



Bei der Herstellung von Elastomer-Formteilen dominiert heute das automatisierte und über Jahrzehnte hinweg optimierte Spritzgießen: Hinsichtlich der Qualität der Teile brauchen die elastomeren Materialien und Verfahren keinen Vergleich mit anderen Polymeren zu scheuen.
Elastomere wie Naturkautschuk, synthetischer Kautschuk und Weichgummi sind makromolekulare Stoffe, die sich bereits bei Raumtemperatur elastisch verformen und danach wieder ihre unverformte Gestalt zurückgewinnen können. Das gilt im weitesten Sinne auch für thermoplastische Elastomere und Flüssigsilikone. Diese Eigenschaften machen sie wertvoll und so vielseitig, dass Elastomere in nahezu allen Branchen zum Einsatz kommen – im Automobil ebenso wie in Gegenständen des täglichen Bedarfs oder in der Medizintechnik. Etwa in Form von Dichtungen, Radhaus-Auskleidungen, Lebensmittelbehältern, Kunststoffflaschen, Verpackungselementen oder Schläuchen und Gerätekomponenten in der Anästhesie… weitere materielle Details finden sich auf Seite 54 dieses Heftes.
Im Blick auf die Herstellung von Formteilen befindet sich das Spritzgießen auf der Pole Position: Es ist heute das bevorzugte Urformverfahren für Elastomere, ein diskontinuierlicher Prozess im Gegensatz beispielsweise zum Extrudieren: Bei jedem Produktionszyklus öffnet und schließt sich das formgebende Werkzeug. Ursprünglich für Thermoplaste entwickelt, lässt sich das Spritzgießen inzwischen auf fast alle Kunststoffarten anwenden, auf schäumende, ungefüllte und gefüllte Materialien – und eben auch auf in der Wärme vernetzende, wie Elastomere.
Die Temperierung ist denn auch der Hauptunterschied beim Verarbeiten von Elastomeren. Thermoplaste werden im Plastifizierzylinder der Maschine überwiegend durch die von der rotierenden Schnecke erzeugte Scherwärme aufgeschmolzen und durch das axiale Verschieben der Schnecke mit hohem Druck in die gekühlte Höhlung des geschlossenen Werkzeugs eingespritzt, wo sie zum fertigen Formteil erstarren und beim Formöffnen ausgeworfen werden. Bei der Verarbeitung von Elastomeren hingegen verändert sich die Temperaturverteilung zwischen Maschine und Werkzeug: Da Elastomere in der Wärme vernetzen, ist die Schnecke im meist flüssigkeitstemperierten Schneckenzylinder relativ kalt (20 bis 30 °C), um das vorzeitige Ausvulkanisieren des Materials zu vermeiden, das erst im Werkzeug erfolgen soll. Dafür ist das Werkzeug heißer (160 bis 220 °C), um Vernetzung und Formgebung des Elastomers zu ermöglichen. Eine Ausnahme bilden thermoplastische Elastomere, die – nomen est omen – wie Thermoplaste verarbeitet werden.
Das Spritzgießen von Elastomeren bietet vielfältige Möglichkeiten. Beim Mehrkomponenten-Spritzgießen werden unterschiedliche Kunststoffe in einem Fertigungszyklus zum Bauteil verbunden, zum Beispiel recyclingfähige Hart-Weich-Verbunde aus einem harten, thermoplastischen Träger mit einer weichen, geschäumten Deckschicht aus thermoplastischen Elastomeren. Natürlich muss das Werkzeug dafür ausgelegt sein, beispielsweise mit einem Drehteller, der die Kavitäten nach dem Einspritzen der ersten Komponente in die richtige Position für das Einspritzen der zweiten bringt.
