

Der Einsatz eines Festkörperlasers alleine macht noch keine genaue 2D-Laserschneidmaschine. Dazu braucht es hochwertige Komponenten wie Führungen und Antriebe, eine stabile Rahmenkonstruktion und Fachleute, die sich mit den Fragen der Dynamik auskennen.
„Der Faserlaser allein macht die Maschine noch nicht genauer“, sagt Dieter Bulling. Der Geschäftsführer der Stiefelmayer-Lasertechnik GmbH & Co. KG in Denkendorf will damit verdeutlichen, dass es bei Laserschneidmaschinen nicht nur auf die Laserquelle ankommt. Er weiß, wovon er spricht: Stiefelmayer hat in Deutschland bereits 2009 die erste High-Speed-Laserschneidanlagen mit Faserlaser bei einem Hersteller von Elektroblechen installiert.
„Klar liefert ein Faserlaser einen Strahl mit einer Wellenlänge von 1 µm und hoher Qualität, der sich gut fokussieren lässt und mit einem sehr kleinen Spot einen sehr engen Schnittspalt schneidet.“ Aber der Laserstrahl alleine bringt eben nur die Energie zum Abtragen und Trennen ins Blech, erst der Maschinenbau der Schneidanlage sorgt zusammen mit der Steuerung dafür, dass der Strahl dynamisch entlang einer vorgegebenen Kontur bewegt werden kann. Die Motoren, Antriebe, Führungen, Rahmen und Brücke bis zum Fundament sind dabei maßgeblich für Präzision, Geschwindigkeit und Dynamik der Schnitte.
Nur hat Dieter Bulling mittlerweile den Eindruck, dass diese Zusammenhänge auf dem Markt nicht mehr erkannt werden. Die Faserlaser werden in einfachen Maschinengestellen angeboten, teils mit einfachsten Zahnstangenantrieben bewegt und gelten dennoch als Präzisionsmaschinen. Sie profitieren damit von der Übertragung des jahrelang gepflegten Images des Lasers als High-End-Werkzeug auf die neuen Maschinenbauarten. Mit dem Einsatz des Faser- oder des Scheibenlasers ändern sich aber die maschinenbaulichen Rahmenbedingungen.
Der Laserstrahl des Festkörperlasers kann mit seiner Wellenlänge in Lichtwellenleitern über Entfernung von bis zu 100 m geleitet werden. Diese Glasfaserkabel lassen sich einfach in Kabelkanälen verlegen. Der Weg des Laserstrahls von der Laserquelle zum Schneidkopf ist weder ein Problem noch hat er Einfluss auf die Strahl- und Schnittqualität. Anders beim CO2-Laser: Hier sind es Umlenkspiegel und Ausgleichs- oder Kompensationsoptiken, die den Laserstrahl frei zum Schneidkopf leiten. Dabei müssen die sich ändernden Strahllängen beim Verfahren der fliegenden Optik ausgeglichen werden, um die Strahlqualität konstant zu halten. Entsprechend sind die Strahlführungssysteme deutlich anfälliger als die Lichtwellenleiter des Faserlasers, schon geringe Schwingungen oder ungeplante Bewegungen ändern die Schnittqualität.
Die Optiken der CO2-Laser werden in der Regel mit den Achsen der Brücke und des Schneidkopfs mitbewegt, sodass sich Ungenauigkeiten in deren Führung sowohl auf die Schneidpositionierung als auch auf die Schneidqualität einer CO2-Laserschneidmaschine auswirkt. „Das ist ein Grund“, sagt Dieter Bulling, „warum sich viele Maschinenbauer bisher nicht an die CO2-Lasertechnik herantrauen.“ Das erforderliche Know-how ist nicht zu unterschätzen.
Beim Einsatz von Faserlasern entfallen diese Probleme und damit die Notwendigkeit, die Bewegungsachsen im Hinblick auf die Strahlqualität zu optimieren. So werden Faserlaser heute beispielsweise in die Gestelle vorhandener Plasmaschneidanlagen montiert oder sie fahren als zusätzliche Feinschneidoption neben dem Plasmaschneidkopf auf der Brücke mit. Maschinenbauer speziell aus Osteuropa und Asien haben die Chancen des einfachen Aufbaus längst erkannt und drängen mit kostengünstigen Faserlaserschneidmaschinen auf den Markt. „Natürlich kann man mit einem Faserlaser auf einer einfachen Führungsmaschine auch Straßenschilder oder Hinweistafeln schneiden“, kommentiert Bulling diese Entwicklung. Teile, bei denen es nicht so sehr auf die Wiederholgenauigkeit und Schnelligkeit ankomme. Und es gibt sicher einen Markt für diese Maschinen, bei denen es der Anwender toleriert, wenn der Schneidkopf in der Kontur überschwingt oder die Führungen einer Wellenlinie folgen. Solange der Preis der Maschine stimmt. Denn technikbedingt treten so gut wie keine Instandhaltungs- und Wartungskosten mehr auf. Nur, so meint Bulling, diese Maschinen nutzen die Möglichkeiten eines Faserlasers nur zum kleinen Teil und verschwenden deshalb Geld und Zeit.
