




Faser- und Scheibenlaser kommen beim 2D-Schneiden von Blechen nur schleppend in den deutschen Produktionshallen an. Während die Maschinen weltweit gut nachgefragt werden, lassen sich die installierten Faserlaser-Flachbettmaschinen in Deutschland an den Fingern einer Hand abzählen. Die Betreiber der Maschinen berichten aber von positiven Erfahrungen.
An diodengepumpten Festkörperlasern kommt derzeit niemand vorbei, der in Lasertechnik investiert. Dieser Eindruck täuscht über die Realität in deutschen Fertigungshallen hinweg. Wenn es um das 2D-Schneiden von Blechen, dem größten Markt für Laseranwendungen geht, halten sich Laserfertiger zurück. „Wir dachten vor zwei Jahren, wir seien fast zu spät, als wir unsere erste Flachbettschneidanlage mit Faserlaser in Angriff nahmen“, sagt Dieter Bulling, Geschäftsführer der Stiefelmayer-Lasertechnik GmbH & Co. KG in Denkendorf. Damals hat das Unternehmen zusammen mit der Oswald Elektromotoren GmbH eine speziell für die Prototypenfertigung von Elektroblechen optimierte Laserschneidanlage entwickelt. Sie produziert heute unter dem Namen Stiefelmayer effective in Miltenberg. Für Oswald war seinerzeit klar, dass der Faserlaser mit seiner kurzen Wellenlänge und dem hohen Wirkungsgrad ideal fürs Schneiden dünner Elektrobleche ist. Mit einer Sperrklausel sicherte sich Johann Oswald seinen Vorsprung, in dem die Maschine vor Ablauf einer Frist weder an andere Unternehmen verkauft noch publiziert werden durfte. Die Anlage ist seit mehr als einem Jahr im Einsatz und gehört damit zu den ersten Flachbett-Faserlasermaschinen im deutschen Produktionseinsatz.
Tatsächlich werden in Deutschland diodengepumpte Festkörperlaser zum 2D-Schneiden von Blechen eher beschrieben als eingesetzt. Gefunden wurden drei Anwender mit ganz unterschiedlichen Aufgaben. Eine Stiefelmeyer effective bei Oswald Elektromotoren, eine mit einem Faserlaser nachgerüstete MultiTherm von Messer-Cutting Systems bei Thyrolf und Uhle in Dessau, sowie eine erst jüngst im süddeutschen Raum beim Blechspezialisten Sedotec GmbH in Ladenburg installierte Salvagnini L1Xe. Labor- und Versuchsanlagen sowie 3D-Schneidanlagen und Flachbettanlagen zum Gravieren oder Schneiden von Blechen oder Folien unter 1 mm Dicke wurden nicht gezählt.
„In Deutschland tut man sich manchmal schwer mit neuen Technologien“, meint Till Christian Salm, Geschäftsführer des Ingenieurbüros Salm in Ostfildern, das in Deutschland Maschinen des italienischen Herstellers Salvagnini S.p.A. vertreibt. Immerhin habe Salvagnini weltweit schon mehrere Dutzend Flachbett-Faserlaseranlagen der Baureihe L1Xe verkauft. Der Verkaufsschwerpunkt für Faserlaser-Flachbettanlagen liege eher in Asien als in Europa, räumen auch andere Hersteller ein. Selbst die Hochleistungsanlage TruLaser 7040 fiber mit Doppelkopf und Scheibenlaser, die Trumpf 2008 auf der Euroblech vorgestellte, wurde nach Asien verkauft. Die auf der Blechexpo 2009 gezeigte Stanz-Laser-Kombi Trumatic 3000 fiber im Laserverbund mit einer Schweißanlage wird derzeit in Deutschland installiert.
Till-Christian Salm bezieht sich auf die von Salvagnini erhobenen Statistiken, wenn er betont, dass die Anwender die unkomplizierte Handhabung der Faserlaseranlagen sowie ihre Verfügbarkeit und Zuverlässigkeit hervorheben. Die Kosteneinsparungen gegenüber einer CO2-Laseranlage kommen im praktischen Betrieb erst an zweiter Stelle.