Mit geschäumten Spritzgussformteilen aus Elastomeren lassen sich Material und Kosten im Vergleich zu kompakten Teilen reduzieren. Das weitgehend noch unerforschte physikalische Schäumen bietet zudem die Möglichkeit, die mechanischen Teileeigenschaften über die Schaumstruktur gezielt zu variieren. Dabei entsteht der Schaum auf dem Weg der (unter Druck stehenden) Polymerschmelze ins Werkzeug, in die zu diesem Zweck ein Treibgas oder eine niedrigsiedende Flüssigkeit injiziert wird.
Die Verarbeitung von Flüssig-Silikon-Kautschuk (LSR) – etwa zu Trinksaugern, Dichtkappen oder Lichtleiterfolien aus hochtransparenten LSR-Typen – gewinnt immer mehr an Bedeutung. LSR wird auf modifizierten Spritzgießmaschinen verarbeitet, denen eine Dosierstation beigestellt werden muss. Bei hochtemperaturvernetzenden Silikonen (HTV) ist stattdessen eine Stopfvorrichtung erforderlich, die das Material in den Schneckenzylinder fördert.
Dass sich aus diesen Materialien Mehrkomponenten-Bauteile herstellen lassen, beweist die österreichische Rico Elastomere Projecting GmbH, Thalheim/Wels. Highlights ihres Produktportfolios sind Werkzeuge für die Materialkombinationen LSR/Thermoplast, Gummi/Thermoplast, LSR/Metall, LSR/LSR und auch Thermoplast/LSR mit Metalleinlegeteilen.
Die meisten Elastomer-Formteile lassen sich in der geforderten Qualität am wirtschaftlichsten spritzgießen. Dennoch geht es auch anders. Wo der Spritzguss an seine technischen und wirtschaftlichen Grenzen stößt, bieten sich andere Prozesse an, etwa bei sehr großvolumigen oder großflächigen Teilen oder bei sehr dünnen Membranen. Erwähnt sei Compression Moulding, stellvertretend für eine Reihe alternativer Formgebungsprozesse.
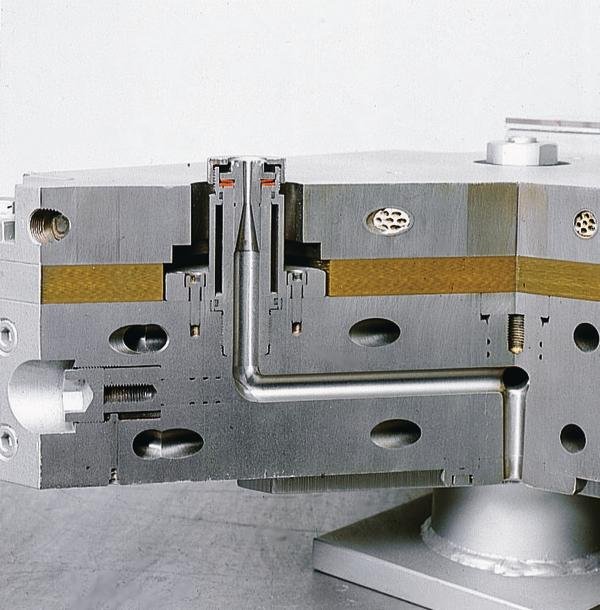
Wie erwähnt, werden bei der Elastomerverarbeitung die Werkzeugkavitäten für die Vulkanisation der Formmasse beheizt, meist mit elektrischen Heizpatronen. Vom Schneckenzylinder bis zum Formnest soll das Material dagegen „cool“ bleiben, um nicht vorzeitig zu vernetzen. Dafür gibt es den so genannten Kaltkanal, ein niedrig temperierter Angussbereich des Werkzeugs und der Zylinderdüse. Mit ihm lässt sich auch die entstehende Menge an vulkanisiertem Abfall erheblich vermindern, da das in den Kanälen befindliche, nicht vulkanisierte Material wiederverwendet werden kann.
