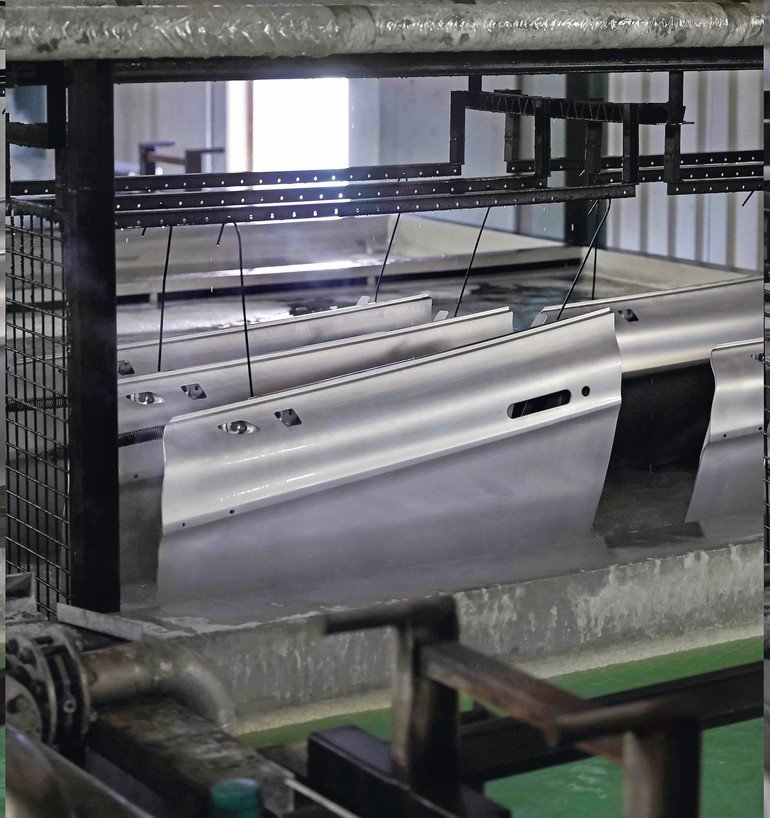




Die kathodische Tauchlackierung (KTL) ist ein elektrochemisches Verfahren, bei dem Bauteile in einem Tauchbad mit elektrisch leitfähigem, wässrigem Tauchlack beschichtet werden. Die Schichtdicke, mit der der Lack auf dem Bauteil abgeschieden wird, ist abhängig von der Teilegeometrie und der Höhe der angelegten Spannung. Am Ende wird die Beschichtung in einem Trockenofen bei Temperaturen zwischen 150 °C und 230 °C eingebrannt. So entsteht eine lösemittel- und korrosionsbeständige, gegen Säuren und Laugen resistente Oberfläche. Um eine qualitativ hochwertige Beschichtung gewährleisten zu können, muss bereits im Vorfeld, bei der Konstruktion und der Vorbehandlung der Bauteile, einiges beachtet werden.
Bei der Konstruktion eines Bauteils, das anschließend KTL beschichtet werden soll, muss bedacht werden, dass KTL ein Tauchverfahren ist, und die Flüssigkeit einerseits überall hin gelangen muss und andererseits vollständig und rasch vom Bauteil wieder ablaufen muss. Das bedeutet, die Bauteil-Geometrie muss hinsichtlich des Beschichtungsverfahrens optimiert werden. Die konstruktive Gestaltung der Werkstücke trägt erheblich zur Beschichtungsfähigkeit und damit zur Vermeidung unnötiger Kosten bei. Besonders Bohrungen, Hinterschneidungen, Aufdopplungen, enge Spalten, Nuten, Querschnittsübergänge, kleine Übergangsradien an Hohlkehlen und dergleichen müssen vermieden werden. Da die Bauteile im Allgemeinen an speziellen Vorrichtungen aufgehängt oder aufgesteckt werden, um sie zu tauchen, sollte sich bereits der Konstrukteur Gedanken um entsprechende Aufnahmepunkte am Bauteil machen.
Enge Spalten gilt es
möglichst zu vermeiden
An Hinterschneidungen, engen Spalten sowie kleinen Übergangsradien 2 mm an Hohlkehlen, Nuten und Querschnittsübergängen entstehen Kapillare, aus denen Verschmutzungen wie Öle und Fette bei der Vorbehandlung nur schlecht entfernt werden können. Auch Chemikalien, die im Vorbehandlungsprozess eingesetzt werden, lassen sich nur schwer wieder entfernen. Treten in diesen Bereichen bei der Beschichtung Fehler auf, ist hier eine Nachbearbeitung sehr aufwendig und teuer. Die Entlackungsmedien setzen sich hier fest, was dazu führt, dass eine qualitätsgerechte Beschichtung nicht mehr möglich ist. Beim Einbrennen des KTL-Lacks treten an diesen Stellen häufig Lackstörungen auf und der erzielte Korrosionsschutz ist nicht gegeben.
