

Zur Kernkompetenz von SAM gehören die Entwicklung und die Produktion unterschiedlicher Komponenten für die Aerospace-Industrie – vor allem von Stellantrieben. Diese Antriebe steuern Ventile zur Temperaturregulierung sowie für die Sauerstoff-, Luft-, Kraftstoff- und Wassersysteme.
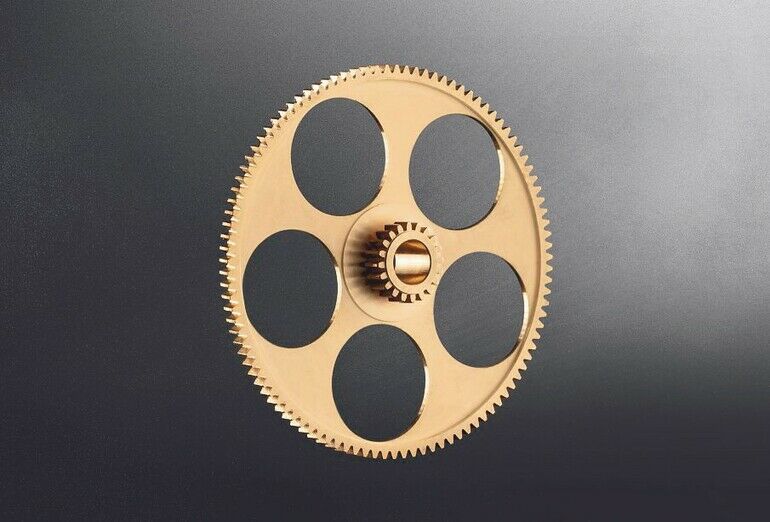
Ein zentrales Bauteil jedes Stellantriebs ist ein Zahnrad aus Bronzelegierung mit rund 60 mm Durchmesser. „Früher ließen wir dieses Zahnrad hauptsächlich extern fertigen“, erzählt Erwin Wagner. Er ist zuständig für die Werkzeugdisposition bei SAM. Der Bedarf an den filigranen Bauteilen liegt bei über 20.000 Stück pro Jahr. „Um flexibler und von der Lieferkette unabhängiger zu werden, haben wir uns entschieden, die Zahnräder im eigenen Haus zu fertigen,“ ergänzt Herbert Krischkowski, bei SAM verantwortlich für Sonderprojekte.
Zur Fertigung der Außenverzahnung mit einem Modul von 0,5 blieb mit den vorhandenen Maschinen nur das Verzahnungsstoßen mit einem Stoßaggregat. „Für unsere hohen Stückzahlen hätte sich dieser Prozess aber nicht gerechnet. Die Fertigungszeit wäre zu lang gewesen und die Wartungskosten des Stoßaggregats hätten die Bauteilkosten in die Höhe getrieben“, erklärt Krischkowski. Und Wagner ergänzt: „Die Stoßapparate müssen im Dauereinsatz mindestens alle sechs Monate zur Wartung, wobei Kosten im mittleren vierstelligen Bereich entstehen.“
Offen für innovative Verfahren
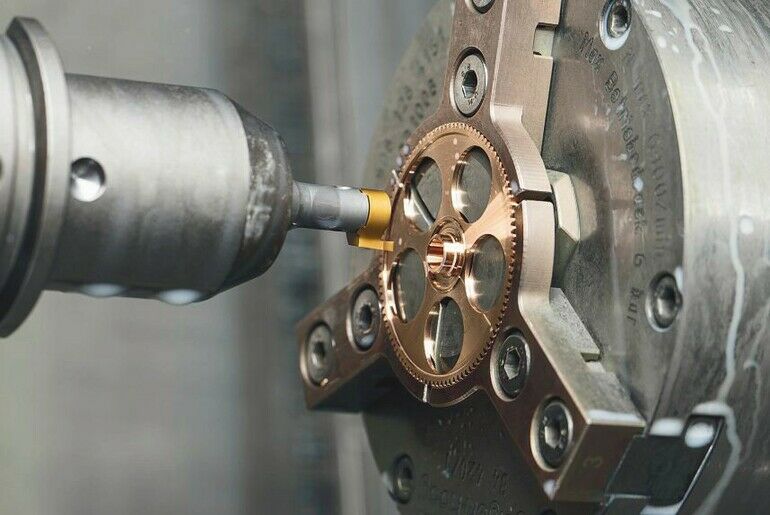
Die Spezialisten bei SAM haben immer ein offenes Ohr für neue und wirtschaftlichere Technologien. So fiel die Entscheidung für die Investition in ein neues Dreh-Fräszentrum, um die Verzahnung mit dem Prozess des Wälzschälens fertigen zu können. Bei der Suche nach der geeigneten Maschine kamen schnell zwei Kandidaten in die engere Auswahl. „Unsere Wahl fiel schließlich auf die Index G220. Die Flexibilität des Dreh-Fräszentrums, sowie die Beratung und der Service von Index haben uns überzeugt“, sagt Krischkowski. Den Wälzschälzyklus sowie das Wälzschälwerkzeug kauften die Bayern mit der Maschine. Die Werkzeugauslegung lief über die Erstausrüstung von Paul Horn sowie den für SAM zuständigen Außendienstmitarbeiter Michael Götze. Beim Zerspanen sensibler Bauteile setzt SAM seit knapp 40 Jahren auf die Präzisionswerkzeuge aus Tübingen.
Die Entscheidung, in eine neue Maschine mit den Horn-Wälzschälwerkzeugen zu investieren, stellte sich schnell als richtig heraus. „Wir sparen mit der Eigenfertigung nun mehrere Euro pro Bauteil“, so Krischkowski. Das eingesetzte Wälzschälwerkzeug ist nicht in Monoblock-Bauweise gefertigt, sondern mit einem Wechselkopfsystem, das eine hochpräzise Schnittstelle aufweist. Im Prozess wird die Verzahnung mit vier Werkzeughüben gefertigt. Diese sind in drei Schrupphübe und einen Schlichthub mit verlangsamter Vorschubgeschwindigkeit aufgeteilt. Die Fertigungszeit beim Wälzschälen beträgt rund
