

Kutze Zykluszeiten, geringe Gewichte und hohe Energieeffizienz: Das bieten Spritzgießprozesse mit Fluidinjektion, weil die Kavität dabei nur zum Teil gefüllt wird. Die Methode gibt es inzwischen in einer Vielzahl von Ausprägungen.
Ein Pionier der Fluidinjektion präsentiert sein Know-how auf der Messe K, die Stieler Kunststoff Service GmbH*. In den letzten Jahren zündete sie ein Feuerwerk an Innovationen und bringt es nunmehr auf vier patentierte Spezialprozesse (inklusive eines Injektionsverfahrens für den Metall-Spritzguss). Zunächst jedoch ein Überblick über den heutigen Stand von „GIT“ und „WIT“:
Das älteste GIT-Teilfüllverfahren (GIT = Gasinjektionstechnik, früher Gasinnendrucktechnik) ist auch das effektivste. Während die eingespritzte Kunststoffschmelze am Werkzeug auskristalliert, schiebt injiziertes Gas die weiche Masse nach außen, so dass sich Hohlräume bilden. Mikroskopisch betrachtet, gleicht das Ergebnis einem Pack gekochter Nudeln, der die Form der Schüssel angenommen hat und dabei Hohlräume ausbildet, aber gut vernetzt ist. Grundsätzlich gilt hier: Wer mit dünnen Wandstärken und einer leichten Umschaltmarkierung (resultierend aus dem Wechsel von Schmelze-Einspritzung zu Gasinjektion) auskommt, hat gewonnen. Mit diesem Verfahren erzielt der Spritzgießer die kürzesten Zykluszeiten, die geringsten Gewichte und Schließkräfte sowie die höchste Energieeffizienz, weil nur eine Teilmenge Kunststoff aufgeschmolzen und abgekühlt werden muss.
Etabliert hat sich auch die Schwindungskompensation (Full Shot), die ihre großen Vorteile im Kunststoff-Spritzguss tausendfach bewiesen hat: Anstatt des Schmelzenachdrucks sorgt nachdrückendes Gas dafür, dass Schwindungsbeträge zwischen 10 und 25 % ausgeglichen werden und kein Verzug und keine Einfallstellen entstehen. Das Gas kann über der gesamten Kühlzeit wirken, auch fern vom Anguss. Die Bauteile werden dadurch 5 bis 20 % leichter und qualitativ erheblich hochwertiger. Der Zyklus verkürzt sich meist um 5 bis 20 %
Das GIT-Verfahren mit Überlaufkavität, bei dem die Schmelze in eine zweite „Überlauf“-Kavität geblasen wird, konnte sich aus rechtlichen Gründen lange Zeit nicht recht verbreiten. Nachdem dieser Hemmschuh beseitigt ist, kommt die fantastische Technologie häufiger zum Einsatz. Zum Beispiel in der Automobilindustrie bei partiellen Masseanhäufungen in oft flächigen Bauteilen wie Türverkleidungen, Heckfensterrahmen oder Außenspiegelgehäusen.
Das Kernzugverfahren (Core Pull), das bisher millionenfach für Flaschenkästen genutzt wurde, wird in letzter Zeit öfters im Bereich von „medienführenden Leitungen“ angewandt. Der Injektor bläst dabei Gas zwischen Kern und Formteil, drückt den Schieber zurück und öffnet so einen Hohlraum.
Das erste weltweite Serienprodukt mit Wasserinjektion wurde bereits Anfang 2001 mit Unterstützung von Ulrich Stieler als Technologieberater umgesetzt, ein Kühlwasserrohr fürs Automobil. Die Technik ist jedoch seit einiger Zeit kein Trend mehr wegen der teuren Anlagentechnik, und weil häufig Undichtigkeiten am Injektor auftreten. Viele WIT- sind inzwischen wieder GIT-Applikationen.
Zeitgleich wurde bei Stieler ein GIT-Verfahren mit gekühltem Gas entwickelt, das CoolFlowSystem. Es ist bei mehreren Großserienteilen im Einsatz: Durch das Spülen mit -25°C kaltem Stickstoff kann es den Verzug der Bauteile minimieren und die Zykluszeit um bis zu 40 % reduzieren. Zwei Jahre nach Einführung arbeiteten bereits die ersten 40 Serienformen damit, zum Beispiel bei der Seitentürverkleidung und dem Spiegelgehäuse des VW Touran.
Kurz darauf entwickelte Stieler das GIT-Heißkanalsystem GaNaSys, bei dem die Verschlussnadel des Heißkanals be- und entgasen kann und damit den Gasinjektionseingang bei einem werkzeugfallenden Bauteil versiegelt. Bei Teilen, die später mit Flüssigkeiten in Verbindung kommen oder verchromt werden, lässt sich der Hohlraum somit bereits in der Form abdichten.