Grundsätzlich ist bei Bauteilen eine Geometrie zu vermeiden, die das vollständige Ablaufen der Flüssigkeiten verhindert. Das heißt, in vorhandene Hohlräume eindringende Flüssigkeiten müssen ungestört und rasch abfließen können. Es müssen Ablaufspalten oder Bohrungen vorgesehen werden. Das jeweilige Hohlraumvolumen gibt die Größe der Ablaufbohrungen vor. Sie sollten zur Vermeidung von Kapillarwirkungen einen Mindestdurchmesser von 4 mm aufweisen. Eine weitere Problematik von Hohlräumen ist die „Verunreinigung“ der Prozessmedien. Die Bauteile werden beim Tauchprozess nacheinander in verschiedene Bäder getaucht. Damit die Flüssigkeit aus dem einen Bad nicht in das nächste „verschleppt“ wird und die Beschichtungsqualität nachhaltig auch für nachfolgende Bauteile mindert, muss die Flüssigkeit optimal ablaufen können. Wichtig ist hier auch, dass der Konstrukteur die Bauteilpositionierung beim Beschichtungsprozess bedenkt. Wie kann beziehungsweis muss das Bauteil im Gehänge aufgehängt werden, damit das gewünschte Auslaufverhalten sichergestellt wird?
Entlüftung für Hohlräume
sollten vorgesehen werden
Genauso schlecht wie der mangelnde Abfluss der Flüssigkeiten sind Hohlräume, in die die Flüssigkeit nicht eindringen kann, da sie nicht entlüftet werden. Sacklochbohrungen, die in der Beschichtungsposition nach unten weisen, sowie nicht entlüftete Hohlräume in Rohren oder an Blechsickungen sollten daher vermieden werden. Durch nicht entlüftete Hohlräume entstehen beim Tauchen Luftblasen in Hohlraum, die die Beschichtung verhindern. Lassen sich solche Stellen nicht vermeiden, ist nur die nachträgliche und mit zusätzlichen Kosten verbundene Aufbringung einer weiteren Oberfläche – zum Beispiel durch Pulverbeschichtung oder Nasslack – oder eine geeignete Hohlraumversiegelung möglich.
Eine Alternative ist der Einsatz spezieller Kippgestelle, die die Bauteile im Prozess in den Gestellen drehen und so für den ungehinderten Abfluss der Flüssigkeiten beziehungsweise die luftblasenfreie Beschichtung der Hohlräume sorgen. Kippgestelle verursachen allerdings erhebliche Zusatzkosten, die der Kunde berücksichtigen muss.
Ein weiterer Punkt, der bei Hohlräumen und Rohren zu beachten ist, ist der sogenannte Faradaysche Effekt. Die KTL-Beschichtung besitzt ein sehr gutes Eindringvermögen, das anderen organischen Beschichtungsverfahren weit überlegen ist. Der Faradaysche Effekt begrenzt dieses Eindringvermögen, das heißt das Abscheidevermögen in Hohlräumen. Denn dies ist, zum Beispiel bei Rohren, abhängig vom Verhältnis des Rohrinnendurchmessers zur Rohrlänge oder, bei anderen Bauformen, abhängig vom Abstand zweier eng aneinander liegender Platten zu deren Flächenausdehnung. Durch Entlastungsöffnungen lässt sich der Faradaysche Effekt soweit verringern, dass die gewünschte Innenbeschichtung erreicht wird, ohne die Prozessparameter wesentlich verändern zu müssen.
Die KTL-Schichtdicke
bei Abmessungen einplanen
Beschichten bedeutet immer Materialauftrag. Bohrungen werden kleiner und Außendurchmesser werden größer. Durch die geringen Schichtdicken der KTL-Beschichtung werden Fügetoleranzen in der Regel nicht beeinträchtigt. Trotzdem ist es sinnvoll, die Schichtdicken in der Toleranzmessung mit zu berücksichtigen, damit aufwendige Maskierungsarbeiten vermieden werden können. Vor allem Funktionsflächen sollten in den Konstruktionszeichnungen besonders gekennzeichnet werden und die dort erforderlichen Qualitätsmerkmale benannt werden. Dann kann im Einzelfall geprüft werden, ob dort nicht doch eine Maskierung oder eine nachträgliche mechanische Bearbeitung erforderlich ist. So werden beispielsweise Innengewinde, die lackfrei bleiben sollen, vor dem Beschichten mit einem Gummistopfen abgedeckt. Bei Flanschen, die einen großen Oberflächenbereich haben, der nicht beschichtet werden darf, wird in der Regel das Rohteil ganz beschichtet und erst anschließend an den Planflächen spanend bearbeitet, so dass diese dann lackfrei sind. Die nachträgliche spanende Bearbeitung ist kein Problem, da eine gut aufgetragene KTL-Schicht im Randbereich durch diese Bearbeitung nicht abplatzt.