Im Prinzip bestätigt sich diese Haltung bei der Befragung einiger Anwender. Es fange im täglichen Betrieb damit an, dass der Faserlaser im Gegensatz zur üblichen CO2-Laseranlage keine Warmlaufphase brauche, beschreibt es Michael Mozin, Projektingenieur bei Oswald Elektromotoren und zuständig für die Stiefelmayer effective. Bis das Kühlmittel in Schwung kommt, ist die Stiefelmayer effective nach 1 bis 2 min arbeitsbereit.
Zur Unkompliziertheit trägt im Fertigungsalltag vor allem bei, dass die Strahlführung im Lichtwellenleiter problemlos durch eine Glasfaser ohne aufwendige Optiken in Ausgleichsstrahlengängen erfolgt. Bei Thyrolf und Uhle hat man hier den direkten Vergleich zur früheren CO2-Laserschneidanlage. „Gegenüber der Konstruktion mit Umlenkspiegeln, bei denen die Optiken oft nachjustiert werden mussten und mit verschiedenen Gasen zu hantieren war, fordert der Faserlaser einen äußerst geringen Justage- und Wartungsaufwand – was für uns ein Riesenvorteil ist“, sagt Siegfried Uhle, Geschäftsführer bei Thyrolf und Uhle.
Die Vereinfachung im täglichen Gebrauch setzt sich fort, wenn es um geldwerte Wartungsarbeiten der Hersteller geht. Da ein Faserlaser deutlich einfacher aufgebaut ist als ein gasgeströmter CO2-Laser und im Laserresonator keine bewegten Teile wie Turbinen vorhanden sind, wird der Wartungsaufwand minimiert. Bleibt eigentlich nur die Emitterdiode, für die eine Standzeit von 50 000 h angegeben wird. Das sind bei fünf Arbeitstagen in der Woche im Dreischichtbetrieb rund zehn Jahre wartungsfreier Laufzeit. Allerdings muss alle zwei bis drei Monate das Kühlmittel erneuert werden.
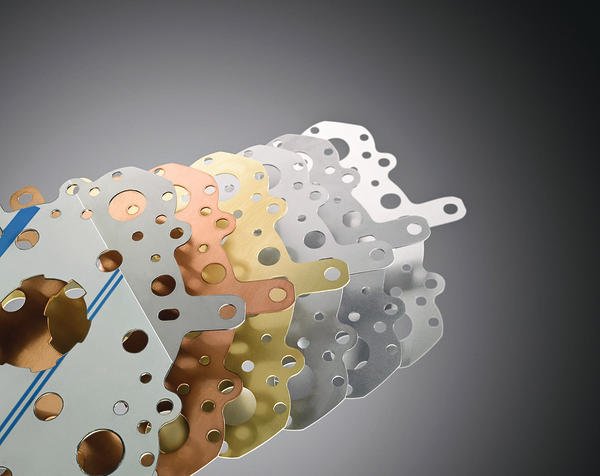
Alle bisher bekannten Anlagen sind zugeschnitten auf den Faserlaser. So schneidet Thyrolf und Uhle Dünnblech von 0,5 bis 10 mm zum Beispiel für Windkraftanlagen, Oswald schneidet Elektrobleche mit filigranen Konturen und der Blechbearbeiter Sedotec steigt mit der Salvagnini L1Xe in die Laserbearbeitung von Dünnblechen ein.
Mit der kurzen Wellenlänge im Bereich von 1 μm koppeln diodengepumpte Festkörperlaser einfacher in metallische Werkstoffe ein und erlauben so höhere Schneidgeschwindigkeiten als CO2-Laser mit einer um das Zehnfache größeren Wellenlänge. Um diesen Vorteil auszuspielen, empfiehlt Michael Mozin, den Faserlaser von Anfang an auf Maschinen einzusetzen, deren Dynamik es erlaubt, die physikalischen Vorteile in Schneidgeschwindigkeit umzusetzen. Zu den entsprechenden Antrieben kommt in der Stiefelmayer effective dabei beispielsweise eine extrem leichte Kohlefaserbrücke. Die Beschleunigungen von 4 g und Schneidgeschwindigkeiten von 20 m/min in der Kontur werden relativ unspektakulär ohne Rütteln und Ruckeln erreicht. Mit der Schneidgeschwindigkeit einher geht dabei die geringe Wärmeeinbringung. Bei Oswald ein wichtiges Thema, denn „die Elektrobleche sind beschichtet, und diese Beschichtung darf beim Laserschneiden nicht beschädigt werden“.
