
Auf der Suche nach höherer Produktivität entschied sich Lohnfertiger Kleinhenz für das Rundschleifzentrum S242 von Studer. Die Kombination von Schleifen und Hartdrehen reduzierte die Laufzeiten seiner Teile um bis zu 50 %.
„Den Tüchtigen freie Bahn“, so beschreibt Bernd Kleinhenz das Charakteristikum der frühen 60er-Jahre, als sein Vater Edmund in Friedrichsdorf das gleichnamige Familienunternehmen gründete. Aus dem Ein-Mann-Betrieb ist inzwischen ein leistungsfähiger Dienstleister mit 60 Mitarbeitern geworden.
Bernd Kleinhenz, er ist als Geschäftsführer für alle technischen Belange zuständig, bezeichnet seine Firma als klassischen Lohnfertiger mit dem Schwerpunkt Drehbearbeitung: „Wir bauen und vertreiben zwar auch ein eigenes Produkt, aber den Löwenanteil unseres Umsatzes bestreiten wir mit Lohnfertigung. Wir liefern der Automobilindustrie in den Bereichen Musterfertigung und Prototypenbau zu und haben Kunden aus der Medizintechnik sowie anderen Industrien. Unser Hauptstandbein ist aber der Werkzeugbau fürs Kunststoffspritzgießen.“
Mit den zunehmenden Aufträgen ist Kleinhenz nicht nur an Umsatz und Produktionskapazität gewachsen. Der moderne Maschinenpark ist auf rationelle Präzisionsbearbeitung ausgelegt. Neben dem stärksten Bereich, der Drehtechnik, sind Fräs- und Schleifmaschinen die Säulen des Lohnfertigers. Bernd Kleinhenz sieht die Grenzen zwischen den Technologien zunehmend ineinander übergehen. Diese Gedanken und die Offenheit für Neuentwicklungen hat zur jüngsten Investition geführt – einem Hartfeinbearbeitungszentrum S242 von Studer, Thun/Schweiz. Harald Ernst, Meister fürs Schleifen und Hartdrehen, war auf der Suche nach einer Maschine, mit der er den wachsenden Termindruck von seiner Abteilung nehmen kann. Er erklärt: „In den letzten Jahren hat das Hartdrehen viele Schleifbearbeitungen ersetzt und Laufzeiten reduziert. Allerdings gibt es Bauteile, bei denen Hartdrehen nicht produktionssicher ist. Hier muss nach wie vor zusätzlich geschliffen werden. Für diese Teile wollten wir die Komplettbearbeitung auf einer Maschine realisieren.“
Die hessische Studer-Werksvertretung, Sudler Werkzeugmaschinen aus Kelkheim, machte die Friedrichsdorfer Zerspanprofis auf die S242 aufmerksam. „In deren Konzept sahen wir vom ersten Augenblick an ein enormes Potenzial“, sagt Bernd Kleinhenz. Und Harald Ernst pflichtet ihm bei: „Da wir uns schon lange mit beiden Technologien – Schleifen und Hartdrehen – beschäftigen und die Anforderungen unseres Teilespektrums genau kennen, lagen wir mit unserer Prognose richtig.“
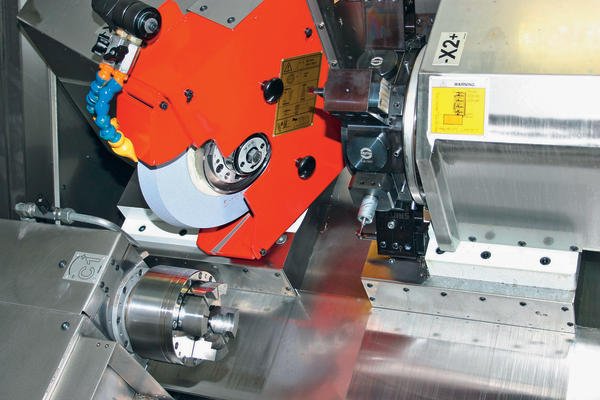
Mit der modular aufgebauten S242 haben die Schweizer Spezialisten fürs Rundschleifen eine Maschine geschaffen, die leistungsfähiges Schleifen und Hartdrehen in einer Aufspannung ermöglicht. Fürs Hartdrehen stehen stabile Werkzeugaufnahmen, ein großer Drehzahlbereich der Werkstückspindel sowie schwingungsstabile Werkstückspannsysteme zur Verfügung. Für den erforderlichen freien Spänefall wurde das Maschinenbett in Schrägbauweise realisiert. Ein Kratzbandförderer sorgt für zuverlässigen Abtransport der Drehspäne. Auch die Schleifbearbeitung musste keine Kompromisse zugunsten des Drehens hinnehmen: Es stehen leistungsgerechte Schleifspindeln zur Verfügung, eine Vorrichtung zum Auswuchten, Abrichtwerkzeuge, Inprozess-Messsteuerungen, eine Einrichtung zur Zylindrizitätsfeinverstellung und effektive Kühlschmiersysteme. Der Schleifschlamm landet auf einem Papierbandfilter, der die feinen Schleifspäne vom Kühlschmiermittel trennt.
