


Beim Fräsen von Zahnrädern für Großgetriebe rechneten sich automatisierte Prozesse bislang nicht. Die Lose waren meist zu klein. Gemeinsam mit einem Hersteller von Windanlagengetrieben hat Gleason-Pfauter jetzt die Zentrierung der Werkstücke automatisiert und so die Nebenzeiten erheblich verkürzt.
„Getriebe für die Windenergie herzustellen, hat seine ganz eigenen Herausforderungen“, weiß Jeannot Pinkert, Fertigungsleiter der Eickhoff Wind Power GmbH in Klipphausen. Das Unternehmen, das zur Sparte Antriebstechnik der Gebr.-Eickhoff-Unternehmensgruppe in Bochum gehört, hat sich konsequent auf die Fertigung von Getrieben für Windenergieanlagen der 2,5-MW-Klasse spezialisiert. Von diesen Getrieben, welche die langsame Drehzahl des Rotors um einen Faktor von rund 100 auf die wesentlich höheren Werte des Generators umsetzen, wird zu allererst höchste Zuverlässigkeit erwartet. Oben auf dem Turm würden Reparaturen oder gar ein Austausch geradezu astronomische Summen verschlingen: Allein für die Bereitstellung des erforderlichen Krans wären Kosten in einer Größenordnung von teils deutlich über 100 000 Euro zu veranschlagen. Die Kundenforderung von mindestens 20 Jahren störungsfreien Betriebs im rauen Umfeld einer Maschinengondel, wo die Technik stark schwankenden Temperaturen, hoher Feuchtigkeit und ständigen Vibrationen ausgesetzt ist, stellt höchste Anforderungen an die Qualität des Materials und die Präzision der Bearbeitung. Verschärft werden diese Vorgaben noch durch die Forderung nach größtmöglicher Gewichtseinsparung, denn das Gondelgewicht ist ein kritischer Faktor. Hinzu kommt noch der Zwang zur ständigen Kostenreduktion. Nur so kann der Anlagenhersteller im internationalen Markt zu wettbewerbsfähigen Preisen anbieten.
Um dem zu entsprechen, muss auch bei der Getriebeproduktion jede Möglichkeit zur rationelleren Fertigung ausgeschöpft werden. Das beginnt schon bei der Konstruktion, wo es darauf ankommt, trotz vielfältiger Anforderungen die Zahl der Typen durch Modularisierung und intelligente Variantenbildung soweit wie möglich zu verringern. Dies ist Voraussetzung für die Herstellung größerer Stückzahlen und damit für die Senkung von Kosten. Darüber hinaus muss man natürlich auch den gesamten Fertigungsprozess in all seinen Stufen auf den Prüfstand stellen und auf mögliche Einsparpotenziale hin abklopfen. Dies gilt auch für die Herstellung der Verzahnungen.
„Bei Großgetrieben dominieren in der Regel die Einzelstück- und die Kleinserienfertigung“, sagt Wolfgang Gross, Gebietsverkaufsleiter bei Gleason-Pfauter in Ludwigsburg. Wichtigster Grund hierfür ist die Tatsache, dass es sich bei großen Maschinen und Anlagen oft um Spezialanfertigungen handelt, deren Eigenschaften genau auf den Einsatzbereich hin optimiert werden. Dies gilt natürlich auch für die darin verwendeten Getriebe. Fast immer handelt es sich dabei um Sonderausführungen, die einzeln oder nur in sehr kleinen Losgrößen produziert werden. Dementsprechend niedrig ist der Automatisierungsgrad des Werkstückhandlings der für die Verzahnungen verwendeten Fräs- und Schleifmaschinen. Ein weiteres entscheidendes Hindernis fürs Automatisieren sind die Dimensionen der Werkstücke. Durchmesser teils weit über 1000 mm und Gewichte bis in den Tonnenbereich machen die Herstellung geeigneter Vorrichtungen und Aufnahmen oft unwirtschaftlich. Neben der erheblichen Kapitalbindung würde deren Lagerhaltung zudem erhebliche Aufwendungen im Bereich der betrieblichen Logistik verursachen.
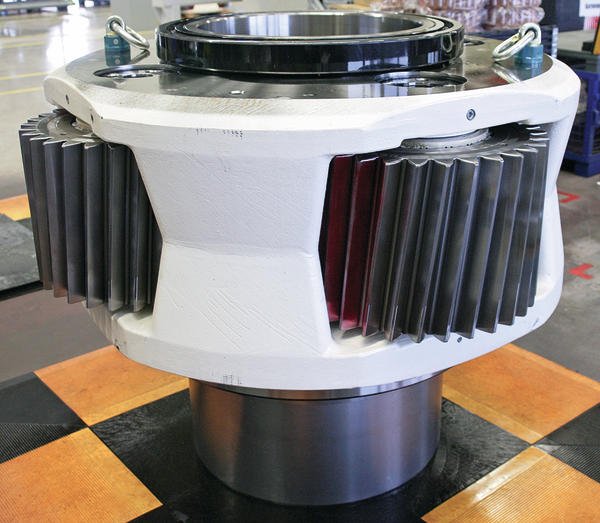
„Entsprechend langwierig war daher bisher der Prozess des Beladens und Ausrichtens der Werkstücke in den Verzahnungs-Fräsmaschinen“, erläutert Christoph Schneider, Leiter Konstruktion Werkstückwechselsysteme und Aufspannungen bei Gleason-Pfauter in Ludwigsburg. So wurden die vorbearbeiteten Rohlinge für sogenannte Bohrungsteile – Zahnräder mit axialer Durchgangsbohrung – bisher manuell mit Hilfe eines Krans auf entsprechende Aufspannvorrichtungen gelegt und dabei mit Hilfe eines Zentrierrings grob vorzentriert. Die Feinausrichtung erfolgte anschließend mit Hilfe eines Aluminiumhammers. Dauer: etwa 30 min. Daraus resultierte eine um rund 20 bis 25 % reduzierte Verfügbarkeit der Anlagen. Mit der konsequenten Ausrichtung des Werks in Klipphausen auf die Herstellung eines eng begrenzten Typenprogramms im Multi-MW-Bereich legte Eickhoff die Grundlagen für eine Serienfertigung. Dadurch wurde es möglich, einzelne Maschinen nahezu ausschließlich für die Produktion bestimmter Komponenten vorzusehen.
