


Firmen im Artikel
In der Welt der Zerspanung gilt es, Vibrationen weitgehend zu vermeiden, soweit das physikalisch möglich und wirtschaftlich darstellbar ist. Dabei sind Vibrationen nichts anderes als Bewegungsimpulse und Kräfte, die unerwünscht auf einige oder alle Elemente des Zerspanungsvorgangs einwirken:
- auf die Spindel (und damit auch mehr oder weniger direkt auf die Maschinen),
- den Fräser mit den Wendeschneidplatten und
- auf das zu bearbeitende Bauteil selbst.
Im schlimmsten Fall beschädigen sie die Werkzeugspindel oder Teile der Bearbeitungsmaschine. Für den Zerspanungsalltag im Werkzeug- und Formenbau typisch sind aber nicht spektakuläre Schäden wie das Ausschlagen der Spindel oder ein Werkzeugbruch: Durch das Auftreten von Vibrationen verschleißen Fräser und/oder deren Wendeschneidplatten schneller, vor allem aber ungleichmäßig und unkontrolliert. Dadurch erhöhen sich jedoch nicht nur die Werkzeugkosten pro Werkstück, auch die Ergebnisqualität leidet: Die erzeugten Oberflächen sind ungleichmäßig, riffelig, uneben.
Komplett verhindern lässt sich das Entstehen von Vibrationen gerade bei Fräsen tiefer Kavitäten nicht. In einer der Entstehungsbedingungen der Vibration, dem Einstellwinkel des Fräswerkzeugs, liegt aber auch schon ein Problemlösungsansatz: Lassen es die anderen Rahmenbedingungen wie Aufspannsituation, Steifigkeit der Maschine und Wandstärke des Werkstücks zu, sollte man einen Fräser mit geringerem Einstellwinkel wählen.
Prozesssicher beim High-Feed-Fräsen
Zahlreiche Unternehmen aus dem Werkzeug- und Formenbau setzen für das Schruppen tiefer Kavitäten deswegen auf den Xtratec XT High-Feed-Fräser M5008 der Tübinger Walter AG. Durch die Kombination von geringer Schnitttiefe mit hohen Zahnvorschüben erreicht der Fräser ein sehr hohes Zerspanungsvolumen. Bei seinem niedrigen Einstellwinkel von 10° dominieren die axialen Schnittkräfte, die einen stabilen Bearbeitungsprozess ermöglichen. Dadurch eignet sich der Fräser besonders zum Einsatz bei Langen Auskraglängen, da er deren Vibrationsneigung minimiert. Walter bietet für den M5008 ein umfassendes Sortiment an Wendeschneidplatten für alle Werkstoffgruppen, mit denen es Werkzeug- und Formenbauer typischerweise zu tun bekommen – ISO P und H, sowie ISO K und S. Die doppelseitigen, rhombischen Wendeschneidplatten mit 4 Schneidkanten ermöglichen kleine Werkzeugdurchmesser und hohe Zähnezahlen. Stabile Schneidkanten mit leicht schneidenden Geometrien sowie Tigertec-Schneidstoffe ermöglichen das Bearbeiten mit hohen Schnittdaten und eine hohe Standzeit.
Der andere Ansatzpunkt, die Vibration beim Bearbeiten von tieferen Kavitäten zu minimieren, ist die Auskragung beziehungsweise die Aufspannvorrichtung selbst. Erste Wahl beim Bearbeiten von Kavitäten oder bei einer eher instabilen Aufspannung des Bauteils ist der gestaffelte Einsatz von jeweils längen- oder umfangmäßig passenden Werkzeugen. Aber vor allem bei tiefen oder komplex aufgebauten Kavitäten oder ganzen Bauteilen ist dieses Vorgehen nicht immer möglich. Dann kommt man nicht um den Einsatz von Verlängerungsadaptern herum. Viele Werkzeug- und Formenbauer arbeiten hier auch für Fräswerkzeuge bevorzugt mit Schrumpffuttern. Aber gerade beim Fräsen (und auch Bohren) in größeren Auspannlängen haben Schrumpffutter in Bezug auf Vibration wenig Dämpfungseffekt.
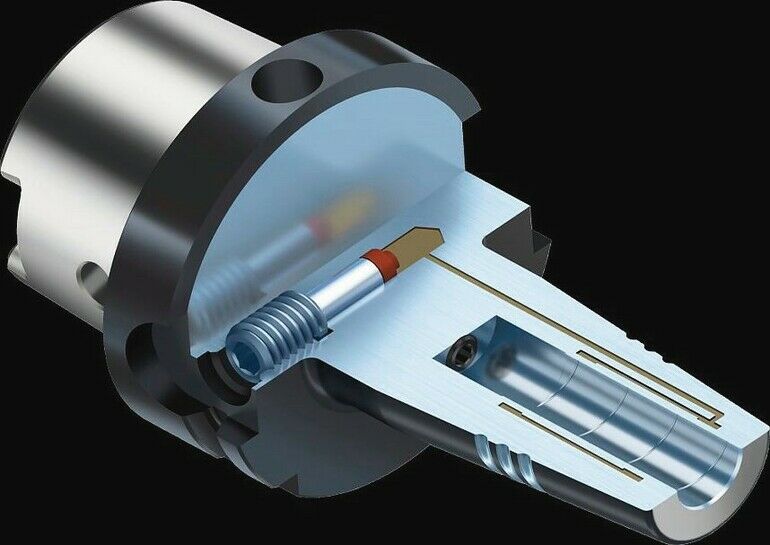
Seit knapp zwei Jahren bietet Walter hier mit der Hydrodehnspann-Aufnahme AB019 eine effiziente Alternative, und das nicht nur für Zerspanungsprozesse, in denen starke Vibrationen zu erwarten sind. Der Dämpfungseffekt resultiert aus ihrer besonderen Konstruktion: Im schlanken Futterkörper ist ein System aus Hohlräumen eingearbeitet, das mit einem Öl gefüllt ist. Die Walter AB019 verbindet eine hohe Radialsteifigkeit mit hoher Drehmomentübertragung: Die Leistungsfähigkeit der Bearbeitungsmaschine kommt so auch im Prozess an. Gegenüber dem Arbeiten mit klassischen Schrumpffuttern erzeugt das Fräsen mit der Walter AB019 Aufnahme eine deutlich bessere Oberflächenqualität. Rundlauf- und Wechselwiederholgenauigkeit liegen unter einer Abweichung von 0,003 mm. Die Standzeit der so eingesetzten Fräser und Bohrer kann sich in manchen Fällen um bis zu 40 % erhöhen.
Aktive Schwingungsdämpfung nutzen
Besonders schwierig wird das Beherrschen von Schwingungen, wenn mit einer sehr langen Aufnahme gearbeitet werden muss. Dann verstärkt eine konventionelle Werkzeugaufnahme die Vibrationen, die am Fräser entstehen, noch einmal. Um diesen Effekt zu minimieren, wird dann mit entsprechend niedrigen Schnittdaten gearbeitet.
Deutlich bessere Ergebnisse bei deutlich höheren Schnittdaten erzielen Anwender mit einer Walter Accure-tec Werkzeugaufnahme, die über eine aktive Schwingungsdämpfung verfügt. Eine radial und axial elastisch aufgehängte Schwungmasse in der Spitze der Werkzeugaufnahme gleicht hier die an den Fräserschneiden entstehenden Schwingungen aus. Eine integrierte Kühlmittelzufuhr sorgt für optimale Spanabfuhr.









{kind=link}