Jedes Bauteil, das im KTL-Tauchbad beschichtet wird, ist in einem Gestell aufgehängt oder aufgesteckt. Das bedeutet, je nach Größe des Bauteils ergeben sich eine oder mehrere Kontaktstellen, die nicht beschichtet werden. Die Größe der Kontaktstellen hängt dabei in der Regel von Größe und Gewicht des Bauteils ab. Je größer und schwerer ein Bauteil ist, je größer wird unter Umständen auch die Kontaktstelle. Daher ist es wichtig, dass der Konstrukteur mögliche Kontaktstellen bereits bei der Konstruktion berücksichtigt und sie dort vorsieht, wo sie die Qualität der Beschichtung möglichst wenig beeinträchtigen. Oft werden auch zusätzliche Bohrungen am Bauteil vorgesehen, die ausschließlich zur Aufhängung des Bauteils dienen.
Für eine qualitativ hochwertige Beschichtung ist eine einwandfreie Oberflächenvorbehandlung und Reinigung wichtig. So dürfen zum Beispiel bei der spanenden und spanlosen Bearbeitung nur Hilfsstoffe wie etwa Kühlschmierstoffe, Ziehöle, Schleif-, Polier- und Strahlmittel verwendet werden, die durch wässrige Reiniger entfernt werden können. Besonders Entformungsschmierstoffe, die im Gussprozess eingesetzt werden und zum Teil in die Oberfläche diffundieren können, beeinflussen, wenn sie nicht vollständig entfernt werden, die Beschichtung sehr negativ.
Unter Umständen müssen diese vorher durch Schleifen oder Strahlen gründlich entfernt werden. Eine weitere Problematik sind Lunker, die beim Gussprozess entstehen können und in der nachfolgenden spanenden Bearbeitung angeschnitten werden. Hier entstehen dann offene Poren und Kapillare, was zu Oberflächenstörungen in der KTL-Beschichtung führt.
Bauteile müssen frei sein
von Silikonrückständen
Ganz wichtig ist auch die Beseitigung von Silikonrückständen. Diese sorgen nicht nur für ein schlechtes Beschichtungsergebnis, sondern bereits kleinste Mengen können Vorbehandlungsbäder oder das KTL-Tauchbad kontaminieren. Das zieht aufwendige und kostenintensive Reinigungsarbeiten und Produktionsausfälle nach sich.
Alle Medien, die mit dem rohen Werkstück in Kontakt kommen, müssen bezüglich ihrer Verträglichkeit mit Lackier- und Beschichtungsprozessen spezifiziert werden. Das gilt auch für Beschichtungsmedien für einen temporären Korrosionsschutz bei der Zwischenlagerung von Werkstücken im Freien oder beim Transport auf dem LKW. Auch diese temporären Beschichtungen bzw. Konservierungen müssen mit wässrigen Lösungen rückstandsfrei entfernt werden können.
Ebenfalls zu vermeiden ist die Kennzeichnung von Bauteilen mit wasserfesten Edding- oder Wachsmarkierungsstiften. Auch Aufkleber und Klebebänder hinterlassen beim Entfernen Kleberrückstände, die nur schwer zu entfernen sind.
Vorkorrosion, Zunder
und Verglasungen stören
Für ein gutes Beschichtungsergebnis ist die Entfernung vorhandener Vorkorrosion auf Stahl-, Zink- und Aluminium-Bauteilen, in der Regel durch Schleifen, Beizen, Waschen oder Strahlen, je nach Intensität des Rosts und vorhandenem Werkstoff, erforderlich. Ebenso sollten Verglasungen, die je nach Schweißverfahren entlang von Schweißnähten entstehen können, durch Abbürsten, Beizen, Strahlen oder Schleifen entfernt werden. Lasergeschnittene Bauteile weisen an der Schnittkante in der Regel eine dünne Schicht Laserzunder auf, die keine feste Haftung zum metallischen Untergrund hat. Wird diese vor dem KTL-Prozess nicht entfernt, kann sie durch geringste mechanische Belastungen später abplatzen und die metallisch blanke Schnittkante freilegen. Laserzunder kann zum Beispiel durch Strahlen oder Trovalisieren entfernt werden. Besser ist das Laserschneiden solcher Bauteile unter Inertgas-Atmosphäre wie Stickstoff, wodurch die Bildung von Laserzunder verhindert wird.
Scharfe Grate, Zinkspäne und sogenannte Pressflöhe, wie sie in Umformprozessen entstehen können, müssen ebenfalls vor der KTL-Beschichtung entfernt werden, denn sie führen dazu, dass an diesen Stellen eine unkontrollierte Abscheidung von KTL-Lack stattfindet. Dies führt zu unerwünschten blasenartig aufgeworfenen Lackklumpen, die mehrere Millimeter Größe erreichen. Oder ein Span bleibt auf dem Werkstück haften und wird mitbeschichtet. Wird dieser Span dann nach der Beschichtung bewusst oder unbewusst entfernt, ist die Stelle am Werkstück blank.
Wie man sieht, erfordert eine optimale Beschichtungsqualität eine sorgfältige Abstimmung von Technologie, Materialien sowie Eigenschaften und Beschaffenheit der Bauteile. Der Konstrukteur kann bei seiner Arbeit bereits einen erheblichen Beitrag dazu leisten, ein gutes Beschichtungsergebnis sicherzustellen und unnötige Kosten zu vermeiden.








{kind=link}