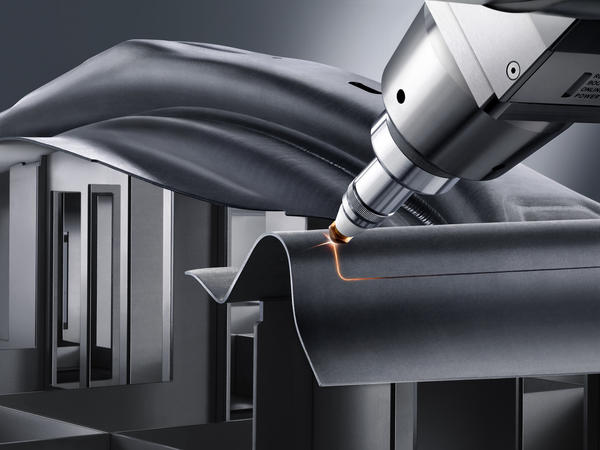



Die Hauptanwendung der 3D-Laserbearbeitung ist mittlerweile das Schneiden von Hotformingteilen geworden. Damit ändern sich die Anforderungen an die Anlagen: Statt universeller Einsatzmöglichkeiten rücken Kriterien wie Kosten pro Teil und damit Schneidgeschwindigkeit und Dynamik in den Vordergrund.
Die ersten Nutzer von 3D-Schneidanlagen profilierten sich noch durch ihre Universalität. Prototypenbau war eines der typischen Anwendungsgebiete der Anlagen. Mit dem Vordringen pressgehärteter Teile in der Automobilindustrie, die mechanisch kaum wirtschaftlich zu trennen sind, haben 3D-Laserschneidanlagen ein neues Hauptanwendungsgebiet gefunden. Die beiden führenden Hersteller von 3D-Portalanlagen, die Trumpf GmbH & Co. KG in Ditzingen und Prima Power mit deutschem Sitz in Dietzenbach, bestätigen, dass aktuell die meisten ihrer 3D-Anlagen zum Schneiden von Hotformingteilen in der Automobilindustrie installiert werden. Dabei handelt es sich in vielen Fällen um Serien von Dünnblechteilen mit Dicken unter 5 mm, die jahrelang auf einer Anlage laufen werden. Ideale Voraussetzungen für den Einsatz energetisch günstiger Festkörperlaser, die auch zu mehr als 75 % in diesen Anlagen zu finden sind. Mit dem Wandel des Einsatzgebietes von der universellen Fertigung hin zu Produktion von Massenteilen, ändern sich auch die Forderungen an die 3D-Maschinen. Steht bei den Allround-Anlagen die Vielseitigkeit im Vordergrund, dominieren bei der Massenteilfertigung vor allem Geschwindigkeit und geringe Kosten pro Teil. Diesen Trend bestätigt die von Trumpf speziell für das Schneiden von Warmformteilen optimierte TruLaser Cell 8030. Die Single Purpose Maschine baut sehr kompakt, setzt energiesparende Scheibenlaser ein und ist auf die starke Verschmutzung beim Schneiden von Hotformingteilen unter anderem durch eine entsprechende Absaugung und Abdichtung vorbereitet. Eine Bestellung von 50 Anlagen durch einen Automobilhersteller im Frühjahr lässt den Bedarf an dieser Technik ahnen.
Dagegen sind die Standardanlagen für die dreidimensionale Laserbearbeitungstechnik weiterhin für eine vielseitige Anwendung ausgelegt. Zu unterteilen sind die Anlagen dabei in erster Linie nach der Größe ihres Arbeitsbereichs und dort vor allem nach der Höhe der Z-Achse. Da mit dem Arbeitsbereich der Aufwand wächst, die Portale stabil genug für die geforderten Schneidgenauigkeiten im Zehntelmillimeterbereich auszulegen, begründen sich damit auch deutliche Preisunterschiede. Grob zu unterscheiden sind Anlagen für kleinere Bauteile beispielsweise für die Medizintechnik mit einem Arbeitsbereich von rund 1000 mm x 500 mm x 400 mm. Anlagen mittlerer Größe werden eingesetzt für das Beschneiden von A- und B-Säulen, Dachreling oder beispielsweise auch Teilen aus der Landwirtschaft. Unter den Großanlagen, auf denen komplette Pkw-Seitenteile beschnitten werden, ist die Optimo von Prima Power mit einem Grundfläche des Arbeitsbereichs von 4500 mm x 2500 mm und einer Z-Achse von 1020 mm die derzeit größte verfügbare Standardmaschine. Bei mittleren und großen Anlagen lässt sich der Arbeitsbereich sowohl mit feststehenden Tischen als auch mit Splitkabinen oder Drehtischen ausstatten, so dass die Werkstücke hauptzeitparallel gespannt werden können und die Nebenzeiten des Lasers kurz bleiben.
