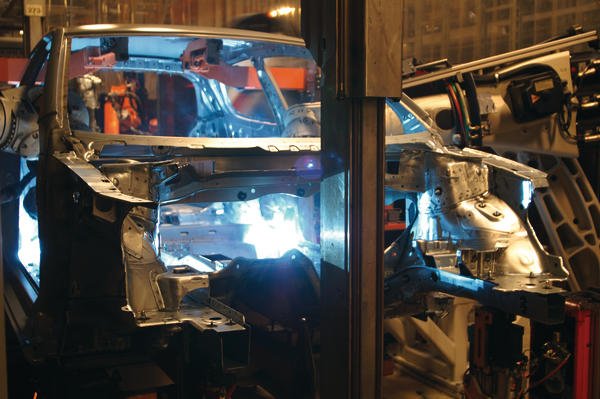

Zwanzig CMT-Schweiß- und Lötsysteme hat VW Sachsen in Betrieb genommen (Cold Metal Transfer) und ersetzt damit herkömmliche wie auch Laser-Systeme. Der Vorteil sind spritzerfreie Ergebnisse mit wenig oder keiner Nacharbeit.
Der sächsische Volkswagen-Standort Zwickau ist der erste, an dem der CMT-Prozess in der Serienfertigung zum Einsatz kam: Im Januar 2005, unmittelbar nachdem Fronius Verfahren und Systeme auf der Euroblech vorgestellt hatte, erlebte Cold Metal Transfer (CMT) in Zwickau die Industriepremiere. Reiner Tunger von VW Sachsen: „Nach der Testphase bei Fronius in Wels schafften wir in den Werksferien 2004 auf 2005 in nur sechs Wochen den Serieneinsatz.“ Heute nutzen die Fertigungsfachleute den gewonnenen Erfahrungsvorsprung mit CMT für vielfältige Aufgaben. Der geringe Wärmeeintrag führt zu deutlich geringerem Wärmeverzug. Tunger, in Zwickau der Leiter Cost-Center Serienplanung /Werktechnik/Pilothalle, resümiert: „Kombiniert mit der praktischen Spritzerfreiheit können wir den zusätzlichen temporären Aufwand deutlich reduzieren.“ Das verdeutlicht er an Beispielen:
Nach wie vor aktuell ist das Pilot-Projekt, bei dem es um eine Verbindungsnaht an der Karosserie eines Premiumklasse-Modells geht: Die geometrisch komplexe Fügestelle befindet sich an der C-Säule. Das Lötgut soll den Spalt zwischen zwei unterschiedlich dicken Blechen (0,8 und 1,0 mm) mit Passungstoleranzen schließen. Dabei soll der Wärmeeintrag möglichst gering sein, um die Einfallstellen und Verwerfungen der Oberflächen gering zu halten. Denn jede Unruhe in der Oberfläche bedarf der manuellen Bearbeitung. Die zuvor getesteten Verbindungstechniken wie Laserlöten, Plasmalöten und MIG (Metall-Inert-Gas)-Löten erfüllen die Anforderungen nur bedingt. Vor allem bleibt der Aufwand für die manuelle Nacharbeit.
Die Erfahrungen des Pilotprojektes bildeten die Basis für weitere Umstellungen auf das CMT-Löten bei anderen Karosserien der Modellreihe. Dazu zählen Verbindungen von Querstrebe-Rückwand, Hutablage-Rückwand, A-Säule-Dach, Heckabschlussteil innen-außen, Seitenteil-Heckscheibenflansch sowie Dichtkanal-Seitenteil. Diese anspruchsvolle Applikation nennt Tunger als zweites Beispiel:
Zu verbinden sind das Seitenteil hinten außen und der Dicht-/Wasserablaufkanal. Die Teile befinden sich symmetrisch angeordnet beidseitig an der Karosserie. Bei einem Premium-Klasse-Modell stellten die Zwickauer die Verbindung mit einer Laser-Lötnaht her. Gegenüber Bahnabweichungen und Abweichungen im Nahtverlauf erwies sich der Laserlöt-Prozess jedoch als überaus anspruchsvoll. Allein über die programmierte Roboterbahn lassen sich die äußerst komplexen Konturverläufe der betroffenen Fügestellen nicht im notwendigen Toleranzfenster für eine prozesssichere Verbindung einhalten. Vielmehr muss ein taktiles Nahtverfolgungssystem beidseitig links und rechts die exakte Führung der Laserlötoptik gewährleisten. Hinzu kommt der für eine Kleinserie relevante Nachteil der kostenintensiven Investition in das Laser-Schweißsystem.
Auch die zuvor getesteten alternativen Fügemethoden Plasmalöten und MIG-Löten von Hand oder mittels Roboter erfüllen die Anforderungen nur bedingt, weil sie manuelle Finish-Leistungen an der Oberfläche nötig machen. Das liegt daran, dass die Fügeverbindung „Seitenteil hinten außen zu Dichtkanal“ über 680 mm Länge in einem sichtbaren Bereich der fertigen Karosse verläuft. Die Nähte müssen also eine solche Oberflächenqualität aufweisen, dass sie an den lackierten Karosserien nicht erkennbar sind. Im vorliegenden Fall planten die Konstrukteure denn auch von vornherein die CMT-Applikation ein. Denn in der Anforderungskombination aus Präzision, Formstabilität, Verbindungsfestigkeit, hoher Spaltüberbrückung und Nahtoptik erkannten sie deren typisches Einsatzfeld. Der sehr stabile Lichtbogen des CMT-Prozesses verbindet die Blechteile auch noch bei deutlich größeren Toleranzen der Blechteile qualitativ einwandfrei.