Ein weiteres Verfahren gewinnt nun ebenfalls Fahrt im Markt, das Gasaußendruckverfahren GAD. Das Gas wirkt hier nicht durch einen Kanal von innen, sondern von außen flächig durch ein Gaskissen auf das Bauteil, ähnlich wie beim Spritzprägen. So kompensiert es die Schwindung und erreicht dabei beste Oberflächenqualitäten und einen extrem geringen Verzug, gerade bei flächigen Teilen. Artikelgewicht und Zykluszeit reduzieren sich. Hier wird deutlich, dass der ursprüngliche Ausdruck „Gasinnendruck“ nicht mehr für alle Verfahren gelten kann. Daher sprechen wir schon immer von „Gas“- beziehungsweise allgemeiner von „Fluidinjektionstechnik“.
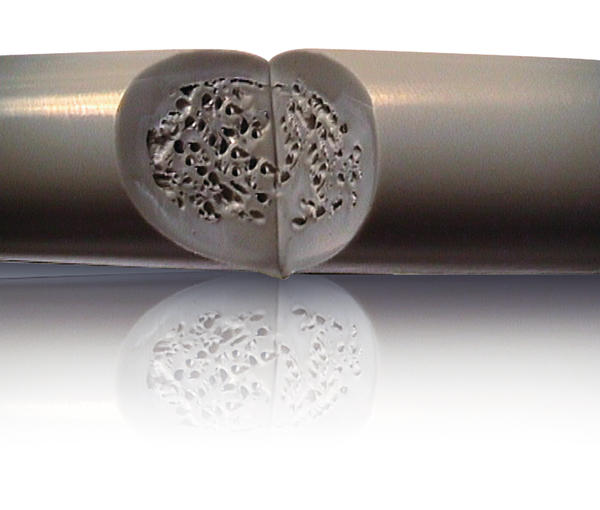
Das besondere Highlight der Fluidinjektion ist das von Stieler entwickelte, patentrechtlich geschützte physikalische Schäumverfahren SmartFoam. In spritzgegossenen Thermoplasten bildet es Schaumstrukturen ohne chemische Treibmittel aus, mit Top-Oberfläche und geschäumtem Kern – und das auf konventionellen 1K-Spritzgießmaschinen, mit kurzem Zyklus und geschlossenen Zellstrukturen. Eigenschaften, die bisher in dieser Kombination nicht verfügbar waren.
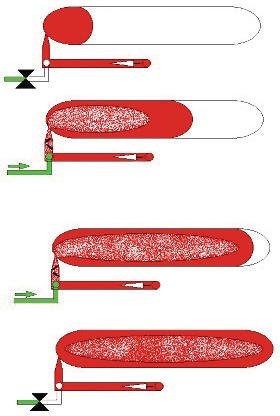
Man injiziert das Fluid im Kaltkanal oder auch im Heißkanal in die vorbei fließende Schmelze, die im statischen Mischer unter Druck zu einem noch nicht expandierten Schaum gemixt wird und dann den Anspritzpunkt passiert. In der Kavität expandiert das Gemisch und füllt den Raum vollständig aus. Als einfaches, physikalisches Treibmittel kann Stickstoff (gasförmig) genutzt werden. Als Alternative lässt sich auch Wasser verwenden. In bestimmten Fällen ist es ratsam, flüssige Kohlensäure zu injizieren.
Der Schmelze wird durch die Schaumbildung von innen mehr Wärme entzogen, als die Form von außen abführen kann. Allein diese Zykluszeit-Einsparung macht das System zu einem der interessantesten Spritzgießprozesse. Je nach Fluid lässt sich der Zyklus um mehr als 50 % verkürzen. Durch die geschlossene Oberfläche der Teile eignet sich das SmartFoam-System sehr gut für Applikationen, die mit flüssigen Medien Kontakt haben. Das mit SmartFoam hergestellte Spritzgussteil lässt sich nach seinem Lebensdauerende leicht regranulieren und wiederverwenden, weil die physikalischen Treibmittel vollständig aktiviert wurden und beim erneuten Aufschmelzen komplett entgasen. Das Verfahren verbessert die Fließfähigkeit der Schmelze und reduziert die Einspritzzeiten drastisch. Ein weiterer Vorteil der Schaumstruktur sind homogenere Eigenspannungen als bei kompakt gespritzten Bauteilen. Durch SmartFoam kann das Artikelgewicht um etwa 10 bis 30 % gegenüber dem kompakten Bauteil reduziert werden.
Auch die mechanischen Eigenschaften der Spritzgussteile lassen sich mit SmartFoam sehr variabel gestalten: Bei „harten“ Applikationen mit einer Struktur ähnlich der von Knochen ergibt sich eine Festigkeitssteigerung von 5 bis 10 % im Vergleich zu einem Kompaktbauteil. „Weiche“ Applikationen erfahren durch die geschlossenen Zellstrukturen eine hohe und schnelle Rückformung in die ursprüngliche Geometrie. Und sehr harte Spritzgussteile, etwa mit Glasfaserverstärkung, erhalten durch die Schaumstruktur eine integrierte Schwingungsdämpfung. Die Nutzung der Technologie ist ausschließlich auf Anlagen der Stieler Kunststoff Service GmbH zulässig,die mit Know-how und Geräten als Partner bereit steht.
Ulrich Stieler Geschäftsführer der Stieler Kunststoff Service GmbH, Goslar
Stieler Kunststoff Service GmbH auf der K: Halle 10, Stand J48
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}