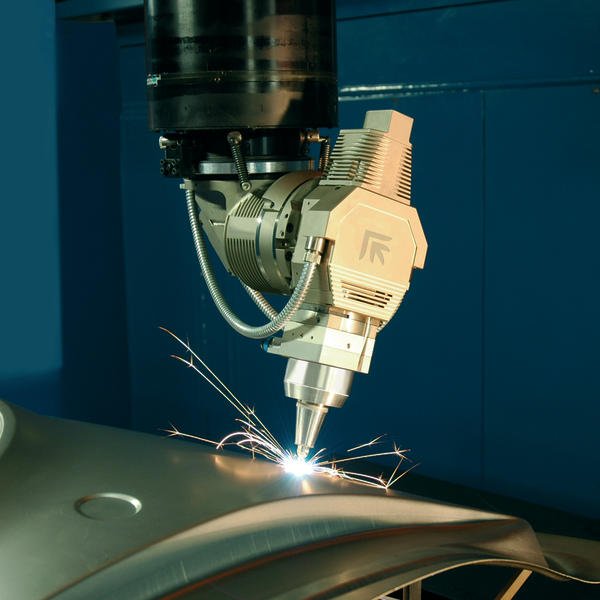
Eine 3D-Laserschneidanlage arbeitet umso wirtschaftlicher, je schneller die Teile beschnitten sind. Dazu ist vor allem die gesamtheitliche Dynamik in den Bewegungsachsen und eine entsprechende Laserleistung maßgeblich. „Es geht nicht um die lineare Geschwindigkeit in einer Achse“, sagt Michael Fritz aus dem Branchenmanagement Automobil für Hotforming-Anwendungen bei Trumpf in Ditzingen. „Wichtig ist es, die höchstmögliche Geschwindigkeit beim Schneiden in der dreidimensionalen Kontur zu erreichen.“ Und das bei Genauigkeiten im Zehntelmillimeterbereich und hoher Schnittkantenqualität. Ein Kennwert für die geforderte Dynamik sind die maximal erreichbaren Simultangeschwindigkeiten, die beispielsweise für die TruLaser Cell der 7000-Reihe mit 173 m/min und für die die Prima Power Optimo Vivida mit 175 m/min angegeben wird. Die Simultanbeschleunigungen erreichen bis zu 1,6 g. Bei den linearen Antrieben im Portal werden dazu je nach Hersteller Zahnstangenantriebe oder Spindelantriebe eingesetzt, für die Drehachsen am Laserkopf sind in der Regel Direktantriebe vorgesehen. Die tatsächlichen Schneidgeschwindigkeiten liegen unter den Positioniergeschwindigkeiten und werden unter anderem vom Material, von der Materialdicke und der Geometrie abhängig.
Eine spezielle Entwicklung ist dabei der Vivida-Kopf von Prima Power, der mit drei zusätzlichen Achsen eine begrenzte, der Portalbewegung überlagerte Bewegung erlaubt. Wegen der geringen zu bewegenden Masse werden so im begrenzten Arbeitsbereich des Zusatzachsen Beschleunigungen bis 12 m/s2 erreicht. „Eine Dynamik, die sich vor allem bei Teilen mit vielen Ausnehmungen lohnt“, sagt Andreas Kron, Vertriebsleiter bei Prima Power Deutschland. Gesteuert werden die überlagerten Bewegungen durch eine von Prima Power entwickelte und in einer Hochgeschwindigkeits-Flachbettanlagen bereits bewährten Steuerung.
