





Stanz-Biegetechnik | Separate Servoantriebe und Werkzeugeinstellungen auf Knopfdruck sind das Rezept, wie Stanz-Biegeautomaten fit für die individuelle Produktion der Zukunft werden sollen. Und das nicht nur wegen der kürzeren Umrüstzeiten. §
Autor: Volker Albrecht
Volker Albrecht Freier Fachjournalist in Bamberg
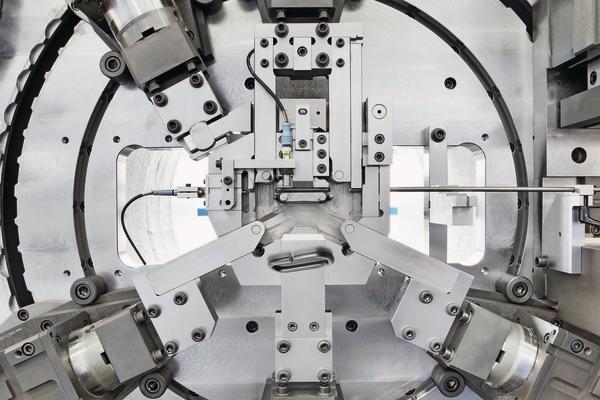
Die Biegewerkzeuge wirken nacheinander und in rasender Geschwindigkeit auf das ruhende Werkstück ein bis ein komplex gebogenes Teil aus der Maschine fällt: Stanz-Biegeautomaten faszinieren vor allem wegen der ineinandergreifenden Bewegungen ihrer Einzelwerkzeuge. Mit zusätzlichen Funktionsmodulen zum Schweißen, Gewindeschneiden, Schrauben und Montieren produzieren die Maschinen fertigfallend komplette Baugruppen und kommen damit schon seit Jahren den Forderungen der Industrie nach der Komplettbearbeitung entgegen. Allerdings sind die klassischen mechanisch angetriebenen Maschinen nur mit viel Aufwand auszulegen und umzurüsten; ihr Einsatz ist nur bei hohen Stückzahlen rentabel. Jüngere Entwicklungen sorgen mit Servoantrieben an jedem Werkzeugschlitten für mehr Flexibilität der Automaten. Und an diese modernen NC-gesteuerten Ausführungen der Stanz-Biegeautomaten wagen sich neben dem Marktführer Otto Bihler in Halblech auch weniger bekannte Firmen heran. Drei Entwicklungsrichtungen lassen sich derzeit bei den Stanz-Biegeautomaten erkennen:
- Mechanische Radialmaschinen mit Verteilergetriebe,
- NC-gesteuerte Stanz-Biegeautomaten mit servoangetriebenen Funktionsaggregaten und
- Bearbeitungszentren mit eigenständigen servoangetriebenen Modulen.
Mechanische Radialmaschinen für hohe Stückzahlen
Mechanische Stanz-Biegemaschinen erreichen Produktionsgeschwindigkeiten bis 400 Hübe/min, einzelne Maschinen für dünne Bänder laufen gar mit bis zu 1000 Hübe/min. Für den Antrieb sorgen in diesen Maschinen jeweils ein Asynchronmotor, zunehmend auch ein Servomotor, von dem über ein Verteilergetriebe im Inneren des Grundgestells das Drehmoment an die Werkzeugschlitten verteilt wird. Kurvenscheiben bewirken dann die definierten linearen Werkzeugbewegungen. Die Stanzeinheiten dieser Maschinen arbeiten mit Stanzkräften bis etwa 500 kN und die Biegekräfte je Schlittenaggregat liegen, je nach Ausführung, bei bis zu 160 kN. Die Leistungsaufnahme der mechanischen Stanz-Biegeautomaten wird mit 4 und 17 kW angegeben.
