
Fürs Fertigbearbeiten von Kurbelwellen-Lagerbohrungen hat Ingersoll sein Produktportfolio erweitert. Mit den Bohrstangen will sich der Werkzeughersteller weiter zum Komplettanbieter für anspruchsvolle Bearbeitungsaufgaben entwickeln.
Um ihr Leistungsspektrum als Systemanbieter der Automobilindustrie auszubauen, hat die Ingersoll GmbH in Haiger Bohrstangen fürs Fertigbearbeiten von Kurbelwellen-Lagerbohrungen für Pkw-Motoren entwickelt. Die Werkzeuge sind unter anderem bei einem Pkw-Hersteller im Einsatz, der im asiatischen Raum und in Südafrika die gleiche Bearbeitungsaufgabe mit unterschiedlichen Prozessen erledigt.
Am einen Standort bearbeitet die Semifinish-Bohrstange ein Aufmaß von etwa 1,5 mm im Durchmesser. Die Schlichtbohrstange hat im Durchmesser ein Aufmaß von etwa 0,45 mm zu zerspanen, wobei dieses radiale Aufmaß von 0,22 mm noch aufgeteilt wird in eine Vorschlicht- und eine Fertigschlichtbearbeitung. Das heißt, die Fertigbohrstange hat für jedes der zu bearbeitenden fünf Hauptlager je eine Vor- und eine Fertigschlichtschneide. Die In-Process-Toleranz liegt dabei bei ± 10 µm.
Der Außendurchmesser der Schlichtbohrstange ist präzisionsgeschliffen. Dies ermöglicht, Reiterlehren mit Messuhren auf die Bohrstangen aufzusetzen, um die einzelnen Schneiden separat zu vermessen. Weiterhin sind die Wendeschneidplattenhalter noch mit Stellschrauben mit sogenannter Klickrasterung versehen, die es erlauben, den Schneiddurchmesser der Bohrstange in der Maschine zu justieren. Mit dieser konstruktiven Maßnahme kann eine Feinjustierung aufgrund von Toleranzen oder Werkzeugverschleiß vorgenommen und die Standmenge des Werkzeuges deutlich gesteigert werden, da der Durchmesserverlust infolge des Schneidenverschleißes kompensiert wird.
Das gleiche Kurbelgehäuse wird an einem zweiten Standort in geringeren Stückzahlen gefertigt. Aus Flexibilitätsgründen werden die Werkzeuge bei der Semifinishbearbeitung auf Bearbeitungszentren eingesetzt. Diese Prozessführung bietet sich besonders an, wenn kleinere Stückzahlen und damit mehr Flexibilität gefragt sind.
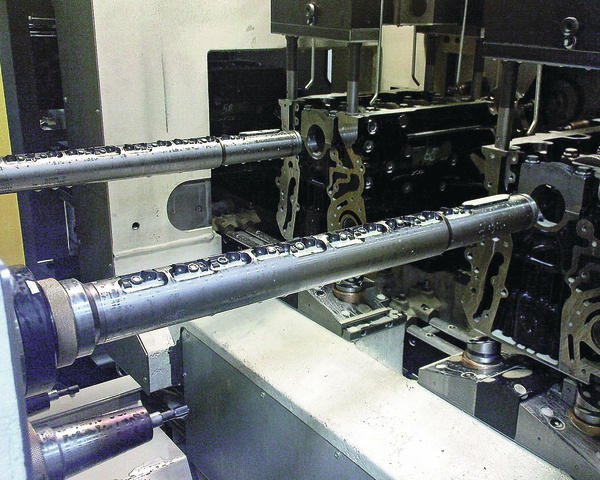
Bei der Bearbeitung von Kurbelwellen-Lagerbohrungen auf Bearbeitungszentren werden vornehmlich Bohrstangen ohne Gegenlager verwendet. Um das Längen-Durchmesserverhältnis dieser Werkzeuge erträglich zu gestalten, werden die Lagerbohrungen von beiden Seiten des Kurbelgehäuses bearbeitet. Im beschriebenen Fall einer Fünffach-Lagerung werden von einer Seite drei Lagerbohrungen bearbeitet und die restlichen zwei von der anderen Seite. Auch bei dieser Vorgehensweise ist ein Durchmesser-Längenverhältnis der Bohrstange von 5:1 erforderlich. Die Schneidplatten der Bohrstangen sind mit einem Anlagekeil versehen, der mittels Differentialschraube eine Feinjustierung des Bohrdurchmessers erlaubt. hw
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}