Die Verteilerkanäle verlaufen in einem mit Kühlmedium temperierten Kaltkanalblock. In den beheizten Vulkanisationsteil der Form tritt das Elastomer über einzeln gekühlte Düsenelemente ein. Die Klöckner Desma Elastomertechnik GmbH, Fridingen, hat dafür das Nadelverschluss-Kaltkanalsystem Flowcontrol entwickelt, bei dem die Düsen hydraulisch einzeln angesteuert werden – vorteilhaft etwa bei Präzisionsformteilen aus hochviskosen Gummimischungen. Als Kühlmedium wird meist Wasser verwendet. Die thermische Trennung des Vulkanisationsteils vom gekühlten Angussbereich übernimmt eine Isolierplatte.
„Gummimaschinen“ lassen sich nach ihrer Bauweise generell in horizontale und vertikale Konstruktionen gliedern. Für Großserienteile wie technische Formteilen oder O-Ringe werden Horizontalmaschinen mit waagerechten Einspritz- und Schließeinheiten favorisiert. Vertikalmaschinen werden bevorzugt für die Produktion von Gummi-/Metallteilen oder anderen Materialverbunden bevorzugt, unter anderem in Verbindung mit zu umspritzenden Einlegeteilen. Natürlich gibt es auch Maschinen-Varianten mit vertikaler „Schließe“ und horizontaler „Spritze“ und umgekehrt – etwa wenn Anwendungen das Anspritzen in die Form-Trennebene erfordern.
Mehrkomponentenmaschinen sind konzipiert für Verbundteile mit zwei oder mehreren unterschiedlichen Farben oder Materialien. Dafür sind zwei oder drei Einspritzeinheiten montiert, die sich für das serielle oder simultane Füllen des Werkzeugs separat steuern lassen. Generell lassen sich Roboter oder Handlinggeräte einsetzen, um zu umspritzende Bauteilkomponenten einzulegen und die Fertigteile zu entnehmen.
Bei Drehtischmaschinen befüllt eine Einspritzeinheit nacheinander mehrere Einfach-Werkzeuge, die auf einer getaktet drehenden Tischstation montiert sind. Diese Bauweise hat sich als Alternative zu aufwändigen Mehrfachwerkzeugen und beim Einsatz von zu umspritzenden Einlegeteilen bewährt.
Je nach Geometrie und Größe der Elastomerteile reichen die Spritzvolumen bis zu 80 000 cm3 Formmasse, die aufzubringenden Schließkräfte bis 40 000 kN und die möglichen Einspritzdrücke bis zu 2500 bar. Einige Maschinen sind mit einem vertikalen C-Rahmen für die Schließeinheit ausgerüstet, der von drei Seiten aus zugänglich ist. Die Bewegungen der Maschinenachsen werden hydraulisch, mechanisch-hydraulisch oder vollelektrisch angetrieben, wobei der Trend aus energetischen Gründen mehr und mehr zu vollelektrischen Antrieben geht.
Bei Elastomerteilen arbeiten die Einspritzeinheiten meist nach dem FIFO-Prinzip (First-in-first-out), das auf die Maplan Maschinen und technische Anlagen Planungs- und Fertigungs-Gesellschaft m. b. H., Wien, zurückgeht: Das zuerst plastifizierte Material wird auch zuerst eingespritzt, was eine verkürzte und gleichmäßige Verweildauer des Materials im Spritzzylinder bewirkt.
Die für eine automatisierte Produktion ausgelegte elektronische Maschinensteuerung ist aus Wartungs- und Platzgründen meist in die Maschine integriert. Bei bestimmten Fertigungsaufgaben wird zunehmend der Ausbau der Einzelmaschine zur automatisierten Fertigungszelle angestrebt.
Neben einigen Herstellern, wie Desma oder Maplan, die sich nahezu ausschließlich auf Anlagen für die Elastomerverarbeitung spezialisiert haben, bieten alle Spritzgießmaschinenhersteller auch Maschinenversionen und/oder Ausrüstungspakete für die Elastomerverarbeitung an.
