
Optische Komponenten sind heute oft hochwertige Kunststoffformteile, die nur noch kratzfest gemacht werden müssen. Das IKV an der RWTH Aachen und das Fraunhofer IFAM in Bremen arbeiten daran, auch diesen letzten Fertigungsschritt in den Spritzgießprozess zu integrieren.
Spritzgegossene Optiken bieten alle Vorteile polymerer Werkstoffe wie geringes Gewicht und Designfreiheit. Sie haben aber auch einen Nachteil: Ihre Oberfläche ist weich und kratzempfindlich. Da Kratzfestigkeit für viele optische Anwendungen unerlässlich ist, werden solche Spritzgussteile anschließend noch beschichtet – beispielsweise Linsen, Brillen, Displays, Flachmonitore, Fenster oder Scheiben. Diese Beschichtung muss mechanisch stabil und von hoher optischer Güte sein. In der klassischen Fertigung folgen mit dem Spritzgießen und der Kratzfestbeschichtung also zwei sehr hochwertige, getrennte Prozesse aufeinander, und das ist nicht unproblematisch:
Damit die Oberflächen nicht verunreinigen, werden die optischen Bauteile häufig im Reinraum spritzgegossen. Nun müssen sie der Beschichtung im gleichen Unternehmen oder bei einem externen Beschichter zugeführt werden. Temporär ist die Polymeroberfläche nicht geschützt – und dies ist die Schwachstelle in der klassischen Prozesskette: Durch Beschädigungen entstehen hohe Ausschussraten beim Handhaben, Weiterverarbeiten und auf dem Weg hin zum Veredelungsschritt. Diese Nachteile lassen sich umgehen, wenn die Verfahrensschritte Bauteilherstellung und Beschichtung kombiniert werden, so wie dies aus der Hinterspritztechnik bekannt ist: Durch InMould-Decoration (IMD) etwa erhalten viele Bauteile dekorative Farbschichten. Der neue Ansatz besteht nun darin, die Kratzfestschicht ebenfalls durch ein InMould-Verfahren im Spritzgießprozess aufzubringen – und daran arbeiten das Institut für Kunststoffverarbeitung (IKV) der RWTH Aachen und das Fraunhofer Institut für Fertigungstechnik und Angewandte Materiaforschung (IFAM), Bremen.
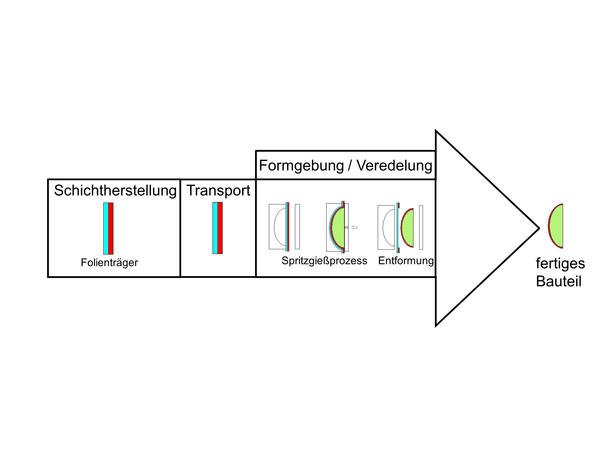
Dazu ist eine modifizierte Prozessabfolge notwendig: Ein Träger wird mit einer plasmapolymeren Kratzfestschicht versehen, in ein Spritzgießwerkzeug eingelegt und hinterspritzt. Die Schmelze baut eine hohe Haftung zur plasmapolymeren Schicht auf. Abschließend wird der Träger entfernt, so dass die Kratzfestschicht auf dem Bauteil verbleibt. Als ideales Trägermedium für die Transfer-Kratzschutzschicht gilt eine Folie. Dieses Verfahren wird als InMould-PlasmaCoating (IMPC) bezeichnet – eine neue Variante von IMD.
