


Firmen im Artikel
Während Aluminium in der Luftfahrt schon lange eine zentrale Rolle spielt, gewinnt das Leichtmetall seit einigen Jahren auch in der Automobilindustrie zunehmend an Bedeutung – unabhängig von der Antriebsart. Doch um das hohe Gewicht der Batterien auszugleichen, hat die E-Mobilität diesen schon seit einiger Zeit zu beobachtenden Trend noch verstärkt. Aluminium bietet – je nach Legierung – ein gutes Verhältnis zwischen Stabilität, Gewicht und Dehnbarkeit und ist zudem korrosionsbeständig. Insofern lassen sich die hohen Anforderungen der modernen Fahrzeugtechnik hinsichtlich Leichtbau, Near-Net-Shape-Technologie und hoher Recyclingfähigkeit mit diesem Werkstoff gut erfüllen.
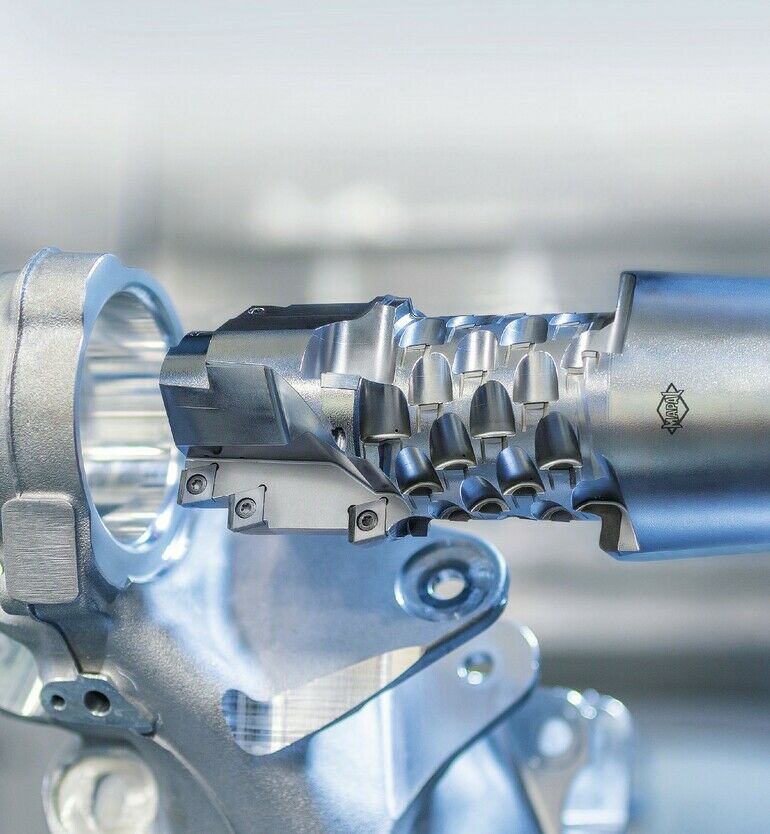
Hinzu kommt, dass Aluminium im Allgemeinen als leicht zerspanbar gilt. Doch auch dieser Werkstoff hat seine Tücken. Eines der Probleme beim Zerspanen des NE-Metalls liegt in seiner Neigung, mit dem Werkzeug zu verkleben und Aufbauschneiden zu bilden. Und auch die langen Späne sind für eine sichere Prozessführung Gift. Matthias Winter, Leiter des Marktsegments Automotive bei Mapal, sagt denn auch: „Aufgrund dieser Materialeigenschaften müssen wir als Werkzeughersteller entsprechend optimierte Spanbruch- und Spanleitgeometrien entwickeln und uns mit schwingungsgedämpften Werkzeuggrundkörpern sowie dem Umfeld des Werkzeugs – also der Spanntechnik und der Prozessführung – beschäftigen.“ Außerdem müsse die Laserbearbeitung der Schneidkante optimiert werden, um die Schneidkantenpräparation sowie die Präzision der Schneide weiter zu verbessern.
Zeit- und Kostendruck im Griff
Spielt in der Luftfahrt die Prozesssicherheit der Werkzeuge die zentrale Rolle – das gilt sowohl beim Hochvolumenzerspanen von Strukturbauteilen als auch bei der Montage von Komponenten, die aus so genannten Stacks hergestellt sind –, so kommen in der automobilen Massenfertigung noch zwei weitere wichtige Anforderungen hinzu: kurze Taktzeiten und minimale Stückkosten. Die Konsequenz ist, dass Werkzeuge, die für die Aluminium-Bearbeitung in anderen Branchen entwickelt wurden und dort perfekte Ergebnisse liefern, im Automotive-Sektor nicht unbedingt die optimale Lösung sein müssen. „Die bekannten Werkzeuge funktionieren zwar grundsätzlich sehr gut“, sagt Winter, „aber die geforderte Prozessstabilität und Bauteilqualität in der Massenfertigung in Verbindung mit dem hohen Kosten- und Taktzeitdruck erfordern meist spezifische Antworten.“
Der Marktsegmentleiter nennt einige Beispiele für Bauteile aus der E-Mobilität, die besondere Anforderungen stellen:
- E-Motorengehäuse: Hier muss die große Statorbohrung Durchmessertoleranzen im Bereich von IT6 bis IT7 einhalten und die Toleranz von Rundheit und Zylinderform liegt bei maximal 20 bis 30 µm. In Kombination mit anderen Funktionsflächen zur Aufnahme von Rotor und Getriebeelementen ist also höchste Präzision bezüglich der Form- und Lagetoleranzen ein Muss.
