten Eindruck vermitteln. Bei meinen Recherchen zu dieser Geschichte stellte ich fest: Donnerwetter! Die Lösung ist Industrie 4.0 in Reinkultur und hat zu Recht die Goldmedaille verdient.









{kind=link}