IMPC bietet eine Reihe von Vorteilen. So führt die Kombination der Prozessschritte zu einer signifikanten Vereinfachung der Bauteilbeschichtung und somit zur Kostenreduzierung. Dass das Beschichten mit der Kratzfestschicht und die Herstellung der Folienträger in zwei gänzlich voneinander getrennten Prozessschritten ablaufen, ist ein Gewinn an Flexibilität innerhalb der Prozesskette: Die Plasmabeschichtung wird allerorts verfügbar. Sie kann beispielsweise von einem Spritzgießbetrieb direkt vor Ort vorgenommen werden. Der Spritzgießer kann somit seine Produktpalette erweitern, ohne dass er über eine eigene Beschichtungstechnologie verfügen muss. Auch individualisierte Produktionen mit kleinen Stückzahlen sind dann kosteneffizient möglich, weil der Wechsel von einem „normalen“ hin zu einem kratzfest ausgerüsteten Dekor die Spritzgießproduktion nur kurz unterbricht. Das teure, nachträgliche Beschichten weniger Bauteile entfällt. Das Verfahren des InMould-PlasmaCoating (IMPC) hat außerdem das Potenzial, auf andere typische Plasmabeschichtungen ausgeweitet zu werden, zum Beispiel Easy-to-Clean- oder Barrierebeschichtungen. Es können also unterschiedlichste Anwenderindustrien bedient werden.
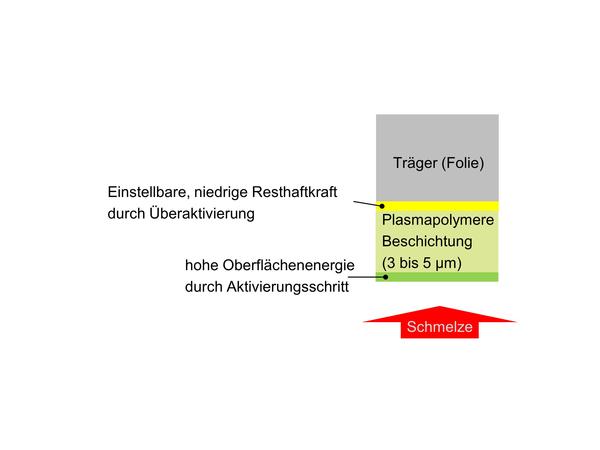
Die Verfahrensvariante IMPC setzt die Entwicklung einer transferierbaren Kratzschutzschicht voraus, die sich durch gegensätzliche Eigenschaften auf ihrer Vorder- und Rückseite auszeichnet: Zum Trägermaterial hin muss die plasmapolymere Transferschicht trennende Eigenschaften mit einer niedrigen Resthaftkraft aufweisen (niedrige Oberflächenenergie). Diese trennende Eigenschaft wird durch eine Überaktivierung erzeugt. An der Kontaktoberfläche zum optischen Kunststoffmaterial muss die plasmapolymere Transferschicht dagegen eine hohe Oberflächenenergie besitzen, damit die Schmelze im Spritzgießprozess gut anhaftet. Praktisch erfolgt die Umsetzung derart, dass auf der Trägerfolie zunächst eine Trennschicht durch Überaktivieren erzeugt und anschließend darauf eine homogene Kratzschutzschicht aufgebracht wird. Abschließend wird diese Kratzschutzschicht aktiviert, um eine hohe Oberflächenenergie einzustellen (und so für gute Hafteigenschaften mit der Schmelze zu sorgen).
In den Arbeiten wurde eine plasmapolymere Schicht identifiziert, die sich einfach herstellen lässt und somit für die Bahnwarenumsetzung prinzipiell geeignet ist. Funktionsuntersuchungen mittels Taber-Abraser-Test zeigen, dass die Kratzschutzeigenschaften stark von der Schichtdicke abhängen. Bei dem Test wird die Oberfläche mit Reibrädern abrasiv behandelt und danach die Lichtstreuung gemessen. Eine höhere Schichtdicke bedeutet eine geringere Verkratzung der Oberfläche und somit eine geringere Lichtstreuung (Haze), gleichbedeutend mit einem besseren Kratzschutz.