Ein Blick in die Zukunft des Elastomer-Spritzguss zeigt, dass die Maschinenhersteller nicht nur ihre Produkte weiterentwickeln – sondern auch ihre Unternehmen selbst: „Erfolgreiche Hersteller von Spritzgießmaschinen wandeln sich mehr und mehr vom reinen Maschinenlieferanten zum Systemlieferanten für Werkzeugkonzept, Prozessoptimierung, Automation und effiziente Maschinentechnik“, sagt Martin Schürmann, Desma-Geschäftsführer Vertrieb & Verwaltung. So bieten einige Hersteller bereits eine Lebenszykluskosten-Rechnung für das zu fertigende Bauteil an.
Schürmann weiter: „Das Herzstück ist die ressourcenschonende, produktive Fertigung. Bei der Elastomerverarbeitung liegen die größten Einspareffekte beim Materialeinsatz und in der Produktivitätssteigerung – noch vor denen des Energieeinsatzes.“ So ließe sich mit einem die Formbefüllung exakt steuernden Kaltkanal-System erreichen, dass die Angussverluste bis auf Null sinken bei gleichzeitiger Produktivitätssteigerung um bis zu 30 %. Das Ziel ist, den Kunden wettbewerbsfähiger zu machen: durch ständiges Verbessern der Maschinen-, Steuerungs- und Antriebstechnik, aber auch der Prozessabläufe und durch Gestalten von Fertigungszellen.
Klaus Diebold Fachjournalist in Nürnberg
Gummi-Historie
Elastomere sind ein im Wortsinn „dehnbarer Begriff“. Und sie sind seit über einem halben Jahrtausend aktuell: Ein Spiel Eingeborener mit elastischen Vollgummibällen machte die Alte Welt bei der Entdeckung Amerikas mit dem neuen Material bekannt. Die Indianer Mittelamerikas nannten es „caa-o-chu“ (weinender Baum): Naturkautschuk, ein unvernetztes, vulkanisierbares Polymer aus dem Milchsaft (Latex) des Kautschukbaumes. Erst 350 Jahre danach, im Jahr 1839, entdeckt Charles Goodyear durch Zufall, dass sich Kautschuk unter Zuführung von Schwefel und Wärme zu Gummi vulkansieren (vernetzen) lässt. Unter anderem mit der Einführung des synthetischen Kautschuks Anfang des 20. Jahrhunderts wird Gummi zu einem technischen Werkstoff für Formteile mit einem breiten Anwendungsspektrum und neuen Verarbeitungsverfahren.
Kautschuk, Gummi, Silikone & Co.
ELASTOMERE: AUF AUGENHÖHE MIT ANDEREN WERKSTOFFEN
Mit dem „Indianer-Gummi“ der Eingeborenen Mittelamerikas fing der Vormarsch der Elastomere vor fünf Jahrhunderten an. Heute sind sie im Orchester der Werkstoffe ein Instrument, das virtuos auf vielen Anwendungsfeldern spielt und auf das man nicht mehr verzichten kann.
Ursprünglicher Ausgangsstoff ist der Naturkautschuk, der im vulkanisierten Zustand als Gummi bezeichnet wird. Seit genau 100 Jahren gibt es darüber hinaus den Synthesekautschuk. Ein Qualitätskriterium ist die Härte dieser Werkstoffe, gemessen als der Widerstand, den das Material dem Eindringen eines Körpers entgegensetzt. Je nach Einsatzzweck und Material bewegen sich die Shore-Härten von 0A (Supersoft) über 20A und 90A (Weichgummi) bis 50D und darüber hinaus (zähelastische Gummis).
Spritzgegossen werden vor allem Kompaktteile in Großserie, die aus einer, zwei oder mehreren Komponenten gefertigt werden. Die Mehrkomponententechnik ist es, die viele neue Anwendungen initiiert.