Modularität bedeutet im Fall der S242, dass sie als kurze oder lange Maschine verfügbar ist. Bei der kurzen Version beträgt die Spitzenweite 400 mm, bei der langen 1000 mm. Es gibt sie als Futtermaschine, sie lässt sich aber auch als Wellenmaschine mit Reitstock ausrüsten. Die S242 kann je nach Version mit zwei oder drei Querschlitten ausgestattet sein. Diese Schlitten sind variabel nutzbar – mit einem Schleifspindelstock zum Außenschleifen, einer Innenschleifvorrichtung oder einem Drehrevolver mit zwölf Werkzeugplätzen.
Kleinhenz hat sich für die lange S242 und zwei Schlitten, mit Außenschleifspindel und Drehrevolver entschieden. Harald Ernst argumentiert: „Das ist genau das, was wir momentan brauchen. Denn die typischen Werkstücke für diese Maschine sind Futterteile mit Querbohrungen und Mehrkantflächen, die eine Bearbeitung im unterbrochenen Schnitt erfordern. Meistens sind die Teile aus schwer zerspanbaren Werkstoffen und haben noch eine Innenkontur, die oft konisch ist oder tangential ineinanderlaufende Radien enthält. Das wäre mittels Schleifen nur sehr aufwändig herstellbar und muss daher hartgedreht werden.“
Von größter Bedeutung ist für Kleinhenz die Produktionssicherheit. Denn die Teile sind zum Zeitpunkt, da sie auf die Maschine kommen, bereits vorbearbeitet und teuer. Auch die Präzision spielt eine wichtige Rolle. Die einzuhaltenden Toleranzen liegen unter 5 µm. „Die Maschine meistert das spielend“, bestätigt Zerspanungsmeister Ernst, bevor er das Highlight verrät: „Je nach Teil erreichen wir mit der S242 eine Laufzeitreduzierung zwischen 30 und 50 Prozent!“
Dabei ist die Maschine, die inzwischen seit etwa einem halben Jahr bei Kleinhenz in der Fertigung steht, bestimmt noch nicht bis ins letzte ausgereizt. Der Firmenchef merkt an, dass man dabei sei, das ganze Potenzial zu entdecken. Außerdem gebe es zur Zeit relativ wenig angepasste Spannmittel, da sich die klassischen Hersteller erst auf die neuen Bedürfnisse einstellen müssten. So besteht wohl noch weiterer Produktivitätsspielraum.
Trotz der gebotenen Möglichkeiten ist der Umgang mit der S242 für die Bediener kein Problem. Eine Woche Schulung reichte. Zumal die Steuerung – eine Fanuc-CNC der Serie 310i-Model A – und die StuderWIN-Bedienoberfläche es dem Anwender leicht machen. Über selbsterklärende Piktogramme kann er die Schleifoperationen einfach programmieren. Fürs Drehen stehen Fanuc-Zyklen und die ISO-Programmierung zur Verfügung. Harald Ernst kommentiert: „Beide Technologien – Drehen und Schleifen – sind seit langem unser täglich Brot, so dass die Programmierung der S242 absolut kein Problem darstellt. Vielfach kann ich die Programme sogar kopieren und mit ein paar selbstgeschriebenen Unterprogrammen entsprechend anpassen.“
Auch der zum Rüsten und Einrichten benötigte Aufwand bewertet Bernd Kleinhenz als gering. Der Geschäftsführer resümiert: „Wir beschäftigen uns hauptsächlich mit Klein- und Mittelserien. Aus unserer Sicht bietet die S242 in diesem Bereich zur Zeit das gelungenste Paket, das Schleifen und Hartdrehen in einer Maschine zusammenfasst.“
Michael Däppen Projektierung Wellen bei Studer
Komplexe Jobs sind einfach zu programmieren
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}