Anbieter mechanischer Stanz-Biegeautomaten sind einerseits Bihler mit seinen GRM- und RM-Baureihen sowie Biegema in Wehr mit seiner Baureihe FSM-Q, die aus den Konstruktionen der bekannten Bebeco Finzer übernommen wurden. Biegema-Geschäftsführer Ulrich Wagner setzt zunächst weiterhin auf rein mechanische Stanz-Biegeautomaten. Sie verbrauchten weniger Energie, fahren höhere Hubzahlen und die Anfangsinvestitionen seien deutlich geringer. Der oft angeführte hohe Auslegungs- und Umrüstaufwand relativiere sich durch Entwicklungen der letzten Jahre. Software und Simulation vereinfachten die Auslegung und Kurvenscheiben ließen sich auf CNC-Fräsmaschine heute schnell und günstig herstellen. „Mit unserem Werkzeug-Schnellwechselsystem, bei dem bis zu elf Biegeschlitten auf einer Werkzeugplatte vorgerüstet sind, lassen sich die Maschinen zudem sehr schnell umrüsten“, sagt Wagner.
Auch Mathias Bihler, Geschäftsführender Gesellschafter des gleichnamigen Maschinenbauers, sieht durchaus die Massenfertigung weiterhin als Domäne der mechanischen Stanz-Biegeautomaten, zumal wenn mit der richtigen Werkzeugauslegung höherfeste Materialen verarbeitet werden. Bei kleineren Losen empfiehlt er den Einsatz NC-gesteuerter Stanz-Biegautomaten. Das gilt auch dann, wenn wie Wagner es ausdrückt, man zum Preis einer NC-gesteuerten Maschine mehrere mechanische Stanz-Biegeautomaten bekomme.
Radialmaschinen mit NC-Schlitten
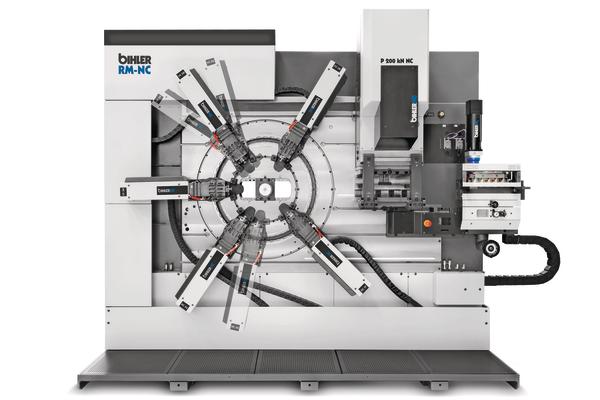
„Eine NC-Maschine ersetzt mehrere mechanische Radialmaschinen“, argumentiert Mathias Bihler, wenn es darum geht, flexibel und wirtschaftlich zu produzieren. In den NC-gesteuerten Servo-Stanz-Biegeautomaten wird sowohl jeder Werkzeugschlitten als auch die Stanzeinheit von je einem eigenen Servomotor angetrieben, das zentrale Verteilergetriebe entfällt. „Elektronische Kurvenscheiben“ geben den Bewegungsverlauf der Werkzeuge vor und eine zentrale Steuerung synchronisiert alle Aggregate. Soweit bekannt werden NC-Maschinen in dieser Form bisher von Bihler, mit den Baureihen GRM NC und RM NC, und der französischen 35-Mann-Firma Pressmac in Besançon, mit ihren Modellen CMP 250 und CMP 350, angeboten.
Die Servo-Stanzmodule in den am Markt verfügbaren Maschinen erreichen Stanzkräfte bis 400 kN, in den servoelektrisch angetriebenen Schlittenaggregaten stehen Biegekräfte bis 150 kN zur Verfügung. In der Disziplin Geschwindigkeit liegen übliche Hubzahlen bei 250 Hüben/min; die jüngste Version der RM NC kommt mit 300 Hüben/min allerdings der Dynamik mechanischer Maschinen schon recht nahe.
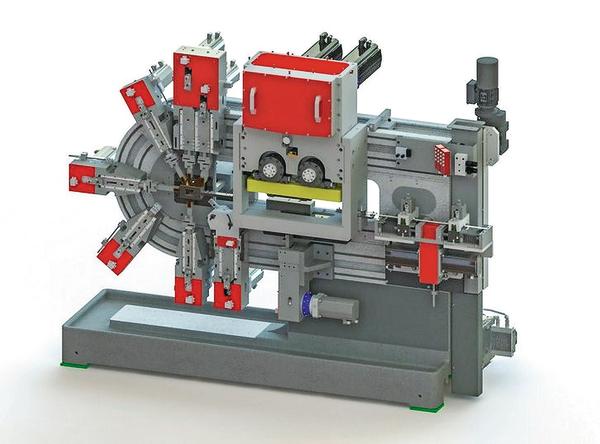
Äußerlich sind die NC-Maschinen von Bihler ihren mechanischen Pendants ähnlich, während sich die Pressmac Automaten mit einem C-förmigen Grundkörper abheben. Vorder- und Rückseite sind bei Pressmac identisch ausgeführt. Die Maschinen beider Hersteller nehmen bis zu 16 Schlittenaggregate zusätzlich zur Stanzeinheit und zum Vorschub auf. Die NC-Schlittenaggregate sind in ihrem Arbeitsbereich frei programmierbar: Arbeitshub, unterer Totpunkt, Hublagenverstellung sowie das Bewegungsprofil werden vom Anwender frei festgelegt.