Reiner Tunger: „Statt zusätzlicher Nahtführungssysteme reicht jetzt die prozessgenaue Bahnsteuerung des Roboters. Da der Prozess sicher und stabil läuft, ist der manuelle Finish-Aufwand für die Fertigstellung der Karosserien gering. Denn beim CMT-Löten treten praktisch keine Spritzer auf, und auch Poren in der Lötnaht werden vermieden.“
Beispiel Nummer drei: Bei PKW wie Golf und Passat zählen, anders als bei der Premiumklasse, neben der Qualität vorrangig Kosteneffizienz und kurze Taktzeiten. In einer solchen Prozesskette mutiert jeder nicht automatisierbare, störanfällige oder verzögernde Fertigungsschritt zur Produktivitätsbremse. Dazu zählen händisch auszuführende Tätigkeiten wie Richten, Schleifen und Nacharbeiten oder auch das Einrichten besonderer Arbeitspositionen für das Werkstück.
Im zu beschreibenden Beispiel treten nun komplexe Bauteilkombinationen auf. An der Dach-Seitenteil-Verbindung oder auch dem Dachquerträger an der Dach-Verbindung im Inneren der Karosse werden Bleche mit unterschiedlicher Dicke kombiniert. An den Fügestellen treffen mehrere Schweißbaugruppen zusammen. Es entsteht eine Toleranzkette, in der die Abweichungen kumulieren können. Unter diesen Bedingungen lässt sich ein definiertes Spaltmaß nicht punktgenau einstellen. Dies macht eine maximale Spaltüberbrückung bei hoher Präzision und Wiederholgenauigkeit erforderlich.
Da die Fügestellen hohe Festigkeitsanforderungen erfüllen müssen, ist das MAG-(Metall-Aktivgas)-Schweißen mit seinem charakteristischen Kurzlichtbogen vorgegeben. Ihn kennzeichnet ein periodischer Auf- und Abbau des Lichtbogens mit Werkstoffübergang während der Kurzschlussphase. Der Tropfenübergang ist allerdings mit dem Entstehen von Schweißspritzern verbunden, die insbesondere auf der sichtbaren Fahrzeugoberfläche zu Qualitätseinbußen führen würden und deshalb zu entfernen sind. Hinzu kommt ein weiterer Nachteil: Der hohe Wärmeeintrag führt häufig zu Einzügen sowohl in den Seitenteilen als auch im Dach. Ein ebenfalls problematischer Aspekt ist die Verfügbarkeit des Schweißwerkzeugs: Wegen der an der Dach-Innenseite gegebenen Überkopf-Position würden die auftretenden Spritzer die Gasdüsen verunreinigen.
Die VW-Experten wählten daher mit ihren Schweißsystem-Partnern von Fronius das praktisch spritzerfrei arbeitende CMT-Schweißen. Reiner Tunger berichtet: „Der geringere Wärmeeintrag reduziert die Einzüge im Bereich der Seitenteile und des Daches. Weil die Spaltüberbrückung der neuen Technologie deutlich größer ist, erweitert sich das Toleranzfeld hinsichtlich Bauteilabmessungen.“ Weiter entstünden trotz Überkopfposition beim Schweißen kaum Verunreinigungen der Schweißdüsen, weil der CMT-Prozess praktisch spritzerfrei arbeitet. „Alles in allem reduzieren wir bei Oberflächen-Finish und Instandhaltung die manuelle Nacharbeit – und dies bei zusätzlich größerer Prozesssicherheit“, so Tunger.
Die Ergebnisse der Anwendung überzeugen: Praktisch null Spritzer, durch den signifikant reduzierten Wärmeeintrag vernachlässigbar niedriger Bauteilverzug und eine zwei- bis dreimal bessere Spaltüberbrückung gegenüber konventionellen MAG-Verfahren. Alle drei Aspekte begünstigen ein prozesssicheres, automatisiertes Schweißen mit Robotern.
Inzwischen produzieren im VW-Werk Zwickau etwa zwanzig CMT-Systeme hochwertige Löt- oder Schweißverbindungen. „Die Qualität haben wir weiter optimiert, die Störanfälligkeit deutlich verringert und zusätzliche temporäre Aufwendungen um mehr als siebzig Prozent reduziert. Kurz: wir sind mit dem Ergebnis sehr zufrieden“, fasst Reiner Tunger die Erfahrungen zusammen.
Gerd Trommer Fachjournalist in Gernsheim
CMT im Überblick
CMT steht für „Cold Metal Transfer“ und beschreibt einen Schmelzschweißprozess mit einem deutlich kälteren, effizienteren und vor allem spritzerfreien Werkstoffübergang als bei konventionellen Metallschutzgas-Schweißsystemen. Die „intelligente“ Lichtbogensteuerung erkennt den Eintritt des Kurzschlusses und baut den Lichtbogen programmgesteuert durch kurzzeitiges Senken des Schweißstroms ab. So vermeidet CMT die bei konventionellen Kurzschlusslichtbögen typische Spritzerbildung.
In dieser lichtbogenfreien Phase zieht der brennerseitige Antrieb den Schweißdraht für einen Sekundenbruchteil etwas zurück und verbessert so gezielt die Tropfenablöse. In dieser stromlosen Phase erfolgt auch kein Wärmeeintrag mehr über den Lichtbogen, sondern nur noch über den Schmelztropfen selbst. Die insgesamt übertragene Wärmemenge ist deshalb deutlich geringer als bei konventionellen Systemen.
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}