
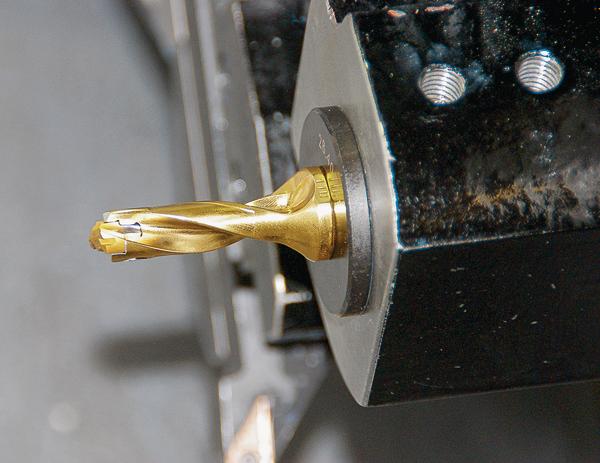

Präzisionswerkzeuge | Beim Bearbeiten von Titanbuchsen für den Motorsporteinsatz optimieren GoldTwist-Wechselkopfbohrer die Schnittdaten, die Standmenge, die Prozesssicherheit sowie das Handling.
Die Wilfried Erhard Zerspanungstechnik GmbH (WE) im oberbayerischen Kinsau ist ein kleines, aber feines Zerspanungsunternehmen mit einer jungen dynamischen Mannschaft. 1986 von Wilfried Erhard gegründet, ist das Unternehmen mit seinen 15 Mitarbeitern heute auf die Produktion von Dreh- und Frästeilen spezialisiert. Durch leistungsfähige Partner in der Oberflächen-, Härte- und Schleiftechnik können die Bayern Präzisionsteile liefern, die sofort einsetzbar sind.
Der Start des jungen Unternehmens gelang mit der Fertigung von Präzisionsteilen für die Medizintechnik. Die Spezialisierung aufs Bearbeiten von rostfreien Materialien hat sich von Beginn an als richtig erwiesen, und konsequenterweise wurde dieser Weg auch weiter verfolgt. Die heutige Produktion geht zu etwa 70 % in die Verpackungs- und Lebensmittelindustrie sowie in die Medizintechnik. Über die Jahre hat sich zudem ein weiterer Schwerpunkt in der Titanbearbeitung entwickelt. Hier sind es vor allem Teile für den Motorsport, auf die sich WE spezialisiert hat.
Neben entsprechender Erfahrung sind fürs erfolgreiche Bearbeiten von Titan und dessen Legierungen vor allem auch die richtigen Werkzeuge entscheidend. Durch die geringe Wärmeleitfähigkeit des Materials wird die Werkzeugschneide thermisch hoch belastet. Aufgrund der hohen Zähigkeit des Materials gibt Titan dem Druck der Schneide nach und neigt wegen der hohen Hitzeentwicklung zum Verschweißen. Wichtige Aspekte, die über den Erfolg beim Titan-Bohren entscheiden, sind
- eine geringe Schnittgeschwindigkeit,
- ein gleichmäßiger Vorschub,
- eine gezielte und reichliche Kühlmittelzufuhr,
- scharfe Werkzeugschneiden und
- eine schwingungsfreie Spannsituation.
Ein bei WE häufig bearbeitetes Bauteil aus dem Motorsport sind Buchsen aus Titan Grade 5. Hierbei handelt es sich um eine der meist verwendeten Legierungen, die sich durch hohe Festigkeit in Kombination mit guter Zähigkeit auszeichnet. Verwendet wird sie im Maschinenbau, in der Luft- und Raumfahrtindustrie und eben auch im Rennsport.
WE fertigt die Titanbuchsen in Losgrößen von 1000 Stück. Zum Bohren setzten die Bayern in der Vergangenheit Vollhartmetallwerkzeuge unterschiedlicher Hersteller ein, ohne jedoch eine vollends zufriedenstellende Leistung zu erzielen. Im Frühjahr 2013 haben Andreas Erhard-Matthes, Geschäftsleitung von WE, und Marco Peter Schwarz, Technischer Berater der Ingersoll Werkzeuge GmbH in Haiger, beschlossen, die neuen GoldTwist-Wechselkopf-Bohrer beim Bearbeiten der Titanbuchsen versuchsweise einzusetzen.
Die Buchsen werden auf Durchmesser 13 j6 gebohrt. Die bisherigen Vollhartmetallbohrer erreichten eine Standmenge von 130 bis 150 Teilen bei einer Schnittgeschwindigkeit von 15 bis 20 m/min. Der GoldTwist-Bohrer zeigte von Beginn an sein Potenzial. Von Einsatz zu Einsatz bestätigte sich eine gesicherte Standmenge von 250 Bohrungen bei einer auf 35 m/min gesteigerten Schnittgeschwindigkeit und einer deutlich höheren Prozesssicherheit. Auch die Geometrie der Bohrer sowie die innere Kühlmittelzufuhr mit einem Druck von 20 bar haben sich laut Ingersoll bewährt. Ein verbessertes Handling und eine sehr gute Oberfläche der Bohrung seien weitere Qualitätsmerkmale gewesen, die positiv auffielen. Die Bohrkronen können direkt am Werkzeug in der Spindel gewechselt werden. Eine Längenkorrektur des Tools – wie nach einem Nachschliff erforderlich – kann entfallen.
Die vorher verwendeten Vollhartmetallbohrer konnten auch durch die Möglichkeit des Nachschleifens keinen Kostenvorteil verbuchen, da durch den komplizierten Titananschliff und dem notwendigen Nachbeschichten die Kosten ebenbürtig zur Bohrkrone sind.
Die zum Jahresende 2011 vorgestellte Bohrerserie hat sich inzwischen in vielen Anwendungen bewährt. Die verbesserte Schnittstelle mit einem innovativen Klemmsystem gewährleistet auch nach vielen Kopfwechseln eine zuverlässige Klemmung. Hersteller Ingersoll hat die Produktpalette inzwischen erheblich erweitert. Die Werkzeuge sind nun im Durchmesserbereich von 7 bis 25,9 mm erhältlich – in Abstufungen von 0,1 mm. Die verfügbaren Längen-Durchmesser-Verhältnisse (L/D) reichen von 1,5xD über 3xD und 5xD bis 8xD.
„Mit den Ingersoll-Werkzeugen haben wir bisher gute Standzeiten erzielt bei absolut wettbewerbsfähigen Preisen“, resümiert Andreas Erhard-Matthes. Zusammen mit Marco Peter Schwarz arbeitet er zurzeit an einer kompletten Umstellung auf Ingersoll Produkte. (hw) •
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}