Unterschiede gibt es im mechanischen Aufbau der Schlittenaggregate. In den NC-Schlittenaggregaten von Bihler sorgen Planetenrollen-Gewindetriebe für die Umwandlung der Drehbewegung des Antriebs in die Linearbewegung des Werkzeugs. Kompakte Bauweise, hohe Tragfähigkeit und eine hohe Leistungsdichte sprechen nach Bihler für diese Bauweise. Marcel Becker, Geschäftsführer und Gründer von Pressmac, setzt dagegen auf eine Konstruktion, bei der eine Nockenscheibe die Drehbewegung eines quer zur Linearachse angeordneten Servomotors in eine Längsbewegung umsetzt. Diese Nockenscheibe wird wie bei einer Servo-Exzenterpresse im Pendelbetrieb angesteuert, fährt also keine vollen Umdrehungen, sondern geht nach jedem Hub in die Ausgangsposition zurück. Dieses Verfahren sei bis zu 20 % schneller als der Ansatz mit üblichen Spindeln, sagt Marcel Becker. Darüber hinaus biete die Steuerung der Pressmac-Maschine noch die Möglichkeit, die Nockenebene auf maximale Geschwindigkeit zu optimieren.
In beiden Fällen sind die Aggregate mit diversen Messsystemen etwa für die Weg- oder Drehmomentermittlung ausgestattet, so dass funktionsrelevanten Parameter überwacht werden können. Forschungsprojekte mit Bihler-Maschinen befassen sich sogar damit, über diese erfassten Werte die Maschinen- und Werkzeugeinstellungen automatisch im Betrieb zu korrigieren.
Flexibler sind NC-Stanz-Biegemaschinen vor allem, weil sie sich mehr oder weniger per Knopfdruck automatisch umrüsten. Die Steuerung speichert die nach dem ersten Einrichten gefundenen Positionen der Schlittenaggregate sowie die übrigen Einstellungen und Parameter. Bei späteren Einrichtungen lässt sich das Setup aus der Steuerung aufrufen und automatisch einrichten, inklusive der Positionierung der Schlittenaggregate.
Bei Pressmac besorgt die Positionierung eine von einem AC-Motor angetriebene Transportkette im Inneren des Grundkörpers. Jeweils ein Schlittenaggregat koppelt dort ein, wird mit ausreichender Genauigkeit an seine neue Position verfahren und dort manuell fixiert. Der Vorgang wiederholt sich, bis alle Aggregate eingestellt und mit Werkzeugen gerüstet sind. Ein bis zwei Stunden dauert die Umstellung auf ein anderes Produkt bei den Pressmac-Maschinen.
Bihler positioniert die Umformaggregate mit Hilfe eines zentral angeordneten Positionierrads im Inneren der Montageplatte. Auch dort koppeln die Schlittenaggregate einzeln ein, werden zur neuen Position mitgenommen, dort gegebenenfalls noch geschwenkt und dann ausgekoppelt und fixiert. Sind alle Schlittenaggregate fest, lassen sich mit einem Werkzeug-Schnellwechselsystem alle Werkzeuge auf einer gemeinsamen Montageplatte in einem Satz montieren. Sie sind dann zueinander ausgerichtet und einsatzbereit. Insgesamt verkürze sich der Werkzeugwechsel samt Einstellen der Umformaggregate etwa auf ein Achtel der Zeit einer mechanischen Einstellung, sagt Mathias Bihler.