Ein Vergleich mit einem heutigen Kratzschutzlack zeigt, dass eine Schichtdicke von etwa 3,7 µm die gleichen Kratzschutzeigenschaften wie dieser Lack aufweist. Die angestrebte Schichtdicke liegt demnach in einem Bereich von etwa 3 bis 5 µm. Ihre Herstellung lässt sich einfach steuern, weil die Zusammensetzung von der Schichtdicke unabhängig ist.
Nach der erfolgreichen Entwicklung der Kratzfestschicht werden derzeit beschichtete Folien hinterspritzt. Als Trägermaterialien kommen PC-, PP- und PET-Folien zum Einsatz. Als Hinterspritzmaterial werden verschiedene Polycarbonat-Typen (Makrolon) der Bayer MaterialScience AG, Leverkusen, verwendet.
Die Untersuchungen haben gezeigt, dass eine Schicht mit einerseits trennenden und andererseits haftenden Eigenschaften im Plasmaprozess abgeschieden werden kann. Die Haftkräfte lassen sich in weiten Grenzen einstellen und können so auf den Hinterspritzprozess angepasst werden. In zukünftigen Versuchen soll nun die Haftung der Kratzschutzschicht nach dem Hinterspritzen optimiert werden.
Das IMPC-Verfahren hat eine große Perspektive: Nach dem Erzielen der Serienreife bietet es sich als Alternative zu den konventionellen nasschemischen Beschichtungsverfahren an – mit all den genannten Vorteilen. Unter anderem erhalten Kunststoffverarbeiter die Chance, die Wertschöpfung an ihren Produkten in der eigenen Fertigung zu erweitern.
Dieser Artikel basiert auf einem Beitrag zum 26. Internationalen kunststofftechnischen Kolloquium 2012 [MSD12]. Das IGF-Forschungsvorhaben (348 ZN) der Forschungsvereinigung Kunststoffverarbeitung wird über die AiF im Rahmen des Programms zur Förderung der industriellen Gemeinschaftsforschung und -entwicklung (IGF) vom Bundesministerium für Wirtschaft und Technologie aufgrund eines Beschlusses des Deutschen Bundestages gefördert. Allen Institutionen gilt unser Dank.
- Prof. Christian Hopmann Leiter des Instituts für Kunststoffverarbeitung (IKV) und Inhaber des Lehrstuhls für Kunststoffverarbeitung an der RWTH Aachen
- Julian Schild Wissenschaftlicher Mitarbeiter am IKV, Leiter der Arbeitsgruppe InMould-Technologien/Spritzgießsonderverfahren.
- Dr. Christopher Dölle Leiter der Arbeitsgruppe VUV-Techniken am Fraunhofer Institut für Fertigungstechnik und Angewandte Materialforschung (IFAM) in Bremen
Zerstörende Prüfung als Beleg
InMould-PlasmaCoating (IMPC)
Die ersten Schritte zur Entwicklung des IMPC-Verfahrens bezogen sich auf das Verhalten der neuen Schicht beim Hinterspritzen. Das erste Zwischenergebnis musste lauten: Die Übertragung der Kratzschutzschicht im Spritzgießverfahren ist prinzipiell möglich. Die Mikroskopaufnahme rechts ist der Beweis dafür: Sie zeigt das Ergebnis einer zerstörenden Prüfung, bei der sowohl ein beschichteter als auch ein unbeschichteter Kunststoffbereich geritzt wurde. Der durchgehende Kratzer belegt, dass die plasmapolymere Kratzschutzschicht sitzt – oben werden Splitter sichtbar. Weitere Versuche machen deutlich, dass die Schutzwirkung stark von der Schichtdicke abhängt: Ab 3,7 µm Dicke entfaltet die Plasmaschicht denselben Kratzschutz wie ein moderner Kratzschutzlack. Die angestrebte Schichtdicke liegt daher im Bereich zwischen 3 und 5 µm.
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}