- Batteriewannen: Deren Hauptstruktur wird aus Strangpressprofilen zusammengesetzt, die aus niedrigsiliziumhaltigem Aluminium bestehen. Hier steht im Vordergrund, Späne und Gratbildung ebenso zu beherrschen wie das Bearbeiten der großen Teile mit produktiven Schnittwerten ohne dabei Vibrationen entstehen zu lassen. Letzteres ist aufgrund der labilen Bauteilstruktur und der oft instabilen Spannverhältnisse eine echte Herausforderung.
- Mega- oder Gigacasting: Auch hier erschweren die Größe der Teile und die schwierige Spannsituation die mechanische Bearbeitung der Funktionsflächen. Zusätzlich kommen bei diesen Teilen neue Aluminiumlegierungen mit besseren Fließeigenschaften ins Spiel, um die Formfüllung zu gewährleisten. Schließlich sollen 200 kg Aluminium und mehr in einem Schuss in die Form gebracht werden – und das bei einer Taktzeit von 1 min pro Teil. Hier gilt es, die aufgrund der Legierungsbestandteile veränderten Zerspanungseigenschaften zu beherrschen.
Schneller Abtransport großer Spanmengen muss gesichert sein
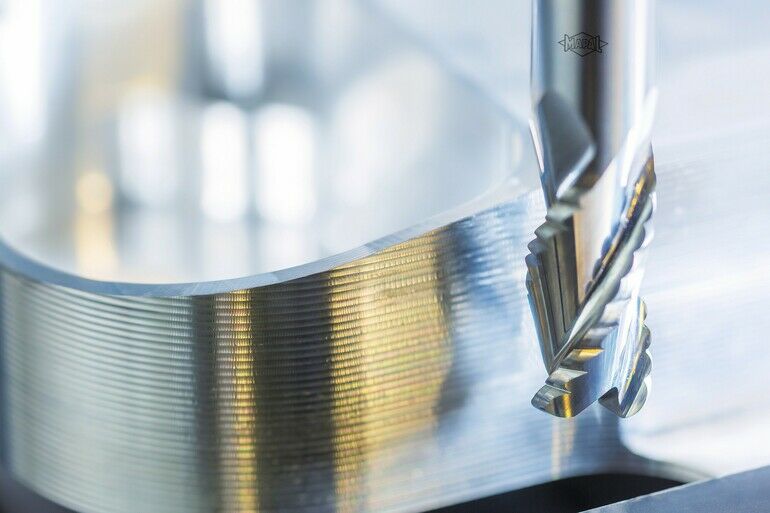
In der Luftfahrt hingegen stellen zwei Anwendungsbereiche unterschiedliche Anforderungen an die Werkzeuge. In der Teilefertigung werden die Bauteile meist aus einem vollen Aluminiumblock hergestellt. Bei Zerspanraten von über 90 % steht die Volumenzerspanung im Vordergrund. Die Folge ist, dass ein extrem großes Volumen an Spänen beherrscht und in kurzer Zeit abgeführt werden muss. Der Schlüssel zum Erfolg sind hier leistungsfähige Maschinen und entsprechend optimierte Werkzeuge.
Beim „Final Assembly“ müssen die Werkzeuge hingegen in vielen Fällen nicht nur Aluminium zerspanen. Viele Bauteile moderner Flugzeuge sind aus so genannten Stacks hergestellt. Diese Verbundmaterialien bestehen aus verschiedenen Leichtbauwerkstoffen wie Titan und faserverstärkten Kunststoffen. Solche Materialkombinationen stellen jedoch aufgrund der unterschiedlichen Zerspanungseigenschaften extreme Anforderungen ans Werkzeug.