20 s. Neben der kurzen Fertigungszeit hat die Verantwortlichen insbesondere die Qualität der Verzahnung überzeugt. „Unsere Messergebnisse haben wir von einem externen Dienstleister validieren lassen. Der war über die Präzision erstaunt und gab die Rückmeldung, dass er seine Masterräder normalweiser in solch einer Qualität fertige“, erzählt Wagner.
Das Horn-Wälzschälsystem umfasst Werkzeuge in zylindrischer oder konischer Form für Module von 0,5 bis 2. Die Vollhartmetall-Monoblock-Variante ist mit einem Durchmesser von bis zu 20 mm und in schlanker Bauform lieferbar. Sie kommen bei kleinen Modulen und kleinen Bauteilen zum Einsatz – vorzugsweise dann, wenn wegen der Kollisionsgefahr ein schlanker Schaft benötigt wird. Die auf den Anwendungsfall abgestimmten Schneidstoffe und Beschichtungen erzeugen hohe Oberflächenqualitäten am Werkstück. Bei Werkzeugdurchmessern über 20 mm werden Wälzschälwerkzeuge mit Wechselkopfsystem eingesetzt. Die präzise Schnittstelle erlaubt das einfache Wechseln des Schneidkopfs in der Maschine ohne Ausbau des Halters. Der Halter aus Hartmetall sichert eine hohe Steifigkeit, Verschleißfestigkeit und Präzision. Bei den größeren Modulen setzt Horn auf den Einsatz eines Werkzeugträgers, bestückt mit Wendeschneidplatten. Speziell beim Werkzeugtyp WSR bietet Horn die Möglichkeit, die innere Kühlmittelzufuhr vor oder hinter die Schneide zu legen. Damit können je nach Anwendungsfall Sackloch-, Durchgangs- oder Stufenbohrungen mit der passenden Kühlung bearbeitet werden.
Weitere Horn-Systeme im Einsatz
Beim Zahnrad aus Bronze sind noch weitere Horn-Systeme im Einsatz. So übernimmt eine Schneidplatte des Typs S117 das Stoßen einer Außenverzahnung an der Planfläche des Bauteils. „Hier war der Einsatz des Wälzschälens nicht möglich, da der benötigte Auslauf am Verzahnungsende fehlt. Deshalb haben wir das Verzahnungsstoßen mit einem Sonderwerkzeug gewählt“, erklärt Michael Götze. Im Prozess wird zuerst der Kopfkreisdurchmesser sowie der Freistich am Verzahnungsende vorgedreht. Der Freistich dient zum Auslauf des Stoßwerkzeugs. Die Stoßplatte ist als Sonderform präzisionsgeschliffen und besitzt zwei Zähne. Der erste Zahn dient als Vorschneider und das Profil des zweiten Zahns gleicht dem Sollprofil der geforderten Verzahnung. Das Werkzeug stößt im Einsatz in axialen Bewegungen mit einer Zustellung von 0,1 mm pro Hub jeweils einen Zahn fertig. Danach taktet die Hauptspindel einen Zahn weiter und der Stoßprozess beginnt von Neuem, bis die Verzahnung fertig gestoßen ist. Die Fertigungszeit der Verzahnung beträgt rund eine Minute.
Auch bei kniffligen Drehbearbeitungen setzt SAM auf das Werkzeugportfolio von Horn. So kommen bei dem Zahnrad zwei unterschiedliche Werkzeuge des Typs Mini zum Einsatz. Das erste Werkzeug mit einer Schneidbreite von 1 mm übernimmt das Drehen des Freistichs der kleinen Verzahnung. Der zweite Mini dreht einen Axialeinstich auf der Rückseite des Bauteils. Das Innenausdrehen der Passung der zentralen Bohrung übernimmt ein Ausdrehwerkzeug des Typs Supermini. (mw)

Hier finden Sie mehr über:








{kind=link}