Sie seien sich bewusst gewesen, dass sie mit der Stiefelmayer effective Neuland betreten, erzählt Michael Mozin. Deshalb habe man nicht erwarten können, dass wie bei CO2-Lasern umfangreiche Datenbanken mit den Schneidparametern für jedes Material in jeder Dicke bereitstünden. Die Daten hat man sich in der ersten Phase gemeinsam mit Stiefelmayer erarbeitet. Unter anderem wurde dazu am Fokus und an der Fokuslage probiert. Das sei aber bei jedem neuen Laser üblich. Heute hat man die Schneidparameter im griff und erreicht, bedingt durch den schärfer fokussierten Strahl des Faserlasers heute regelmäßig Genauigkeiten besser als 0,05 mm. Meist sei man noch genauer.
Dynamik plus Faserlaser, damit ist man nach Michael Mozin mit der Stiefelmayer effective gegenüber klassischen CO2-Maschinen 10 bis 15 % schneller. „Bei bestimmten Bauteilen mit filigranen Konturen können es auch 20 Prozent sein.“ Ähnlich sieht man es auch bei Thyrolf und Uhle.
Dank der Wellenlänge und der hohen Strahlqualität ist dafür nicht einmal eine hohe Laserleistung nötig, zumal der Wirkungsgrad von Faser- oder Scheibenlasern bei rund 30 % liegt. 1 kW Laserleistung reichen bei Oswald zum Schneiden der Elektrobleche aus. In der Anlage bei Thyrolf und Uhle ist ein 1,2-kW-Laserresonator installiert. In Sachen Energieeffizienz entsprechen die Faserlaser den Erwartungen. Michael Mozin hat nachgemessen: Aus den Leistungsaufnahmen bei verschiedenen Betriebszuständen hat er einen Maximalbedarf von 13,5 kW ermittelt. Bei vergleichbaren Systemen mit 2,5 bis 3 kW CO2-Laser würden rund 35 kW Anschlussleistung anfallen.
Die zusätzlichen Schutzmaßnahmen für Laserklasse 4, die beim Einsatz von Faser- oder Scheibenlaser notwendig sind, werden von den Anwendern akzeptiert und nicht als störend empfunden. Laser der Klasse 4 können bereits bei diffusen Reflexionen des Laserstrahls Haut- oder Augenverletzungen verursachen sowie Brände und Explosionen auslösen. Entsprechend sind die Schneidanlagen mit einer aktiven Schutzumhausung versehen. Sichere Sichtfenster liefern einen nur bedingt guten Einblick und werden deshalb nur eingeschränkt eingesetzt. Häufig erfolgt die Überwachung des Arbeitsraums mit Hilfe einer im Arbeitsraum installierten Videokamera.
In der deutschen Industrie wird das 2D-Laserschneiden weiterhin vom CO2-Laser dominiert, die internationalen Pionierunternehmen auf dem Gebiet der Faserlaserschneidanlagen haben in Deutschland, soweit bekannt, keine Maschine platzieren können. Im Laserland Deutschland hat dazu sicherlich beigetragen, dass die führenden Anbieter von Lasermaschinen bisher noch Maschinen für Standardanwendungen mit diodengepumpten Festkörperlasern im Portfolio hatten. Die weltweiten Verkäufe der Standardmaschine L1Xe von Salvagnini deuten aber darauf hin, dass der Markt mittlerweile für diese Maschinen bereit ist. Sofern ein namhafter Hersteller dahintersteht. Wer den Besucherandrang an der neu vorgestellten 2D-Universalmaschine TruLaser 5030 fiber auf der Trumpf Hausmesse erlebt hat, konnte einen Eindruck vom Interesse an der Technik bei den Anwendern gewinnen. Davon zeugen auch die fünf Spontanbestellungen für die Maschine, von denen Mathias Kammüller, Technik Geschäftsführer bei Trumpf, berichtet. Könnte gut sein, dass mit dieser Maschine Trumpf den Markt öffnet. Im Oktober, auf der Fachmesse Euroblech in Hannover, wird sich zeigen, wie die führenden Anbieter in den Markt einsteigen.
Volker Albrecht Fachjournalist in Bamberg
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}