Für jede Bearbeitungsaufgabe das passende Werkzeug
Mapal gehört zu einer kleinen Gruppe von Präzisionswerkzeug-Herstellern, die über das technische Know-how verfügen, dem Kunden für nahezu jede Fräs-, Bohr- oder Feinbearbeitungsaufgabe die passende Lösung aus einer Hand zu bieten – unabhängig vom erforderlichen Schneidstoff und einschließlich der Werkzeugaufnahme. Eine magische Grenze, bis zu der Vollhartmetall- oder Wendeplattenwerkzeuge das Mittel der Wahl und ab wann Tools mit Schneiden aus polykristallinem Diamant (PKD) die bessere Lösung sind, gibt es laut Winter nicht. „Um das zu entscheiden, muss man immer verschiedene Aspekte des Prozesses und der Rahmenbedingungen gegeneinander abwägen.“ Neben der Taktzeit und der Standzeit der Werkzeuge spielen hier auch die geforderte Präzision und Oberflächengüte eine wichtige Rolle. „Insofern haben alle Werkzeugsysteme in unserem Portfolio ihre Berechtigung, und die Auswahl hängt von den jeweiligen Anforderungen ab.“
Ob beispielsweise Stufen- und Kombiwerkzeuge grundsätzlich mit PKD-Schneiden oder auch mit Hartmetall-Wendeplatten bestückt werden, lässt sich laut Winter nicht pauschal beantworten. „Je nach Bauteilgeometrie und Toleranzanforderungen scheiden bestimmte Lösungen aus, weil sie nicht oder nicht wirtschaftlich herstellbar sind oder im Serienprozess keinen Sinn machen.“ Die Wirtschaftlichkeit sei letztlich auch bei technisch gleichwertigen Lösungen und ähnlicher Leistungsfähigkeit das entscheidende Kriterium. Insofern seien PKD-bestückte Werkzeuge zwar eine sehr gute, aber nicht immer die richtige Lösung.
Klassifizierung erleichtert Auswahl
Um die Auswahl zu erleichtern, klassifiziert Mapal sein Angebot in die Bereiche Basic, Performance und Expert. „Dadurch sind wir in der Lage, unsere Werkzeuglösungen den Kunden quasi auf den Leib zu schneidern“, begründet Winter. Wenn etwa der Kunde nur Prototypen in guter Qualität benötige und die Taktzeit nicht relevant ist, dann sei es ausreichend ein Werkzeug aus der Basic Line zu verwenden und die Genauigkeit über geringere und angepasste Maschinenparameter zu holen. Sind hingegen hohe Präzision, kurze Taktzeiten und hoher Ausstoß gefordert, dann muss die Expert-Klassifizierung verwendet werden. „Die Herausforderung besteht immer darin, zu erkennen, welche Lösung – nicht nur welches Werkzeug – für den Kunden die beste ist.“
Neben der Technologie bezieht die Klassifizierungen Basic-Performance-Expert auch das passende Niveau von Preis und Verfügbarkeit in die Entscheidung mit ein. Diese Einteilung helfe den Spezialisten von Mapal dabei, das für den jeweiligen Kunden bestmögliche Werkzeugkonzept auszuwählen und sei insofern durchaus als Standard-Prozedere zu sehen. Und um die Effizienz, Geschwindigkeit und Reichweite zu steigern und Kunden auch global zu erreichen, nutzen die Aalener auch die Möglichkeiten der Digitalisierung.
Trends gehen in unterschiedliche Richtungen
Gerade in der Alu-Bearbeitung sieht Fertigungsexperte Winter im Moment mehrere Trends. „In der E-Mobilität geht´s in Richtung Giga Casting.“ Diese Bauteile hätten zwar in der Regel nur wenige Bearbeitungen, die aber aufgrund der Größe und Labilität der Teile sehr kritisch sind und werkzeugseitig spezielle Geometrien erfordern, etwa um schwingungsarme Bearbeitungen zu ermöglichen. Im Fahrwerksbereich seien zunehmend komplexere Schmiedeteile gefragt, verbunden mit hohem Zerspanvolumen und hoher Präzision. Aufgrund der Bauteilbeschaffenheit werden hier auch lange, oft labil aussehende, schwingungsgedämpfte Werkzeuge für komplexe Konturen gefordert. Darüber hinaus werde es zu einer weiteren Bauteil- und Funktionsintegration kommen, die das Zerspanvolumen teilweise deutlich beeinflussen wird. Und last but not least experimentieren Kunden weiter an endkonturnahen Bauteilen aus dem 3D-Druck, die nur noch den Finish-Prozess benötigen. „Sie kommen aber aktuell noch nicht in die Serie und bleiben wohl vorläufig dem Rennsport und der Raumfahrt vorbehalten“, erklärt Winter.
Je klarer das zu erreichende Ziel oder die Erwartungen des Kunden definiert sind und je mehr Erfahrung beide Seiten mit der spezifischen Bearbeitungsaufgabe haben, umso sicher sei, dass die Werkzeuglösung von Anfang an wie gewünscht funktioniert. In neuen Anwendungsbereichen, wie es beispielsweise viele Bearbeitungen an Bauteilen aus der Elektromobilität anfangs waren – sind Optimierungen eher wahrscheinlich. Matthias Winter betont: „Als innovatives Unternehmen wollen wir die Grenzen immer weiter verschieben und neue Möglichkeiten und Lösungen etablieren. Nur so entsteht Fortschritt!“









{kind=link}