Die Mischbauweise zwingt die Automobilhersteller, verstärkt mechanische Fügetechniken einzusetzen. Beim Audi TT haben sich neben Clinchen und Stanznieten auch Vollstanznieten und Flow-Drill-Schrauben bewährt.
Die Mischbauweise des Audi TT stellt hohe Anforderungen an die Fügetechnik. Die Ausdehnungskoeffizienten der Werkstoffe müssen berücksichtigt werden, ebenso ihr korrosives Verhalten untereinander. Schweißverbindungen in der Aluminium-Struktur führt Audi meist mit dem MIG-Verfahren aus. Thermische Fügeverfahren bergen jedoch grundsätzlich Probleme bezüglich der Maßhaltigkeit von Baugruppen durch Wärmeverzug. Außerdem lassen sich aus den Prozessparametern keine ausreichenden Aussagen über die Qualität einer Verbindung erzielen, so dass Visualisierungsstationen mit der Möglichkeit manueller Nacharbeit notwendig sind. Wenn möglich, setzt Audi deshalb auf wärmearme Fügetechniken.
Bei Fügen von Stahl und Aluminium sind thermische Fügeverfahren wie das MIG-Schweißen nach heutigem Stand ausgeschlossen. Durch die Bildung spröder intermetallischer Phasen lassen sich keine Verbindungen herstellen, die eine ausreichende Korrosionsbeständigkeit oder Betriebsfestigkeit besitzen. Dies aber ist für den Audi TT erforderlich. Denn hier kommen neben Aluminiumgussteilen, Strangpressprofilen und Aluminiumblechteilen auch Stahlblechteile im Audi Space Frame zum Einsatz. Beim Space Frame handelt es sich um eine hochfeste Aluminium-Rahmenstruktur, bei der jedes Flächenteil mittragend integriert wird. Die Festigkeit und der Korrosionsschutz der Aluminium-Stahl-Verbindungen werden im Sportcoupé durch die Verbindung der Komponenten mittels mechanischer Fügeverfahren sichergestellt, und zwar durch Clinchpunkte, beschichtete Stanzniete und spezielle Schrauben in Kombination mit Kleben.
Stanznieten stellt die wichtigste kalte Fügetechnik an der Karosserie des TT dar. Die Technik wird bei der Verbindung von Aluminium- sowie von Aluminium- mit Stahl-Karosserieteilen eingesetzt. Beim TT werden Stanzniete mit zwei verschiedenen Durchmessern und in unterschiedlichen Längen verwendet.
Erstmals zum Einsatz kommt beim TT das Vollstanznieten, und zwar ausschließlich bei Aluminium-Aluminium-Verbindungen. Bei diesem Verfahren werden zwei oder mehr Bleche ohne Vorlochoperation mit Vollstanznieten gefügt. Der Nietstempel drückt den Niet durch die Bleche. Dabei durchdringt der Niet die Fügeteile und dient als Schneidelement, der ausgestanzte Butzen wird durch die Matrize abgeführt. Da durch das Ausstanzen des Butzens die Materialumformung verringert wird, gilt das Vollstanznieten als verzugsarm und eignet sich daher für maßhaltig kritische Baugruppen oder sichtbare Verbindungen. Audi nutzt hier die Nieten der Kerb-Konus-Vertriebs-GmbH, Amberg. Sie werden mit einem Stanznietsystem der Tucker GmbH, Gießen, appliziert.
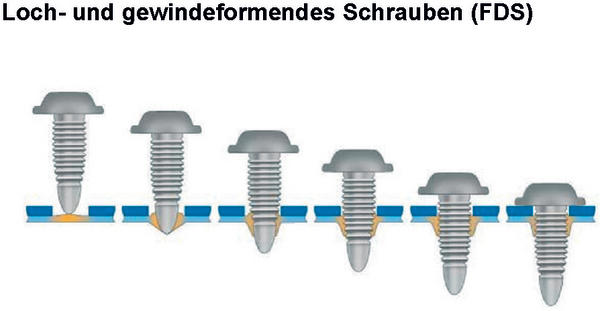
Darüber hinaus kommen beim TT auch erstmals Flow-Drill-Schrauben der Ejot GmbH & Co. KG, Bad Laasphe, zum Einsatz. Mit ihnen lassen sich Blechdicken bis zu 4 mm in Aluminium beziehungsweise 2 mm in Stahl ohne Vorloch und mit einseitiger Fügerichtung verbinden. Die Schraube formt dabei spanlos mit hoher ansteigender Drehzahl und einer Anpresskraft von bis zu 1,5 kN ein Fließloch mit lehrenhaltigem Mutterngewinde. Dieser Prozess wird von einem robotergestützten System mit automatischer Zuführung ausgeführt. Aufgrund des hohen Traganteils im Gewinde stellt es eine höherfeste Verbindung dar.
Das Clinchen gehört zu den mechanischen Fügetechniken, die Audi bereits seit längerem in anderen Fahrzeugen nutzt. Beim TT wird das Clinchen hauptsächlich in Anbauteilen wie Türen und Klappen eingesetzt, daneben aber auch im Bereich der B-Säule und im hinteren Radlauf. Bei dieser Technik wird durch ein partielles Durchsetzen der Fügeteile mit anschließendem Stauchen eine form- und kraftschlüssige Verbindung hergestellt. Sämtliche Clinchverbindungen werden mit Anlagen der Tox Pressotechnik GmbH & Co. KG mit Sitz in Weingarten gefertigt. Dies geschieht in hoch automatisierten Produktionszellen mit robotergeführten Clinchzangen des Herstellers. Mit nur einem Werkzeugsatz (Stempel und Matrize) werden für den Bereich der B-Säule insgesamt elf unterschiedliche Werkstoffkombinationen zusammengefügt, die sich hinsichtlich der Blechdickenkombination und der Werkstoffe unterscheiden: Etwa ein Aluminiumblech der Dicke 1,3 mm mit Stahlblechen der Dicken 0,7 bis 1,0 mm oder mit Aluminiumblechen der Dicken 1,3 bis 2,0 mm sowie mit einem Aluminium-Strangpressprofil der Wandstärke 2,0 mm. Insgesamt hat Audi hier vier Clinchzangen im Einsatz, alle mit der gleichen Werkzeugkombination ausgerüstet und jede dieser Werkstoffkombinationen fügend. Dadurch wird ein Zangenwechsel vermieden – und Roboter-Dockingzeiten entfallen.
In crashrelevanten Bereichen ist das elementare Clinchen allerdings nicht zulässig, da die Energieaufnahme im Crashfall nicht ausreicht. Daher wurde im Bereich der B-Säule, wo zum großen Teil Mischverbindungen von Aluminium und Stahl zu finden sind, das Clinchen mit dem Kleben kombiniert. Neben der Crashperformance verbessert der Klebstoff auch die Korrosionsbeständigkeit durch elektrochemische Trennung der Werkstoffe.
Sabine Koll Journalistin in Böblingen
Verformungen gibt es beim Vollstanznieten kaum
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}