


Die Wurzeln des Unternehmens reichen mehr als 160 Jahre zurück. Bis heute stehen die Produkte von WMF für hohe Koch-, Trink- und Esskultur. Sie zeichnen sich durch prämiertes Design, hohe Funktionalität, beste Qualität und lange Gebrauchsdauer aus. Ein wesentlicher Aspekt für die Erfolgsstory ist der hohe Eigenfertigungsanteil. Nach wie vor werden viele Produkte durch hochwertige Schmiede-, Stanz-, Umform-, Tiefzieh- oder weitere Blechbearbeitungsverfahren sowie nach stringenten Qualitätsvorgaben in den konzerneigenen Werken gefertigt. Dafür werden leistungsfähige Werkzeuge genötigt, die WMF im hauseigenen Werkzeugbau in Geislingen zum größten Teil selbst fertigt. Axel Spadinger, Head of Tool Engineering & Making bei WMF, zu den Aufgaben seines Verantwortungsbereichs: „Mit unseren 30 Werkzeug- und Formenbau-Spezialisten stellen wir pro Jahr etwa 20 komplette Werkzeugsysteme her. Außerdem setzen wir nach Bedarf Werkzeuge instand, führen Reparatur- und Änderungsarbeiten durch, fertigen Task-Force-Teile für die Produktion, produzieren Vorserienteile und kompensieren Lieferanten-Ausfälle. Wir sind also ein hochflexibler interner Dienstleister.“
Die Leistungsfähigkeit der Abteilung ist nicht nur an der Mannschaft abzulesen, sondern auch am fertigungstechnischen Equipment, das rund 50 konventionelle und vor allem CNC-gesteuerte Werkzeugmaschinen aller Disziplinen umfasst. Im wichtigsten Bereich, der Fräsbearbeitung, ist eine gewisse „Hermle-Lastigkeit“ zu erkennen. Seit 1980 kommen im Geislinger Werkzeugbau verstärkt Universalfräsmaschinen, CNC-Bearbeitungszentren und 5-Achsen-Zentren aller Baugrößen des Gosheimer Maschinenbauers zum Einsatz. Jüngstes Mitglied des Maschinenparks ist ein 5-Achsen-Bearbeitungszentrum des Typs C 22 UP mit einem Palettenwechsler des Typs PW 150. Mit ihm konnten die Werkzeugbauer hinsichtlich der Fertigungskapazitäten in eine neue Dimension vorstoßen.
Hans Brühl, Meister Teilefertigung und Werkzeugbau, berichtet: „Wir haben allein für etwa 30 verschiedene Messermodelle zwischen 100 und 150 Gesenk-Werkzeuge, bestehend aus einem Ober- und einem Unterwerkzeug aus gehärtetem Warmarbeitsstahl, im Einsatz. Sie müssen nach etwa 3000 Hüben komplett nachgearbeitet werden, um eine reproduzierbare Messerqualität sicherzustellen.“ Bei jedem Nachsetzen würden etwa 0,5 mm konturgenau abgefräst, was bei den Gesenken bis zu 15 mal möglich sei. Zu bearbeiten sind zunächst die Neu-Gesenke aus Warmarbeitsstahl und später die nachzusetzenden Gesenke, die eine Härte von 54 HRC aufweisen. „Früher haben wir diese Fräs- und Nachsetzarbeiten auf einer HSC-Fräsmaschine durchgeführt. Sie konnte aber nur jeweils zwei Gesenke aufnehmen, die dann sukzessive und in mehreren Aufspannungen aufwändig bearbeitet werden mussten.“
Zeitvorgaben wurden unterschritten