Drei Beispiele kennzeichnen die ständige Weiterentwicklung von Elastomer-Werkstoffen: So wurden jüngst Synthesekautschuke entwickelt, die gegen Harnstoff beständig sind. Sie sind für Dichtungen in separaten AdBlue-Tanks im Auto bestimmt, die mittels Harnstofflösung die Stickoxid-Emissionen reduzieren sollen. Nano-Technologie konnte die Einsatztemperatur von EPDM-Kautschuk in Riementrieben von 90 auf 110 °C anheben. Und eine dritte Innovation ist „intelligenter“ Gummi, nachzulesen auf S. 26.
Im Gegensatz zu den „normalen“ Elastomeren sind die thermoplastischen Elastomere (TPE) physikalisch reversibel. Sie verhalten sich bei Raumtemperatur wie klassische Elastomere. Unter Wärmezufuhr lassen sie sich aber plastisch verformen (thermoplastisches Verhalten) und zeigen nach Abkühlung wieder elastisches Verhalten. TPE sind dadurch wesentlich einfacher zu verarbeiten. Produktionsabfälle lassen sich wiederverwenden und erneut spritzgießen.
Im technischen Anwendungsbereich weisen sie Shore-Härten von 60A bis 70D auf. Allerdings besitzen TPE etwas schlechtere elastische Eigenschaften. Sie haben eine geringere Temperaturbeständigkeit, höhere Kriechneigung und sind teurer. Werden sie jedoch maßgeschneidert (durch Elastomerlegierungen) und materialgerecht (im optimalen Temperaturbereich) eingesetzt, machen sie diese Nachteile wieder wett. Dazu trägt auch die Bauteilfertigung im schnellen und kostengünstigen Spritzgießverfahren bei.
Viele Anwendungen finden sich im Automobil, etwa als Dämpfungselemente oder als öl- und hitzebeständige, extrudierte Rohre und Schläuche im Motorraum. Weitere Beispiele sind blasgeformte Luftführungsrohre, spritzgegossene Dichtungen und Karosseriedurchführungen. TPE eignen sich darüber hinaus ideal zur Kombination mit anderen Thermoplasten, etwa als Hart-Weich-Verbunde mit haptisch freundlicher Oberfläche.
Flüssig-Silikon-Kautschuke (Liquid Silicone Rubber, LSR) sind anorganische 2K-Elastomere, die seit den 80er-Jahren spritzgegossen werden. Ihre Pluspunkte sind eine Dauer-Temperaturbeständigkeit von -50 °C bis +180 °C, sehr gute Alterungs- und Witterungsbeständigkeiten sowie physiologische Unbedenklichkeit bei den Typen, die für den Lebensmittel- und Medizinbereich zugelassenen sind. LSR lässt sich außerdem mittels Hitze und Gamma-Strahlung sterilisieren und kann beispielsweise auch ölschwitzend, also selbstschmierend, eingestellt werden.
Auch Festsilikon (hochtemperaturvernetztes Silikon, HTV) hat inzwischen seinen Platz unter den Silikonanwendungen eingenommen. Silikon-Kautschuke liegen in niedrigviskoser (LSR) bis hochpastöser Form und auch in Granulatform (HTV) vor.
Erste Produkte waren Babysauger. Durch die ständig verbesserten Werkstoffeigenschaften eröffneten sich immer neue Anwendungen. Heute finden sich LSR-Teile auch in Autos, Haushaltsgeräten, der Pharmazie, Medizintechnik und der Elektroindustrie.
Klaus Diebold Fachjournalist in Nürnberg
Neue Technologien
Gummi ist nicht bloß Gummi – dichtet nicht bloß und ist auch nicht bloß weich. Vielmehr lassen sich heute Elastomerteile mit allen möglichen Materialeigenschaften herstellen und kombinieren. Etwa als Hart-Weich-Verbunde zwischen supersoft und zähelastisch – bei Bedarf gar mit Metall-Einlegeteilen bestückt. Das Spritzgießen steht als rationelle Fertigungsmethode bereit. Dies zeigt schon: Wirft man das althergebrachte Gummi-Bild über Bord, schmiedet das Hirn gleich herrlich neue Elastomer-Anwendungsideen.
Teilen:







{kind=link}