„Für uns ergab sich so eine gute Gelegenheit, in Partnerschaft mit Eickhoff Wind Power eine geeignete Lösung zur Einsatzreife zu bringen“, freut sich Gross. Dies entspreche der Firmenphilosophie. Gleason sieht sich als Partner seiner Kunden, der nicht nur eine Maschine sondern komplette Produktionslösungen liefert. Sie berücksichtigen alle Aspekte von der Maschine über das Werkzeug, die Aufspannung bis zu Fragen der Logistik und des Handlings.
Die entsprechende Abteilung in Ludwigsburg hat bereits zahlreiche Aufspannlösungen für unterschiedlichste Bereiche der Zahnradherstellung entwickelt. Dazu gehört auch das Konzept X-Pandisk. Dahinter steckt die Idee, Bohrungsteile bereits beim Aufsetzen auf dem Auflagering vorab auszurichten und beim anschließenden Spannen automatisch mit der erforderlichen Genauigkeit zu zentrieren. Solche Entwicklungen könne man jedoch nur zusammen mit dem Kunden durchführen. Die Idee nämlich sei eine Sache, ihre Umsetzung in eine Ausführung, die den individuellen Anforderungen der unterschiedlichen Anwender standhält, eine andere.
„Diese Erfahrung machten wir jetzt auch bei der Installation der X-Pandisk-Lösung“, erinnert sich Schneider. Im Prinzip geht es hierbei darum, das Werkstück nach dem Vorzentrieren durch die Expansion einer geschlitzten Tellerfeder mit der geforderten Endgenauigkeit auszurichten. Dies erfolgt mit der gleichen Zugstange, die auch jenen Druckdeckel anzieht, der das Werkstück auf dem Auflagering fixiert. Zu den entscheidenden Tricks gehört hierbei eine Entkopplung beider Bewegungen durch ein zusätzliches Federelement im Zugdorn. Dadurch kommt der Druckdeckel erst auf Spannung, wenn das Zentrieren abgeschlossen ist.
Erwartungsgemäß, so Schneider, habe sich auch bei diesem Projekt gezeigt, dass die ursprüngliche Ausführung den individuellen Belangen des Kundenbetriebs angepasst werden musste. Optimierungsbedarf gab es insbesondere bei der oberhalb des Expansionselements angeordneten Scheibe, die das Vorzentrieren übernimmt. Hier zeigte sich, dass die Belastungen aufgrund der Pendelbewegung der tonnenschweren Rohlinge beim Einschwenken mit dem Kran auf Dauer zu hoch waren. Die geforderte Betriebssicherheit der Ausrichtung ließ sich damit auf Dauer nicht gewährleisten. Gemeinsam fanden beide Unternehmen eine bessere Lösung. Sie beinhaltet eine mehrstufige Vorzentrierung mit Hilfe zusätzlich aufgeschraubter Kunststoff-Elemente. Diese wirken jetzt aufgrund ihrer Elastizität beim Kontakt mit dem Werkstück als Stoßdämpfer.
„Darüber hinaus gab es noch weitere Detailverbesserungen, etwa bezüglich der optimalen Durchmesserabstufungen zwischen der Vorzentrierung und dem expandierenden Zentrierelement“, erinnert sich Jeannot Pinkert. Mit der von Gleason gebotenen Unterstützung sei man rundum zufrieden.
Insgesamt habe die Einführungs- und Optimierungsphase nach der Erstinstallation rund neun Monate in Anspruch genommen, mit Unterbrechungen fürs Überarbeiten der Vorrichtung bei Gleason-Pfauter. Inzwischen könne man die Testphase als nahezu abgeschlossen betrachten. Die bisher noch routinemäßig vorgenommene Überprüfung des Rundlaufs mit Hilfe einer Messuhr wolle man in Kürze aufgeben, da sich gezeigt habe, dass die geforderte Genauigkeit von ± 0,02 mm prozesssicher eingehalten werde. Mit diesem abschließenden Schritt werden sich die Nebenzeiten für den Werkstückwechsel auf ein Drittel der ursprünglichen Zeit reduzieren. Die Produktivität der Maschine habe sich dadurch um rund 20 % verbessert.
Klaus Vollrath Fachjournalist in Aarwangen/Schweiz
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}