Die wirklichen Potenziale der Festkörperlaser liegen nicht in einfachen, sondern in komplexen Anwendungen. Die kürzere Wellenlänge des Laserstrahls führt beim Schneiden zu bisher unerreichten Wirkungsgraden. Teils mehr als 25 % der eingesetzten Energie werden in Schneidleistung umgesetzt – deutlich mehr als die maximal 10 % eines CO2-Lasers. Zusammen mit der hohen Strahlqualität und dem konzentrierten Laserspot lassen sich damit in dünnem Blech bis etwa 4 mm Dicke wesentlich höhere Schneidgeschwindigkeiten umsetzen als mit den CO2-Lasern. Bei größeren Dicken wird der Schnittspalt zum Engpass, weil das aufgeschmolzene Material nicht mehr effizient ausgeblasen werden kann. Die Schnittqualität nimmt deshalb mit steigender Materialdicke deutlich ab. Die hohen Schneidgeschwindigkeiten werden aber nur dann umgesetzt, wenn die Dynamik der Maschine entsprechende Beschleunigungen ohne Genauigkeitseinbußen zulässt. Insofern sind Faserlasermaschinen für Dieter Bulling vergleichbar mit spanenden Werkzeugmaschinen. Die ganze Entwicklung dreht sich um Dynamik und Genauigkeit, mit dem Ziel, die Produktivität zu erhöhen.
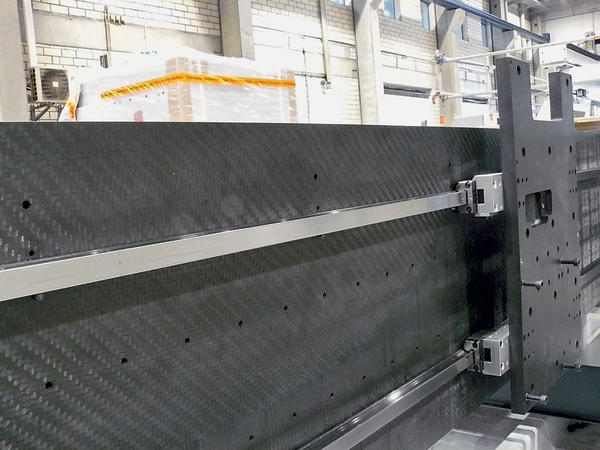
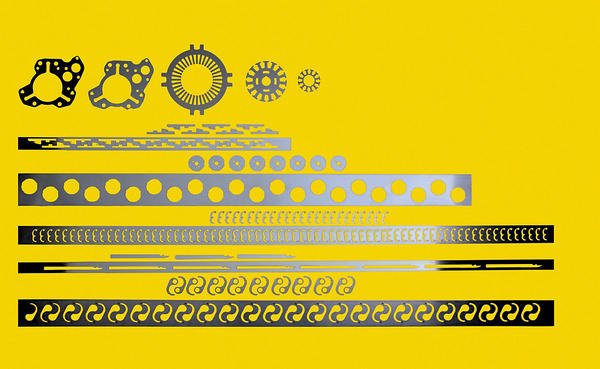
Der Faserlaser muss, ähnlich wie ein Fräser, möglichst schnell und dabei auch genau an der Kontur entlang geführt werden. Bei der Dynamik geht es beim Fräsen wie beim Laserschneiden oder auch in der Formel 1 um die Zustandswechsel. Solange ein Rennwagen geradeaus fährt, läuft alles glatt und problemlos. Aber sobald gebremst, beschleunigt oder Kurven gefahren werden, zerren Querkräfte und Fliehkräfte an der Konstruktion und drängen sie aus der Bahn. Wie bei den Rennwagen setzt Dieter Bulling bei den Laserschneidmaschinen deshalb auf das Reduzieren der bewegten Massen. Die Brücke der Stiefelmayer effective Laserschneidanlage ist samt aller Anbauteile aus kohlenfaserverstärktem Kunststoff aufgebaut. „Eine Bauweise, die beherrscht werden muss“, sagt Bulling. Die andere Sache ist es, die Gesamtmaschine unempfindlich gegen Schwingungen aufzubauen. Deshalb ist der Rahmen geschweißt und anschließend geglüht, um Eigenspannungen herauszunehmen. Auf diesem Rahmen werden Brücke und Schneidkopf in sehr genauen Linearantrieben bewegt. Antriebe und Führungen lässt Bulling aber nicht im Hinblick auf Höchstgeschwindigkeit optimieren, wichtiger für die Produktivität sei der Ruck, also die Ableitung der Beschleunigung nach der Zeit und damit ein Maß dafür, wie schnell die Antriebe die maximalen Beschleunigungswerte in Bewegung umsetzen. Höchstgeschwindigkeiten des Schneidkopfs sind wenig aussagekräftig, zumal bei Tests an einer Stiefelmayer-Maschine die Höchstgeschwindigkeit von 200 m/min auf der Arbeitslänge von 2,5 m ohnedies nur auf einem ganz kurzen Stück in der Mitte des Wegs erreicht wurde. Der Rest war Beschleunigen und Bremsen. Im Know-how, hochdynamische Laserschneidmaschinen zu bauen, sieht Bulling für Stiefelmayer Laserschneidtechnik eine Chance vor allem bei hochdynamischen Anwendungen wie beispielsweise im Prototypenbau von Elektromotoren, wo Rotor- und Statorbleche in großen Stückzahlen geschnitten werden. Das gehe mit den einfachen Faserlasermaschinen ebenso wenig wie mit den üblichen „Blechlasern“, die in Jobshops eingesetzt werden. Den Interessenten für Laserschneidmaschinen rät Bulling deshalb, die Schneidzeiten und Genauigkeiten an ein paar typischen Teilen zunächst kalkulieren und dann auch ausprobieren zu lassen. Ein besserer Weg als sich auf die technischen Daten zu verlassen, sei das allemal.
Volker Albrecht Fachjournalist in Bamberg
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}