Dieser Dynamik der Anlagen muss in Sachen Genauigkeit ein stabiler Rahmen entgegenstehen. Prima Power setzt dabei auf Polymerbeton. Derartige Rahmen haben sich beim italienischen Lasermaschinenbauer seit Jahren in Flachbettmaschinen bewährt. Sie sind temperaturstabil und vor allem vibrationsdämpfend, wie Andreas Kron sagt. Damit werden Ungenauigkeiten durch temperaturbedingte Rahmenwanderungen sowie schwingungsbedingte Störungen wie Rattermarken vermieden. „Die Maschine wiegt zwar 4 t mehr als bisher“, räumt Andreas Kron ein, „dafür kann sie ohne jede Fundamentvorbereitung auf jedem gängigen Industriehallenboden aufgestellt werden.“
Eine wesentliche Rolle bei der Umsetzung der Dynamik in Schneidgeschwindigkeit spielt die Laserquelle. Festkörperlaser koppeln dabei mit ihrer Wellenlänge im 1 µm besser in metallische Materialien ein und ermöglichen schnellere Schnitte. Zudem lassen sich nicht nur Stahl, sondern auch Materialien wie Kupfer oder Messing schneiden. Gleichsam nachgewiesen ist die Einsatzfähigkeit des Festkörperlasers im Bereich Laserschweißen.
„Wenn 75 Prozent der 3D-Anlagen mit Festkörperlaser ausgestattet sind, gibt es immerhin noch 25 Prozent, bei denen ein CO2-Laser Sinn macht“, betont Michael Fritz in diesem Zusammenhang. Bei typischen 3D-Anwendung wie dem Rohr- oder Profilschweißen, die mit hoher Geschwindigkeit von etwa 20 m/min laufen, trete der Humping-Effekt auf, bei dem ein Festkörperlaser kurzzeitig die Einkopplung verliert. Hier sei die Prozesssicherheit beim CO2-Laser deutlich größer. Ein anderer Aspekt ist die geringere Schweißspritzerbildung beim CO2-Laserschweißen. Ein Vorteil, der vor allem beim Schweißen von Getriebeteilen, einer typischen Anwendung für 3D-Laseranlagen, von Bedeutung ist.
Viele Hersteller bieten ihre 3D-Anlagen heute wahlweise mit CO2- oder Festkörperlaser an. Steuerungen und Bedienungen der Anlagen sind laserquellenunabhängig gleich und weitgehend ausgereift. Auch die meisten Zusatzfunktionen sind für beide Ausstattungen verfügbar.
Zur Optimierung der Schneidgeschwindigkeit hilft es, „wenn der Laser optimal abgestimmt ist auf die Maschine und auch analog gesteuert werden kann“, sagt Fritz. Dabei wird die Geschwindigkeit an der Maschine erfasst und ihr aktueller Wert an die Lasersteuerung zurückgeführt. In jedem Moment ist so die Laserleistung optimal an den Schneidvorgang angepasst. So werden mit der Regelung sehr gute Schneidergebnisse erreicht.“ Zudem erkennt der Laser jeweils den Schneidzustand und regelt automatisch die entsprechende Fokuslage. Und damit die Schneidgeschwindigkeit auch bei unebenen Blechen oder Blechen mit Falten beibehalten werden kann, sorgen sogenannte C-Achsen in der Achse der Düse mit Beschleunigungen von bis zu 4 g für einen konstanten Abstand der Düse zum Blech.
Die beim Schneiden vieler Konturen wichtige Einstechzeit verkürzen beispielsweise Trumpf und Prima Power mit Funktionen zum schnellen Einstechen, die im Prinzip darauf aufbauen, den Laser geregelt schon vor Erreichen des Einstechpunktes zu zünden. Andere Features wie die Butzenkontrolle Observeline bei Trumpf erhöhen insbesondere beim Schneiden von Warmformteilen zusätzlich die Prozesssicherheit.
