



Firmen im Artikel
Durch verschiedene Härteverfahren können unterschiedliche Werkstoffe härter und damit widerstandsfähiger gemacht werden. Bei Mapal werden unter anderem unterschiedliche Werkzeugaufnahmen gehärtet. Diese sicherheitsrelevanten Bauteile sind hohen Kräften ausgesetzt. Das Härten sorgt dafür, dass Werkzeugaufnahmen trotz dieser Kräfte und trotz des vielfachen Ein- und Auswechselns eine lange Lebensdauer haben und prozesssicher ihren Dienst erfüllen.
Die Werkzeugaufnahmen aus Vergütungsstahl wurden bei Mapal bisher überwiegend im Salzbad gehärtet – dem gängigen Verfahren. Allerdings kann dabei nicht Millimeter-genau bestimmt werden, bis zu welchem Punkt gehärtet wird. Qualitätsprobleme oder Schwierigkeiten bei der Weiterverarbeitung der Aufnahmen können die Folge sein. Aus diesem Grund waren umfassende Qualitätskontrollen bisher nach dem Härten obligatorisch.
Gesundheitsrisiko und hoher Gasverbrauch
Weitere Nachteile des Härtens in der Salzschmelze liegen auf der Hand. Die Öfen mit der offenen Salzschmelze stellen eine Risiko- und Gefahrenquelle für die Gesundheit der Mitarbeiter dar. Höchste Konzentration unter erschwerten Bedingungen ist in der Härterei ein Muss, um sich selbst und andere nicht zu gefährden. Die Salze müssen aufwendig entsorgt werden, und für die Aufrechterhaltung der Temperatur wird zudem sehr viel Energie in Form von Gas verbraucht.
Forschungszusammenarbeit zum Laserhärten von Aufnahmen
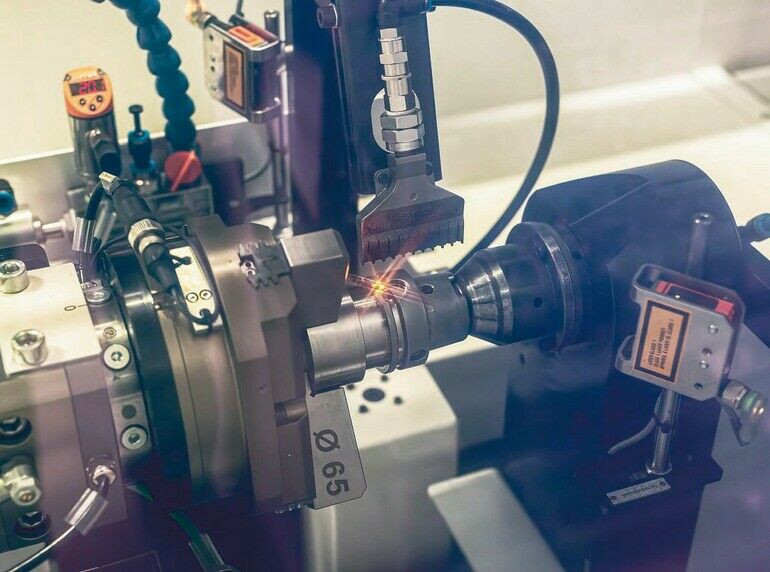
Eine Alternative zum Salzbad ist das Laserhärten. Die Mapal-Experten bauten dazu eine vorhandene Chiron-Maschine um, um Aufnahmen mit dem Laser zu härten. Diese Maschine war eigentlich zum Laserauftragsschweißen gedacht. Ob sich das Verfahren allerdings belastbar für die Aufnahmen eignen würde, war zu diesem Zeitpunkt noch nicht klar. Dazu hat Mapal gemeinsam mit dem Werkzeugmaschinenlabor (WZL), der RWTH Aachen geforscht und die Torsionsbeständigkeit, also wie beständig eine lasergehärtete Aufnahme bei Verdrehung ist, untersucht. Mit positivem Ergebnis. Das Laserhärten kann das Salzbad bei dieser Anwendung ersetzen.