Das alles erledigen die Steuerungen automatisch. Bei Bihler ist es die hauseigene Entwicklung VC1, Pressmac setzt eine Control 600 von Schneider electric ein. Die Steuerung läuft in beiden Fällen auf Industrie-PC, so dass umfangreiche Software beispielsweise zur Optimierung der Prozesse genutzt werden kann.
Aus den separaten Servoantrieben resultiert nicht nur eine hohe Flexibilität, mit der kurvenscheibengesteuerte Maschinen nicht mithalten können. Die individuell programmierte Bewegung jedes Werkzeugs bietet auch technische Vorteile. Da auf den NC-Stanz-Biegeautomaten jede Operation von je einem separat angetriebenen Werkzeug ausgeführt wird, kann auch jede einzelne Biegeoperation im Hinblick auf die Umformoperation, die Produktionsgeschwindigkeiten oder die Werkzeugschonung optimiert werden. Das gilt sinngemäß natürlich auch für andere Schlittenaggregate.
Modulare Maschinen zur Fertigung von Baugruppen
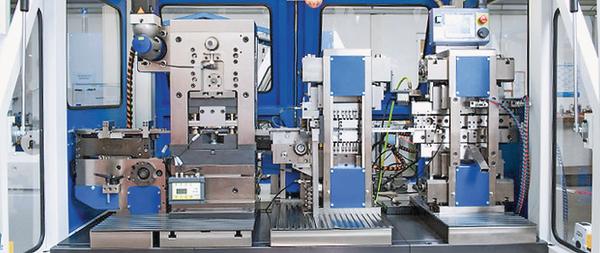
Zur Fertigung kompletter Baugruppen sind aus den ursprünglichen Stanz-Biegemaschinen heraus Bearbeitungszentren entwickelt worden. Darin lassen sich eigenständige und jeweils mit Servomotoren angetriebene Module, beispielsweise für Biege- oder Montageoperationen, zu kompletten Fertigungslinien zusammenstellen. Eine gemeinsame Steuerung synchronisiert die Module. Lösungsansätze finden sich bei Bihler, bei der SBT Stanzbiegetechnik im österreichischen Wöllersdorf sowie wie Pressmac.
Die SBT Stanzbiegetechnik bietet ein modulares System in dem je nach Ausführung bis zu 15 Module auf einer prozessunabhängigen Plattform, die beliebig aufgebaut und verändert werden können, zusammenarbeiten. Die einzelnen Module lassen sich zum Wechseln abstecken und tauschen. SBT liefert die modularen Komplettanlagen, Werkzeuge und Kontaktschweißgeräte für die Herstellung von Präzisionsteilen. Verfügbar sind Biegemodul, Stanzmodul, Nietmodul, Kontaktschweißmodul, Gewindemodul, Pilotmodul, Radialmodul, Präzisions-Stanzmodul, Zangeneinzugsmodul und Exzenter-Stanzmodul. Jedes Modul kann für sich erprobt und auch eingesetzt werden. Der Maschinensockel ist bei SBT nicht modular aufgebaut, sondern in verschiedenen Maschinenbettlängen erhältlich.
Die modulare Stanz-Biege-Montageeinheit Bimeric von Bihler wird zur Baugruppenfertigung eingesetzt und basiert auf einem Grundrahmen, an dem Module befestigt werden. Dieser Grundrahmen kann schon zusammen mit der Basiskonfiguration aus den Bearbeitungsaggregaten Presse, Biegeaggregate, Transportband und Pick&Place-Module als Standardsystem für die Fertigung eines breiten Spektrums an Baugruppenvarianten eingesetzt werden. Beim Bihler-System werden bei einem Produktwechsel zwischen artgleichen Produkten nur die bauteilspezifischen Werkzeugaktivteile gewechselt.
Pressmac setzt zwar ebenfalls auf ein modulares Konzept für Fertigungslinien, verzichtet aber auf einen vordefinierten Rahmen. Gussrahmen seien heute relativ günstig herzustellen, sagt Marcel Becker, deshalb lasse er für seine Fertigungslinien jeweils eigene Rahmen anfertigen.
Insgesamt scheint es, dass die neue NC-Technik in den Stanz-Biegeautomaten Möglichkeiten eröffnet, die auch Anwender interessieren dürften, die bisher dieses typische „Massenfertigungsverfahren“ nicht auf dem Plan für ihre Fertigung hatten. •
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}