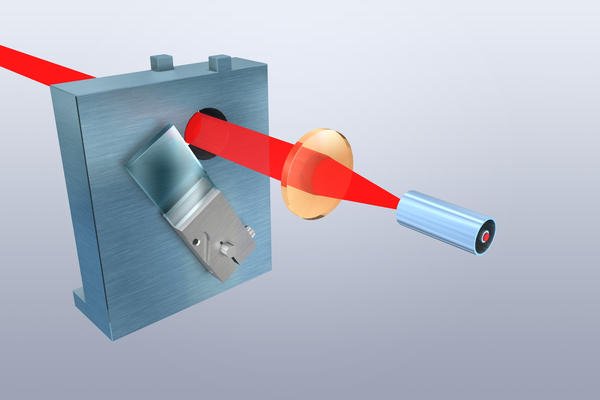
„Der Bereich Schweißen und Schneiden auf den 3D-Anlagen wird zunehmen“, schätzt Andreas Kron von Prima Power. Für Anlagen mit kombinierten Anwendungen hatte dabei der CO2-Laser lange Zeit Vorteile, weil mit einer Strahlführung gearbeitet werden konnte. Um den zum Schweißen dickeren und zum Schneiden dünneren Laserstrahl per Faser an den Schneidkopf zu leiten, wären beim fasergeführten Festkörperlaser separate Fasern erforderlich. Ein wegen des erforderlichen Umsteckens der Laserquelle gerade bei staubiger Umgebung problematisches Unterfangen. Eine Lösung für dieses Problem hat Trumpf auf der Euroblech 2010 als 2-in-1-Faser vorgestellt. „Man muss sich diese Faser wie zwei ineinander gesteckte Röhren vorstellen. Darin gibt es eine innere Faser mit 100 µm eine optimale Schneidfaser, um die herum eine äußere Fasere mit 400 oder 600 µm für das Schweißen gelegt ist. Je nachdem, in welche Faser ich einkopple, habe ich einen kleinen oder einen großen Fokuspunkt. Ich kann also beliebig umkoppeln zwischen Schweißen und Schneiden“, erläutert Michael Fritz. Umgeschaltet vom einen auf den anderen Zustand wird im Laser mit einem sogenannten Coreswitch, der den Strahl an das eine oder das andere Segment koppelt. Eine Lösung mit ebenfalls einer Faser hat Prima Power auf der EMO vorgestellt, allerdings aus patentrechtlichen Gründen noch keine Angaben zur Funktionsweise dargelegt. Unabhängig von der Laserquelle bleibt der Wechsel zwischen Schweißen und Schneiden ein Wechsel des Laserkopfes erforderlich. Der Einsatz eines Schweiß-Schneidkopfs beschränkt sich derzeit noch auf wenige Applikationen. Allerdings sind in den aktuellen 3D-Anlagen verschiedene Schweißköpfe für verschieden Schweißverfahren einsetzbar. So stehen für die 3D-Anlagen von Prima Power nach Andreas Kron neben einem normalen Laserschweißkopf unter anderem ein Schweißkopf mit Drahtzufuhr sowie ein Remote-Laserschweißkopf zur Verfügung. Anzumerken bleibt dabei, dass Schweißanwendungen unter den Experten als schwieriger gelten als Schneidoperationen.
Der Umbau der Schneid- und Schweißköpfe wurde in den letzten Jahren deutlich vereinfacht, wobei die Kupplungssystem auch der Kollisionssicherheit dienen. So knickt bei Prima Power der Schneidkopf bei Kollisionen komplett weg, bei Trumpf lösen sich Magnetkupplungen, mit denen der Kopf befestigt ist. Bei der 3D-Laserbearbeitung gelten bei Schneidarbeiten nach wie vor Portalanlagen als die genaueren Systeme. Mit ihnen lässt sich die geforderte Präzision auch bei hoher Dynamik sicherstellen. Robotersysteme dagegen werden bevorzugt für Schweißanwendungen eingesetzt. Wegen der ohnedies durch den Schweißvorgang limitierten Geschwindigkeit spielen die Dynamik und damit mögliche Überfederungen der Knickarmrobotern keine Rolle. Allerdings hat Jenoptik im Jahr 2010 mit Votan C BIM, ein Robotersystem zum Laserschneiden warmgeformter Teile präsentiert. Das Robotersystem hat sich jahrelangen im Kunststoffschneiden bewährt und wird nun für das Beschneiden metallischer Bauteile vorgeschlagen. Die Laserquelle ist dabei außerhalb des Roboterarms platziert und die Strahlführung liegt komplett im Roboterarm. Erste Anlagen seien bereits verkauft.
Die 3D-Laserbearbeitung ist bei weitem noch nicht an ihrem Ende, schätzt Kron den Markt ein. Neue Materialien, neue Laserquellen oder Entwicklungen wie das im Forschungsprojekt RoboLaSS untersuchte robotergeführte Remote-Schneiden eröffnen neue Anwendungsfelder. Und alleine der Bedarf bei warmgeformten Teilen soll sich in den nächsten Jahren noch verdoppeln.
Volker Albrecht Freier Fachjournalist in Bamberg
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}