Seit rund zwei Jahren härtet Mapal nun mit der umgebauten Maschine alle Aufnahmen mit der eigenen Modul-Schnittstelle. Der Laser der Maschine erhitzt den Vergütungsstahl so stark, dass beim Abkühlen dieselben Strukturveränderungen wie beim Salzbad erfolgen und die Aufnahme entsprechend gehärtet wird. Möglich ist dieses Verfahren, da es sich bei Vergütungsstahl um sogenannten selbstabschreckenden Stahl handelt. Das heißt, dass der Vergütungsstahl die Wärme, die durch den Laser entsteht, sehr schnell nach innen zieht und sich so sehr schnell wieder abkühlt – sich also selbst abschreckt. Erst dadurch stellen sich die entscheidenden Strukturveränderungen ein. Allerdings ist dieses Verfahren sehr umständlich und zu aufwendig, um serientauglich Werkstücke zu härten. Mapal begab sich auf Lösungssuche und fand mit dem Maschinenhersteller Emag dafür den perfekten Partner.
Emag und Mapal entwickeln gemeinsam
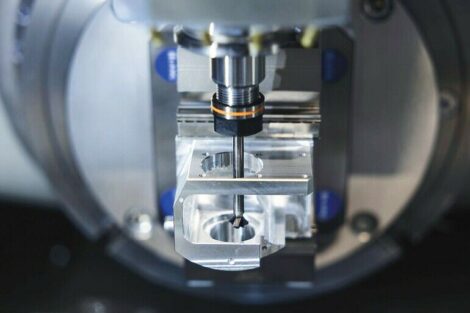
Gemeinsam haben die Experten beider Unternehmen eine Maschine entwickelt, die den HSK innen und außen per Laser härtet – und das ohne großen Einstell- und Einspann-Aufwand. Viel Arbeit und zwei Jahre später war sie fertig – die bislang einzige Maschine, die Werkzeugaufnahmen mit dem Laser härtet. Sie steht in der Aalener Fertigung des Präzisionswerkzeug-Herstellers.
Aktuell werden Schritt für Schritt alle gängigen Varianten auf das neue Verfahren umgestellt. Bis Ende des Jahres sollen alle Aufnahmegrößen auf der Maschine gehärtet werden. Dann ist das Salzbad in der Härterei Geschichte und damit auch alle Gefahren, die von ihm ausgehen.
Laser härtet präziser als das Salzbad
Die neue Anlage ist damit nicht nur ein Gewinn für die Gesundheit der Mitarbeiter, sondern auch in Sachen Qualität der Aufnahmen. Denn: Der Laser härtet deutlich präziser als das Salzbad. Davon profitieren alle vor- und nachgelagerten Prozesse. In der Folge entsteht deutlich weniger Verzug im Material. Zu welchem Zeitpunkt der Härtevorgang in den Prozess eingebaut wird, ist nicht mehr entscheidend. Zudem kann automatisiert gearbeitet werden – schließlich wird es immer schwieriger Mitarbeiter zu finden, die in der Härterei sowie in der Spät- oder Nachtschicht arbeiten möchten. Zwar werden die Werkstücke im Moment noch von Hand in die Maschine eingelegt, doch das soll in Kürze ein Roboter übernehmen. Dann kann der Prozess weitestgehend und vor allem während der Spät- und Nachtschicht ablaufen.
Neben den bereits genannten Vorteilen hat die Maschine auch einen messbar nachhaltigen Vorteil. Sie benötigt über 80 % weniger Energie, als es beim Salzbad der Fall ist. Insgesamt leistet sie so einen großen Beitrag für ein mehr an Gesundheit, Nachhaltigkeit und Qualität.








{kind=link}