Bohren in kleinsten Durchmessern gelingt nur effizient, wenn sämtliche Prozesskomponenten exakt aufeinander abgestimmt sind. Erwarten den Zerspaner beim zu bearbeitenden Werkstoff lange oder kurze Späne? Reicht der Kühlmitteldruck? Ist der Kühlschmierstoff ausreichend filtriert, damit keine Kleinstpartikel die Kühlkanäle verstopfen? „Das sind nur einige der Fragen, mit denen sich unsere Kunden im Vorfeld auseinandersetzen müssen, wenn sie das Optimum aus einem Mikrobohrprozess ziehen wollen“, sagt Felix Meggle. „Sobald auch noch Tiefloch-Dimensionen dazu kommen, ist Expertenwissen zwingend“, weiß der Produktmanager VHM-Bohren bei Ceratizit.
Was wie ein Gegensatz klingt, trifft auf die neue Bohrer-Serie des Team Cutting Tools aus der Ceratizit-Gruppe zu: Der WTX-Micro aus der Reihe WNT Performance ist ein Spezialist für den Mikro- und Tieflochbohreinsatz und gleichzeitig universell zu verwenden, „denn in puncto Werkstoffe ist er alles andere als wählerisch“, betont Meggle. „Ob Stähle, Guss-Materialien oder hochwarmfeste Werkstoffe und deren Legierungen – unser WTX Micro nimmt es mit allen auf!“ Das macht ihn vielseitig einsetzbar.
Da engste Toleranzen und vor allem höchste Prozesssicherheit das Lastenheft bei der Mikrobearbeitung bestimmen, wurde der WTX-Micro gezielt auf diesen Einsatz getrimmt. Das verwendete Ultrafeinstkorn-Hartmetall aus der hauseigenen Entwicklung und Herstellung, die Spankammer-Geometrie, ultra-glatte Oberflächen sowie die Beschichtung sind perfekt abgestimmt – für höchste Qualität.
Einer der coolen Sorte
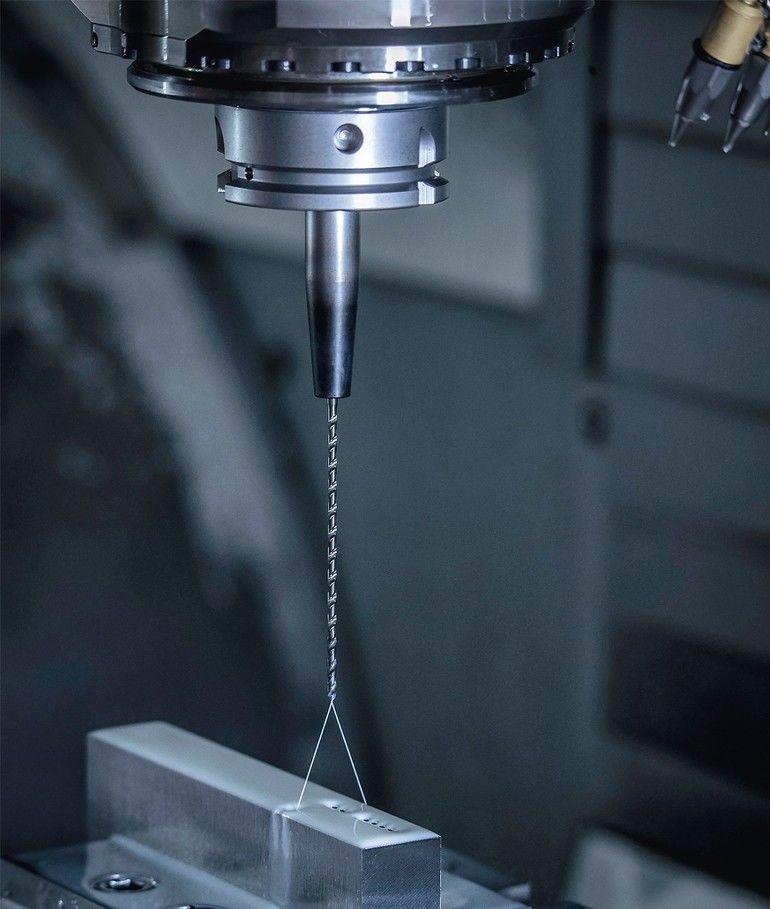
Die spiralisierten Innenkanäle des Microbohrers sind für maximalen Durchfluss der Kühlschmierflüssigkeit optimiert, was zu einer verbesserten Oberflächenqualität der Bohrungen führt. Unter anderem gelingt das durch eine Powerkammer, mit der die Werkzeuge ab 5xD auf der gesamten Schaftlänge ausgestattet sind. „Sie erhöht die Kühlmittelmenge an der Spitze bei gleichbleibendem Druck, was auch den Standzeiten zugutekommt“, erläutert Meggle.
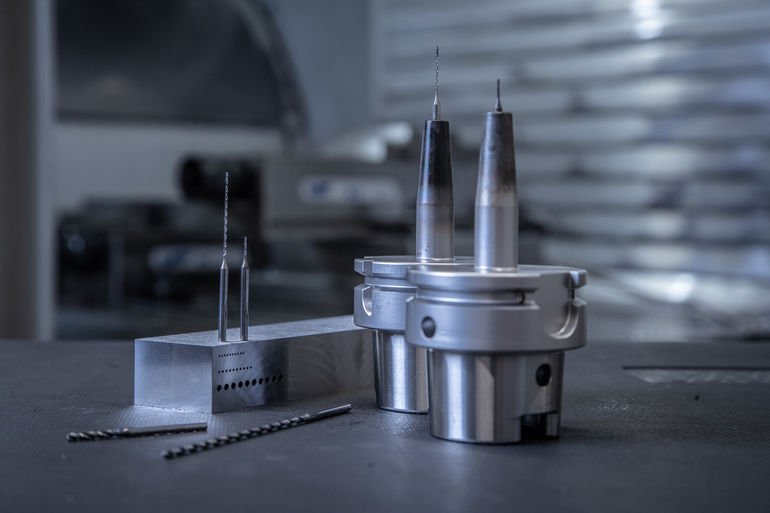
Erhältlich sind die Microbohrer ab einem Durchmesser von 0,8 mm in den Längen 5xD, 8xD, 12xD, 16xD und 20xD. Ab 1,0 mm bis 2,90 mm werden sie zusätzlich in 25xD und 30xD angeboten. Dabei sorgen die optimierte Geometrie mit geläppten Oberflächen und Spanraumöffnungen sowie die spezielle Ausspitzung für eine hohe Schneiden- und Prozessstabilität.
Bissige Dragonskin DPX74-M-Beschichtung
Um die Werkzeuge noch widerstandfähiger gegen Verschleiß und Wärmeeinwirkung zu machen, sind sie mit der bissigen DPX74-M-Beschichtung versehen. Bei den Varianten ab 8xD wird lediglich der extrem beanspruchte Bohrkopf beschichtet, die 5xD-Variante dagegen auf der kompletten Länge.
Kein Blindflug, weder mit noch ohne Pilot
Da sich die Werkzeuge durch ihre Eigenzentrierung auszeichnen, kann bei vertikalem Bearbeiten ab einem Durchmesser von 1,0 mm bis zu einer Länge von 12xD auf die Pilotierung verzichtet werden. (mw)
Kontakt:
Ceratizit Deutschland GmbH
Daimlerstraße 70
87437 Kempten
Tel.: +49 831 57010–0
www.ceratizit.com

Hier finden Sie mehr über:








{kind=link}