Als nun die Messer-Produktion in Hayingen erhöht, und entsprechend mehr Gesenke benötigt wurden, gab es Kapazitätsengpässe, die mit Hilfe einer Neuinvestition beseitigt werden sollten. Aus der üblichen Evaluation mit Versuchsreihen und Testbearbeitungen, die Aufschluss lieferten hinsichtlich der Konturtreue, der Bearbeitungspräzision, der Oberflächenqualität und der geforderten Reduktion der Bearbeitungszeiten beim Nachsetzen, ging schließlich das 5-Achsen-Bearbeitungszentrum C 22 UP von Hermle als Sieger hervor.
Zusammen mit Volker Wichert, dem in Sachen Werkzeug- und Formenbau versierten Anwendungstechniker des Maschinenbauers, und des Werkzeug-Lieferanten entwickelte die Spezialisten von WMF einen Bearbeitungsprozess. Dieser lieferte nicht nur die gewünschte reproduzierbar exakte Konturtreue und Oberflächenqualität, auch die scharfen Vorgaben hinsichtlich der Bearbeitungszeit wurden deutlich unterschritten.
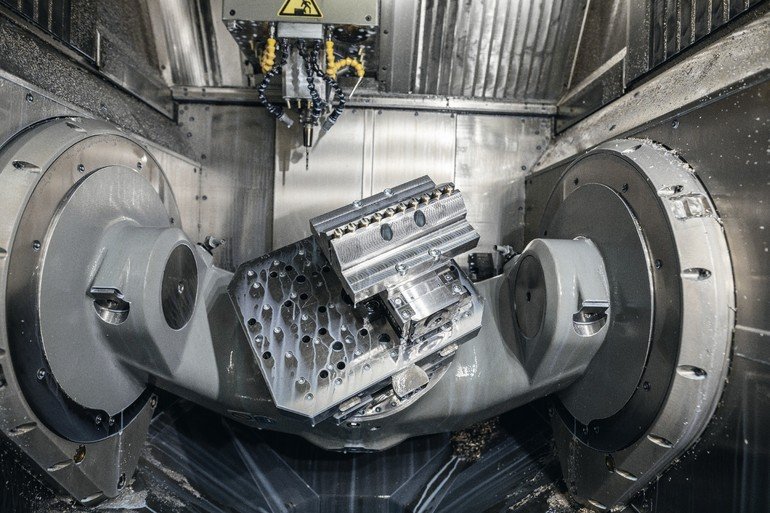
Dank der Ausrüstung des BAZ mit dem Palettenwechsler PW 150 ist es jetzt zudem möglich, die Nacharbeiten an den Ober- und Untergesenken mannlos auszuführen, nachts oder übers Wochenende. Dadurch ließen sich zum einen Kapazitätsengpässe beseitigen, und zum anderen stehen nun zusätzliche Kapazitäten fürs Bearbeiten weiterer Aufträge – auch von externen Kunden – zur Verfügung. Mit Verfahrwegen von 450, 600 und 330 mm in X-, Y- und Z-Richtung sowie dem Maschinenkonzept mit drei Achsen im Werkzeug und zwei Achsen im Werkstück eignet sich die C 22 UP für unterschiedlichste 5-Achsen-Bearbeitungen. Dasselbe gilt für die gewählte Maschinenspindel, die mit bis zu 30.000 min-1 rotiert und ein Drehmoment von 32 Nm erzeugt. Das Werkzeug-Zusatzmagazin ZM 88k bietet Platz für 87 weitere Tools mit HSK-A-50-Aufnahme. Zusammen mit dem Magazin der Maschine ergibt das eine Gesamtkapazität von 152 Werkzeugen.
In Kombination mit einer von den WMF-Spezialisten entwickelten und konsequent verfolgten Standardisierungsstrategie bei den Gesenken ist der Werkzeug- und Formenbau in neue Produktivitäts-Dimensionen vorgestoßen. Die Gesenke sind jetzt alle gleich breit, bei vier verschiedenen Baulängen. Auch das selbst entwickelte Werkstück-Spannsystem mit Zweifach-Verstiftung und vierfacher Verschraubung direkt auf der Palette sowie die Automatisierung durch den 11-fach Palettenwechsler PW 150 – acht Paletten finden im Speicher Platz, zwei im Wechsler, eine in der Maschine – tragen ihren Teil zum Erfolg bei.
Axel Spadinger resümiert: „Wir erreichen bei der Nachsetz-Bearbeitung der Gesenkpaare nun Laufzeiten von rund zwei Stunden. Das entspricht einer Verkürzung um 50 Prozent und mehr.“ Zudem würden die Arbeiten nun meist in mannlosen Nacht- und Wochenendschichten durchgeführt. „Normalerweise arbeiten wir im bedienten Ein-Schicht-Betrieb und können somit unsere C 22 UP am Tag sehr flexibel für alle anfallenden Bearbeitungsaufgaben nutzen. Verbunden mit unserem Know-how im Werkzeug- und Formenbau sind wir damit heute auch in der Lage, zur Kapazitätsauslastung auf den freien Markt zu gehen, und externe Kunden termingerecht zu bedienen.“

Hier finden Sie mehr über:








{kind=link}